मुद्रा-२ : (डाय). काही धातू व अधातू पदार्थांपासून इच्छित आकाराच्या वस्तूंचे अथवा भागांचे जलद उत्पादन मोठ्या संख्येने तप्त किंवा शीत अवस्थेत दाब पद्धतीने करण्याच्या साधनाला मुद्रा म्हणतात.
मुद्रासंच निर्मितीसाठी वापरण्यात येणारे पदार्थ : निरनिरळ्या कामांकरिता लागणाऱ्या मुद्रासंचासाठी धातू व अधातू पदार्थ वापरतात. धातू किंवा अधातू पदार्थाची योग्य निवड करताना (१) मुद्रा पद्धतीने तयार करावयाच्या वस्तूच्या धातू किंवा अधातू पदार्थांचे गुणधर्म, (२) मुद्राकाम करतेवेळी त्याची तप्त अथवा शीत अवस्था, (३) तयार करावयाच्या नगांची संख्या, (४) निर्मिती वस्तूचा आकार व आकारमान, (५) दाब अथवा आघाताचा भार हे मुद्दे विचारात घ्यावे लागतात.
कार्बइड मुद्रा : टंगस्टन, टिटॅनियम व टँटॅलम या धातूंच्या कार्बाइडांच्या [⟶ कार्बाइडे] मुद्रा व मुद्राजोड्या बनवितात कारण त्यांची झीज अत्यंत कमी असून आयुष्यमान मिश्र पोलादापेक्षा वीस पटींनी जास्त असते. धातूंच्या तारा काढण्यासाठी या मुद्रा वापरतात. यांची किंमत जास्त असते.
कर्कसाइट मुद्रा : जस्त (सु. ९४%), शिसे व अँटिमनी यांच्यापासून बनविलेल्या मिश्रधातूस कर्कसाईट म्हणतात हिच्या मुद्रा व मुद्राजोड्या बनवितात कारण त्या किंमतीने स्वस्त असतात. मात्र मुद्रासंचातील मुद्राकारक शिसे आणि अँटिमनी या धातूंच्या मिश्रणाने बनवितात. विमान रचनेत ॲल्युमिनियम या मऊ धातूच्या पत्र्यापासून काही भाग करण्यासाठी हे मुद्रासंच वापरतात.
रबर : कठीण रबरापासून ठोकळ्याच्या किंवा पट्ट्याच्या स्वरूपात मुद्राकारक बनवितात आणि त्यांचा उपयोग ॲल्युमिनियम व मॅग्नेशियम या मऊ धातूंच्या पातळ पत्र्यापासून विमानाचे काही भाग किंवा इतर वस्तू तयार करण्यासाठी गुरीन व मार्फॉर्म प्रक्रियांत वापरतात [⟶ धातुरूपण].
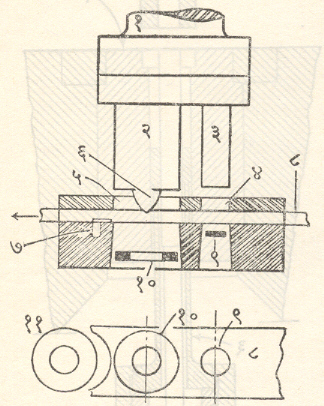
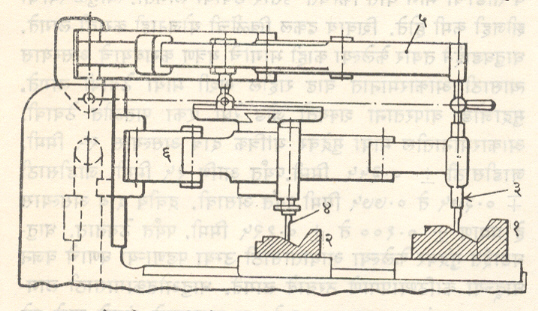
(१) धातुपत्राकाम मुद्रा : यात धातूंचे पत्रे शीत अवस्थेत दाबून वस्तूला आकार दिला जातो. वस्तूसाठी लागणारा पूर्वाकार किंवा मूलाकार पत्र्यातून कापण्याच्या क्रियेस मूलाकार कर्तन (ब्लँकिंग) म्हणतात, तर पत्र्यात छिद्र पाडण्याच्या क्रियेस छिद्रण म्हणतात. आ. १ मध्ये या क्रियांसाठी लागणारा मुद्रासंच व त्याने धातूचे वॉशर तयार करण्याची कृती दाखविलेली आहे. मुद्रेवर धातूच्या पत्र्याची पट्टी सरकवली जात असताना प्रथम छिद्रण मुद्राकाराने पट्टीत छिद्र पाडले जाते. छिद्राच्या आकाराची धातूची टिकली छिद्रण मुद्रेत पडते. ती मुद्रेत अडकून राहू नये म्हणून मुद्रेच्या तोंडापासून तळापर्यंत पोकळी रुंद होत जाते. पट्टी पुढे सरकविल्यावर मूलाकार कर्तन मुद्राकारकाच्या तोंदावर बसविलेली व स्प्रिंगचे पाठबळ दिलेली मार्गदर्शक खीळ छिद्रात प्रथम घुसते व नंतर मूलाकार कर्तन मुद्राकारक खाली उतरून छिद्राभोवतीचा मूलाकार कापतो. त्यामुळे तयार झालेला वॉशर मूलाकार मुद्रेच्या तळाकडे रूंदावत गेलेल्या पोकळीत पडतो. धातूची पट्टी ठराविक ठिकाणी सरकविली जावी यासाठी मार्गदर्शक खीळ मुद्रेच्या माथ्यावर बसविलेली असते.
अशा प्रकारे पट्टीतून वॉशर कापल्यावर पट्टीचा उरलेला भाग व टिकल्या निकामी असल्याने त्यास धातू-भंगार असे म्हणतात. आकृतीतील मुद्रासंचास आनुक्रमिक अथवा प्रगामी मुद्रासंच म्हणतात कारण छिद्रण व मूलाकार कर्तन या क्रिया एकीमागोमाग घडतात. संयुक्त मुद्रासंचात या दोन्ही क्रिया मुद्राकारक खाली उतरताना एकाच वेळी घडून येतात कारण त्यात छिद्रण मुद्राकारक मुलाकार कर्तन मुद्राकारकाच्या पोटात बसविलेला असतो व तो पट्टीवर प्रथम टेकून छिद्रणक्रिया घडते. नंतर मूलाकार कर्तन मुद्राकारक मूलाकाराचे कर्तन करतो. मूलाकार कर्तन मुद्राकारकाचा व मुद्रेचा जसा आकार असेल त्या आकाराचे भाग पत्र्यातून कापता येतात. काही कामांसाठी या दोन्ही क्रियांसाठी स्वतंत्र मुद्रासंच वापरतात.
दाबयंत्रात बसविलेला रेटक वरखाली होत असतो व तो खाली उतरताना मुद्राकारक दाबाने मुद्रेत पट्टीतील भाग कापून घुसतो. एकत्रित किंवा गट मुद्रासंचात मुद्राकारकांची संख्या जास्त असते व त्यामुळे एकाच रेट्यात जास्त भागांची निर्मिती होते. धातुपत्राकामात पत्र्याच्या शीत अवस्थेत पुढील कामे मुद्रा पद्धतीने करावी लागतात : रूपक, वक्रण, वलयन, खेचण, बहुछिद्रण, खुलागाळा करणे, चुण्या पाडणे, प्रतलन (पृष्ठ सपाट करणे), प्रसरण, परिवलन, उठावरेखन वगैरे [⟶ धातुपत्राकाम] त्यासाठी निरनिराळ्या प्रकारचे व आकाराचे मुद्रासंच वापरावे लागतात. प्रसरण कामासाठी (फुगीर आकार देणे) रबराच्या मुद्राकारक आणि धातूची मुद्रा वापरतात. रबराऐवजी पाणी किंवा तेल ठासून पत्र्याचा भाग फुगवतात.
(२) धातुरूपण मुद्रा : धातूच्या तप्त किंवा शीत अवस्थेत इच्छित रूपाची (आकारची) वस्तू किंवा भाग तयार करण्यासाठी लाटण, घडाई, भरण, तार काढणे, बहिःसारण, वक्रण, निमुळता आकार देणे, उठावरेखन, नाणी पाडणे, पेच किंवा आटे पाडणे वगैरे कामे करावी लागतात. त्यासाठी निरनिराळ्या प्रकारचे मुद्रासंच वा मुद्रजोड्या वापरतात. तप्त धातुघडाईसाठी मुद्राजोड्या खुल्या किंवा बंद तोंडाच्या असतात. [⟶ धातूरूप घडाई, धातूची तार काढणे, धातूची लाटण, धातूचे].
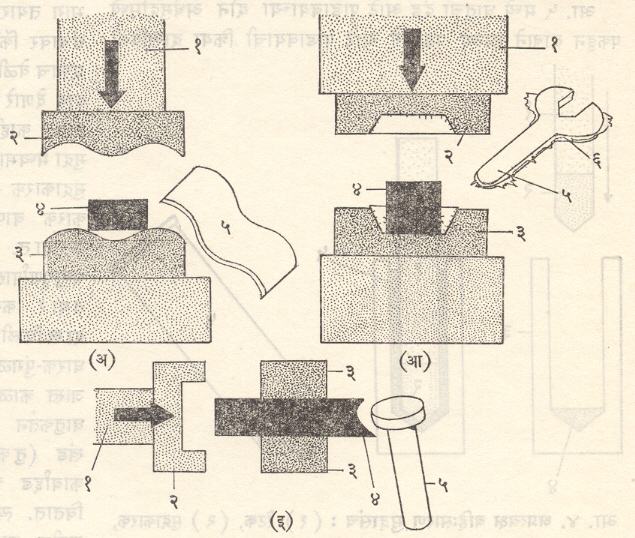
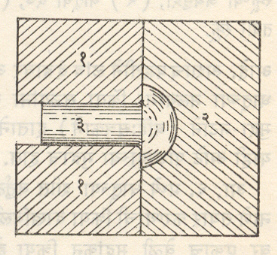
आ. २ मध्ये खुल्या व बंद तोंडाच्या आणि धातूच्या सळईला डोके तयार करण्याची मुद्रा दाखविल्या आहेत. सळईच्या तप्त टोकाला डोके तयार करताना बाकीचा शीत भाग दोन आडव्या अर्धमुद्रांनी घट्ट पकडून ठेवला जातो. त्यामुळे धातुभरण होऊन डोके बनते. धातूच्या तप्त अवस्थेत घडाई करताना वापरण्यात येणाऱ्या मुद्रा उष्णतारोधी मिश्र पोलादाच्या असाव्या लागतात. तप्त अवस्थेत मुद्राकाम केल्याने धातूतील तंतूंची फेररचना वस्तूच्या किंवा भागाच्या आकारानुरूप झाल्याने त्याचे बल वाढते. बंद तोंडाच्या मुद्राजोडीत वस्तू मिटल्यावर थोडी फट ठेवलेली असते. तिच्यातून जादा धातू बाहेर पडते व वस्तूवर कंगोरा धरतो. हा कंगोरा काढून टाकण्यासाठी छाटणी मुद्राजोडी प्राथमिक रूपण मुद्राजोडीनंतर वापरतात. शेवटी अंत्यरूपण मुद्राजोडी वापरून मुद्राकाम पूर्ण करतात.
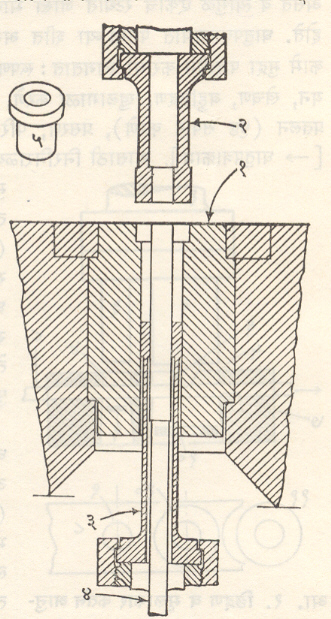
शीत धातुरूपण मुद्राजोडीने धातूच्या जाड तारेच्या टोकाला शीत अवस्थेत डोक्याचे रूप देऊन रिव्हेट बनविलेला आ. ३ मध्ये दाखविला आहे.
आ. ४ मध्ये मुद्रा व मुद्राकारकाने ॲल्युमिनियमाच्या शीत जाड वर्तुळाकार चकतीवर अप्रत्यक्ष बहिःसारण काम करून मलम किंवा दंतमंजन भरण्यासाठी पिशवी (किंवा नळी) बनविण्याची क्रिया दाखविली आहे.
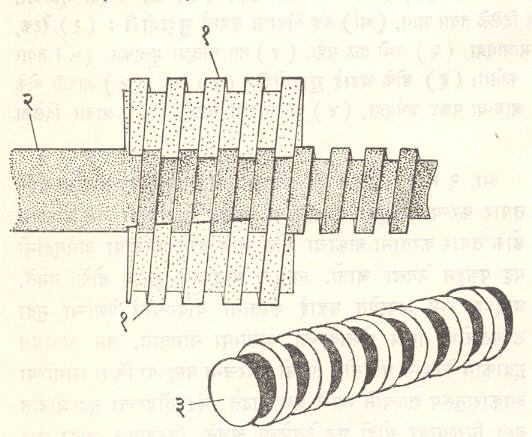
आ.५ मध्ये धातूचा दंड आटे पाडावयाच्या दोन अर्धमुद्रांमध्ये पकडून दाबाने लाटण पद्धतीने आटे पाडावयाची क्रिया दाखविली आहे. अशाच पद्धतीने लांब दंडावर अंतर्वक्र व बहिर्वक्र रूपण करतात. धातूच्या नळ्यांना किंवा सळ्यांना बाहेरील आटे मुद्रा-पट्टीने किंवा मुद्रा-नटाने (बहिःसूत्रकाने) हाताने पाडतात [⟶ आटे पाडणे]. याही आटे पाडण्याच्या मुद्राच होत.
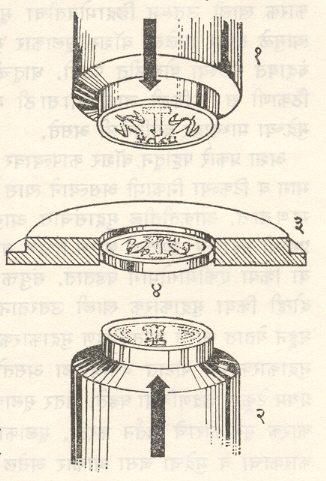
आ. ६ मध्ये धातूच्या शीत वर्तुळाकार चकतीवर मुद्रांकन करून नाणे तयार करण्याची क्रिया दाखविली आहे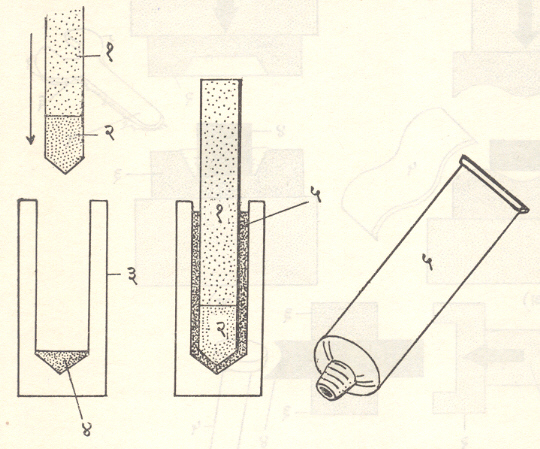 . नाण्याच्या दोन्ही बाजूंवर एकाच वेळी मुद्रांकन क्रिया होण्यासाठी दोन्ही मुद्रांवर दाब देणारे दाबयंत्र वापरतात.
. नाण्याच्या दोन्ही बाजूंवर एकाच वेळी मुद्रांकन क्रिया होण्यासाठी दोन्ही मुद्रांवर दाब देणारे दाबयंत्र वापरतात.
 तयार करण्याची क्रिया दाखविली आहे. अशा धारक-पुंगळीत वंगणतेल जास्त काळ टिकून राहते. धातुकर्तन हत्यारांचे धारखंड (तुकडे) धातूंच्या कार्बाइड चूर्णांपासून बनवितात. त्यामुळे ते अती कठीण धातूंचे यंत्रण करू शकतात.
तयार करण्याची क्रिया दाखविली आहे. अशा धारक-पुंगळीत वंगणतेल जास्त काळ टिकून राहते. धातुकर्तन हत्यारांचे धारखंड (तुकडे) धातूंच्या कार्बाइड चूर्णांपासून बनवितात. त्यामुळे ते अती कठीण धातूंचे यंत्रण करू शकतात.
 (४) प्लॅस्टिककाम मुद्रा : या मुद्रांना धातुसाचे असे म्हणण्याचा प्रघात आहे. दाणे, चूर्ण आणि तक्ते या स्वरूपातील प्लॅस्टिकांपासून इच्छित वस्तू अंतःक्षेपण (तापविलेले प्लॅस्टिक द्रव साच्यात सोडणे), बहिःसारण, ओतकाम, संपीडन (दाब देणे) वगैरे पद्धतींनी साचायंत्रांनी तयार करतात [⟶ प्लॅस्टिक व उच्च बहुवारिके]. त्यासाठी मुद्रासंच व मुद्रजोडी (साचे) धातूची बनविलेली असतात. अशा यंत्रात साचे गरम करण्याची योजना केलेली असते. काही कामांसाठी प्लॅस्टिकाच्या चूर्णापासून प्रथम इच्छित आकाराचा पूर्वपिंड (ठोकळा, वडी वगैरे) बनवितात व तो मुद्राजोडीत ठेवून संपीडन पद्धतीने त्यास अंतीम रूप देतात.
(४) प्लॅस्टिककाम मुद्रा : या मुद्रांना धातुसाचे असे म्हणण्याचा प्रघात आहे. दाणे, चूर्ण आणि तक्ते या स्वरूपातील प्लॅस्टिकांपासून इच्छित वस्तू अंतःक्षेपण (तापविलेले प्लॅस्टिक द्रव साच्यात सोडणे), बहिःसारण, ओतकाम, संपीडन (दाब देणे) वगैरे पद्धतींनी साचायंत्रांनी तयार करतात [⟶ प्लॅस्टिक व उच्च बहुवारिके]. त्यासाठी मुद्रासंच व मुद्रजोडी (साचे) धातूची बनविलेली असतात. अशा यंत्रात साचे गरम करण्याची योजना केलेली असते. काही कामांसाठी प्लॅस्टिकाच्या चूर्णापासून प्रथम इच्छित आकाराचा पूर्वपिंड (ठोकळा, वडी वगैरे) बनवितात व तो मुद्राजोडीत ठेवून संपीडन पद्धतीने त्यास अंतीम रूप देतात.
मुद्रा ओतकाम : यात गुरूत्व व दाब अशा दोन पद्धतींनी धातुरसाचे ओतकाम करतात. दाब पद्धतीत आडव्या मिटत्या मुद्राजोडीतील रसमार्गात (छिद्रात) दंडगोल कोठीतून दट्ट्याने धातूचा रस ठासून भरतात. दट्ट्यावर संपीडित हवेचा किंवा द्रवीय दाब देतात. रस थिजल्यावर मुद्राजोडी उघडून ढकल खिळीने तयार वस्तू बाहेर फेकली जाते. जोडीतील एक मुद्रा स्थिर असून दुसरी चल असते.
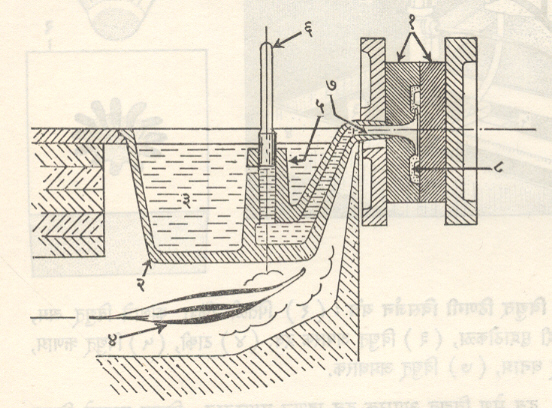 दाब पद्धती : या पद्धतीत (१) तप्त कोठी व (२) शीत कोठी असे दोन प्रकार असतात. (१) तप्त कोठी प्रकारात दंडगोल कोठीचा काही भाग धातूच्या रसाच्या भांड्यात बुडविलेला असतो व दट्ट्या उभा ठेवलेला असतो. दट्ट्या जेव्हा वर उचलला जातो त्या वेळी रस कोठीत भरला जातो आणि तो खाली उतरताना रस मुद्राजोडीत प्रोथातून (निमुळत्या छिद्रयुक्त नलिकेतून) ठासला जातो. दट्ट्यावर द्रवीय दाब देण्यात येतो आणि तो सु. १२५ न्यूटन/मिमी.२ इतका असावा लागतो.
दाब पद्धती : या पद्धतीत (१) तप्त कोठी व (२) शीत कोठी असे दोन प्रकार असतात. (१) तप्त कोठी प्रकारात दंडगोल कोठीचा काही भाग धातूच्या रसाच्या भांड्यात बुडविलेला असतो व दट्ट्या उभा ठेवलेला असतो. दट्ट्या जेव्हा वर उचलला जातो त्या वेळी रस कोठीत भरला जातो आणि तो खाली उतरताना रस मुद्राजोडीत प्रोथातून (निमुळत्या छिद्रयुक्त नलिकेतून) ठासला जातो. दट्ट्यावर द्रवीय दाब देण्यात येतो आणि तो सु. १२५ न्यूटन/मिमी.२ इतका असावा लागतो.
ती मुद्रापृष्ठावरून हवेच्या झोताने उडवून टाकण्यासाठी योग्य अशी योजना करावी लागते. तप्त व शीत धातुरूपणाच्या मुद्रासंचात किंवा मुद्राजोडीत वस्तू चिकटून राहू नये म्हणून त्यांच्या कडांना, कोपऱ्यांना, कोनात व खाचांत योग्य ती अंतर्वक्र किंवा बहिर्वक्र गोलाई द्यावी लागते. तसेच मुद्रेच्या तळाचा व तोंडाचा भाग यांच किंचित उतार ठेवावा लागतो. त्यामुळे त्यांची झीजही कमी होते. शिवाय ढकल खिळींची योजनाही करावी लागते. धातुघडाईने तयार केलेल्या काही भागांचे यंत्रण करावयाचे असल्यास त्यासाठी आकारमानात वाढ राहील अशी माया ठेवावी लागते. मुद्राजोडी वापरतात शक्यतो जोड रेषा एका पातळीत ठेवावी. आकारमानातील माया मुद्रेवर यांत्रिक दाब असल्यास २५ मिमी. जाडीसाठी ± ०·३५५ मिमी. पर्यंत आणि १५ मिमी. जाडीसाठी ∓ ०·३७५ ते ०·७७५ मिमी. पर्यंत असावी. द्रवीय दाब असल्यास हे प्रमाण ± ०·१०० ते ± ०·१२५ मिमी. पर्यंत ठेवतात. धातुघडाईत मुद्रेवर केलेल्या आघातासाठी उभ्या पडणाऱ्या घणाचे वजन धातूच्या काठिण्याप्रमाणे ठरवावे लागते. धातुओतकामासाठी लागणाऱ्या मुद्रासंचात तयार वस्तूमध्ये ज्या आकाराचे अंगचे गाळे हवे असतील त्यांकरिता त्या त्या आकाराचे गाभे ठेवण्याची योजना करावी लागते. वस्तूचे किंवा भागाचे उत्पादन करताना नगांची संख्या जशी असेल तशी मुद्रेसाठी धातूची निवड करावी लागते. कार्बन पोलादाच्या मुद्रेपासून शीत धातू मुद्राकामात २०,००० ते ३०,००० नग तयार होऊ शकतात एवढे त्यांचे आयुष्यमान असते. वस्तूचे बाह्यांग हे मद्रेचे अंतरंग असल्याने असल्याने ते अत्यंत गुळगुळीत असले, तरच वस्तूचा पृष्ठभाग सफाईदार येतो. मुद्रेच्या बरोबर अटकाव खीळ, मार्गदर्शी खीळ, ढकल खीळ, पाठबळ स्प्रिंगा, दाबकडे अशी उपांगेही तयार करावी लागतात. धातुपत्राकामात त्यांची विशेष गरज असते. मुद्राओतकामासाठी जी मुद्राजोडी लागते त्यात आतल्या पोकळीतील हवा बाहेर निघून जाण्यासाठी छिद्र ठेवावे लागते.
मुद्रानिर्मिती : मुद्रासंचातील मुद्राकारक तयार करणे सोपे असते परंतु मुद्रा तयार करण्याचे काम कठीण असते, कारण तीत अवघड किंवा जटिल (गुंतागुंतीचे) आकार खोदावे लागतात. त्यामुळे मुद्राखनन किंवा मुद्राकोरण खास यंत्राने करतात. उथळ मुद्रानिर्मितीसाठी पंजायंत्र वापरतात, तर खोल मुद्रानिर्मितीकरिता उभ्या ⇨ चक्री कर्तन यंत्रासारखी खास रचनेची साधी किंवा प्रतिरूपण यंत्रे वापरतात. मात्र अलीकडच्या काळात विद्युत् ठिणगी विसर्जन यंत्राचा उपयोग करतात कारण त्यामुळे कसल्याही जटिल आकाराच्या मुद्रेचे खोदकाम उत्तम प्रकारे जलद होते. पंजायंत्रात मुद्रेची मूलकृती निर्दोष, अचूक आकारमानाची व आकाराची खोदावयाची असल्यास त्याची प्रतिकृती विवर्धित (पाच ते सहा पट मोठ्या आकारमानाची) केलेली वापरतात. अशा प्रतिकृतीचे लघुकरण करण्यासाठी या यंत्रात सहगतिकीय शृंखलांची योजना केलेली असते. त्यामुळे अनुमार्गक ज्या वेळी प्रतीकृतीच्या रूपरेषेला स्पर्श करता असतो त्याच वेळी तर्कूच्या (चातीच्या) आकाराचा कर्तक हव्या त्या आकारमानाची मुद्रेची मूलकृती खनन क्रियेने बनवितो. या यंत्राचे इतर भाग चक्री कर्तन यंत्रासारखेच असतात. प्रतिकृती हाताने लाकडाची किंवा इतर मऊ पदार्थाची (उदा. प्लॅस्टर ऑफ पॅरिस) बनविणे सोपे असते.
 सर्वकामी मुद्राखनन यंत्राची रचना उभ्या चक्री कर्तन यंत्राप्रमाणे असते परंतु याचा तर्कू कर्तक धारक झुलता असून त्याला झुलती गती व कार्यपटाला वर्तुळाकार गती देण्याची योजना केलेली असते. प्रतिरूपण यंत्रात मुख्य व दुय्यम असे दोन कार्यपट असून मुख्य कार्यपटावर मुद्रेचा ठोकळा व दुय्यम कार्यपटावर मुद्रेच्या आकाराची व आकारमानाची प्रतिकृती बसवितात. विद्युत् ठिणगी विसर्जन यंत्रांचे कार्य आ. १० मध्ये दाखविले आहे.
सर्वकामी मुद्राखनन यंत्राची रचना उभ्या चक्री कर्तन यंत्राप्रमाणे असते परंतु याचा तर्कू कर्तक धारक झुलता असून त्याला झुलती गती व कार्यपटाला वर्तुळाकार गती देण्याची योजना केलेली असते. प्रतिरूपण यंत्रात मुख्य व दुय्यम असे दोन कार्यपट असून मुख्य कार्यपटावर मुद्रेचा ठोकळा व दुय्यम कार्यपटावर मुद्रेच्या आकाराची व आकारमानाची प्रतिकृती बसवितात. विद्युत् ठिणगी विसर्जन यंत्रांचे कार्य आ. १० मध्ये दाखविले आहे.
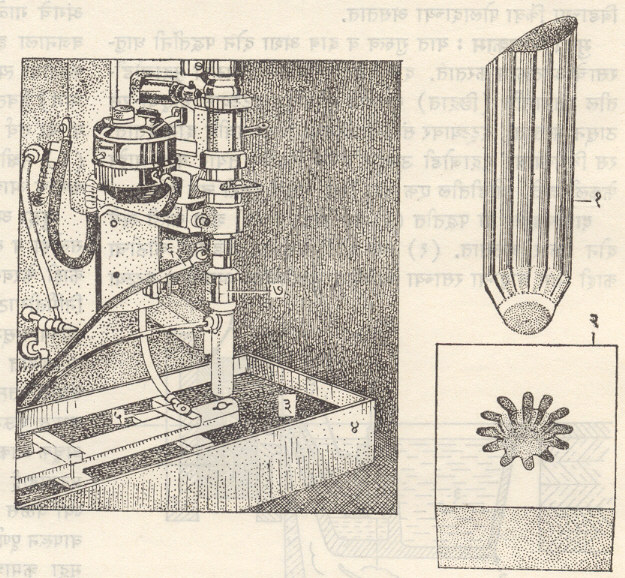 हे यंत्र ⇨ छिद्रण यंत्राप्रमाणे असून त्याच्या विद्युत् अग्रधारकात पितळी विद्युत् अग्र बसवून त्यास विद्युत् पुरवठ्याचे धनाग्र जोडतात. पोलादी मुद्राठोकळा टाकीमधील विद्युत् अपारक (निरोधक) द्रवात बुडवून ठेवतात. मुद्रेला विद्युत् पुरवठ्याचे ऋणाग्र जोडतात. विद्युत् अग्र खाली उतरवून पोलादी मुद्राठोकळ्याला स्पर्श करताच त्या ठिकाणी विद्युत् ठिणगी निर्माण होऊन त्याच्या आकाराची मुद्रा ठोकळ्याच्या पृष्ठाभागावरील धातू वितळून तिची वाफ होते. अशा प्रकारे अवघड आकाराचीही मुद्रा तयार करता येते. याकरिता लागणारा विद्युत् दाब ७५ व्होल्ट असल्याने या यंत्रावर काम करणाऱ्या कारागिरास अपघात होण्याची शक्यता नसते. मुद्राठोकळ्यात उष्णतेने विकृती निर्माण होत नाही कारण ती विद्युत् अपारक द्रवाने काढून घेतली जाते. इंधन तेल किंवा द्रव मेण विद्युत् अपारक द्रव म्हणून वापरतात. विद्युत् दाबाने विद्युत् अग्रांशी आयनीभवन (विद्युत् भारित अणू, रेणू वा अणुगट निर्माण होण्याची क्रिया) घडून मुद्राठोकळा व विद्युत् अग्र यांमधील हवेच्या पोकळीत विद्युत् ठिणगी निर्माण होते.
हे यंत्र ⇨ छिद्रण यंत्राप्रमाणे असून त्याच्या विद्युत् अग्रधारकात पितळी विद्युत् अग्र बसवून त्यास विद्युत् पुरवठ्याचे धनाग्र जोडतात. पोलादी मुद्राठोकळा टाकीमधील विद्युत् अपारक (निरोधक) द्रवात बुडवून ठेवतात. मुद्रेला विद्युत् पुरवठ्याचे ऋणाग्र जोडतात. विद्युत् अग्र खाली उतरवून पोलादी मुद्राठोकळ्याला स्पर्श करताच त्या ठिकाणी विद्युत् ठिणगी निर्माण होऊन त्याच्या आकाराची मुद्रा ठोकळ्याच्या पृष्ठाभागावरील धातू वितळून तिची वाफ होते. अशा प्रकारे अवघड आकाराचीही मुद्रा तयार करता येते. याकरिता लागणारा विद्युत् दाब ७५ व्होल्ट असल्याने या यंत्रावर काम करणाऱ्या कारागिरास अपघात होण्याची शक्यता नसते. मुद्राठोकळ्यात उष्णतेने विकृती निर्माण होत नाही कारण ती विद्युत् अपारक द्रवाने काढून घेतली जाते. इंधन तेल किंवा द्रव मेण विद्युत् अपारक द्रव म्हणून वापरतात. विद्युत् दाबाने विद्युत् अग्रांशी आयनीभवन (विद्युत् भारित अणू, रेणू वा अणुगट निर्माण होण्याची क्रिया) घडून मुद्राठोकळा व विद्युत् अग्र यांमधील हवेच्या पोकळीत विद्युत् ठिणगी निर्माण होते.
2. Barton, H. K. Diecasting Process, New York, 1957.
3. Dallas, D. B. Progressive Dies Design and Manufacture, New York, 1962.
4. Jones, F. D. Die Design and Diemaking Practice, New York, 1955.
कोठावळे, वि. श्री गुप्ते, का. भा. दीक्षित, चं. ग.
“