मृत्तिका उद्योग : मृत्तिका उद्योग या संज्ञेने कुंभारकाम म्हणजेच मडकी, घागरी, माठ, कुंड्या, कौले, विटा, फरश्या इ. मातीच्या वस्तू बनविण्याचा व भाजून त्या पक्क्या करण्याचा धंदा असा अर्थ ध्वनित होतो. इंग्रजी भाषेतील ‘सेरॅमिक्स’ ह्या शव्दाचा अर्थ भाजलेली वस्तू. हा शब्द या अर्थाच्या KERAMOS या ग्रीक शब्दावरून आलेला आहे. त्यामुळे मानवी संस्कृतीच्या सुरुवातीच्या काळात काळ्या अथवा लाल मातीच्या बनविलेल्या व भट्टीत भाजून काढलेल्या वस्तू तयार करण्याचा धंदा असाच या संज्ञेचा अर्थ केला जातअसे. आजही पुरातत्त्वविद्येच्या संदर्भात असाच अर्थ घेतला जातो परंतू इतरत्र या संज्ञेची व्याप्ती पुष्कळच वाढली आहे.
आधुनिक व्याख्येप्रमाणे धातू व मिश्रधातू वगळून इतर अकार्बनी द्रव्यांपासून उच्च तापमानयुक्त प्रक्रियांनी तयार होणाऱ्या पदार्थांचा, त्याचप्रमाणे असे पदार्थ व धातू अथवा मिश्रधातू यांच्या एकत्रित उपयोगाने मिळणारे पदार्थ (सेरमेटे) आणि आयर्न ऑक्साइडाबरोबर काही ऑक्साइडांचा (उदा., लोह, निकेल, कोबाल्ट व जस्त) संयोग करून बनविलेले चुंबकीय पदार्थ (फेराइटे) या सर्वांचा अंतर्भाव मृत्तिका उद्योगात होतो. त्यामुळे चिनी मातीसारख्या पांढऱ्या मातीपासून बनविलेल्या व पृष्ठभागावर चकचकीत झिलई असलेल्या वस्तू उच्च तापमान सहन करतील (उच्च तापसह) अशा विटा व पात्रे, तसेच अपघर्षक (खरवडून व घासून पृष्ठभाग गुळगुळीत करणारे पदार्थ), काच, सिमेंट व तत्सम पदार्थ मृत्तिका उद्योगात येतात.
विश्वकोशामध्ये ⇨ अपघर्षक, ⇨ उच्चतापसह पदार्थ, ⇨ एनॅमल, ⇨ काच, ⇨ फेराइटे, ⇨ सिमेंट व ⇨ सेरमेटे यांवर स्वतंत्र नोंदी आहेत म्हणून प्रस्तूत नोंदीत त्यांचा समावेश केलेला नाही. येथे प्रथम कुंभारकामासंबंधीची माहिती दिलेली असून नंतरमोठ्या प्रमाणावर आधुनिक मृत्तिका वस्तू तयार करण्यासंबंधी माहिती दिलेली आहे.
कुंभारकाम : खेड्यातील कुंभार जवळपास मिळणारी शेतातील, तलावातील अथवा नदीकाठची माती थोडीफार कमावून साध्यासुध्या यंत्रसामग्रीने मडकी, माठ, विटा, कौले .इ सामान्य वस्तू ग्रामोद्योगाच्या पातळीवर बनवितो. त्याचे मुख्य यांत्रिक साधन म्हणजे चाक व साचे. यांशिवाय वस्तूची जाडी ठाकठीक करून घेण्यासाठी चोपणे नावाची एक लहानशी हातोडी, बहिर्वक्र आकाराचा एक दगड (गंडा) व वस्तूला चकाकी आणण्यासाठी उपयोगी पडणाऱ्या मण्यांची एक माळ, शिंपले अगर बांबूचा तुकडा ही इतर साधनेही तो वापरतो.
चाकाचा तुंबा किंवा माथा लाकडी असून त्याला १०–१२ पाळके किंवा आरे जोडलेले असतात. चाकाचा व्यास सु. ३० ते ३८ सेंमी. असून पाळ १७–२० सेंमी. जाड असते. मातीमध्ये काथ्या किंवा बकऱ्याचे केस मिसळून केलेल्या मिश्रणापासून पाळ बनविलेली असते. चाकाच्या माथ्याच्या खालच्या भागास एक लाकडी खुंटा जोडलेला असतो. हा खुंटा त्याच्याच मापाचा खळगा असलेल्या एका दगडाच्या तळीत बसेल व गती दिली असता बराच वेळ फिरत राहील अशी योजना असते. चाकाच्या पाळीमध्ये भोके ठेवलेली असतात. त्यामध्ये काढता-घालता येईल असा सु. १ मी. लांबीचा एक दांडा असतो. या दांड्याच्या योगाने चाकाला गती देतात व मग दांडा काढून घेतात. जोराने फिरविलेले चाक सु. ५–१० मिनिटे फिरत राहते. चाकाची पाळ दरसाल किंवा वर्षाआड बदलावी लागते. बाकीचे भाग १५–२० वर्षे टिकू शकतात.
वस्तू बनविण्यासाठी नदीतील गाळाची माती, तसेच डबक्याच्या तळातील किंवा नदी किनाऱ्याची चिकण माती वापरतात. माती शक्य तितकी कोरडी जमा करून नंतर उन्हात पूर्णपणे वाळवितात. त्यानंतर कुटून ती बारीक करतात व घोड्याची वा गाढवाची लीद, जनावरांचे शेण, राख, वाळू, धान्याची फोलपटे इ. योग्य प्रमाणात मिसळतात व मिश्रण कालवून काही काळ राहू देतात. कित्येकदा त्यासाठी जमिनीत खड्डा खणून त्यात हे मिश्रण राहू देतात. योग्य काळानंतर या मातीचे गोळे बनवितात व ते थोडे वाळू देतात व नंतर वापरतात.
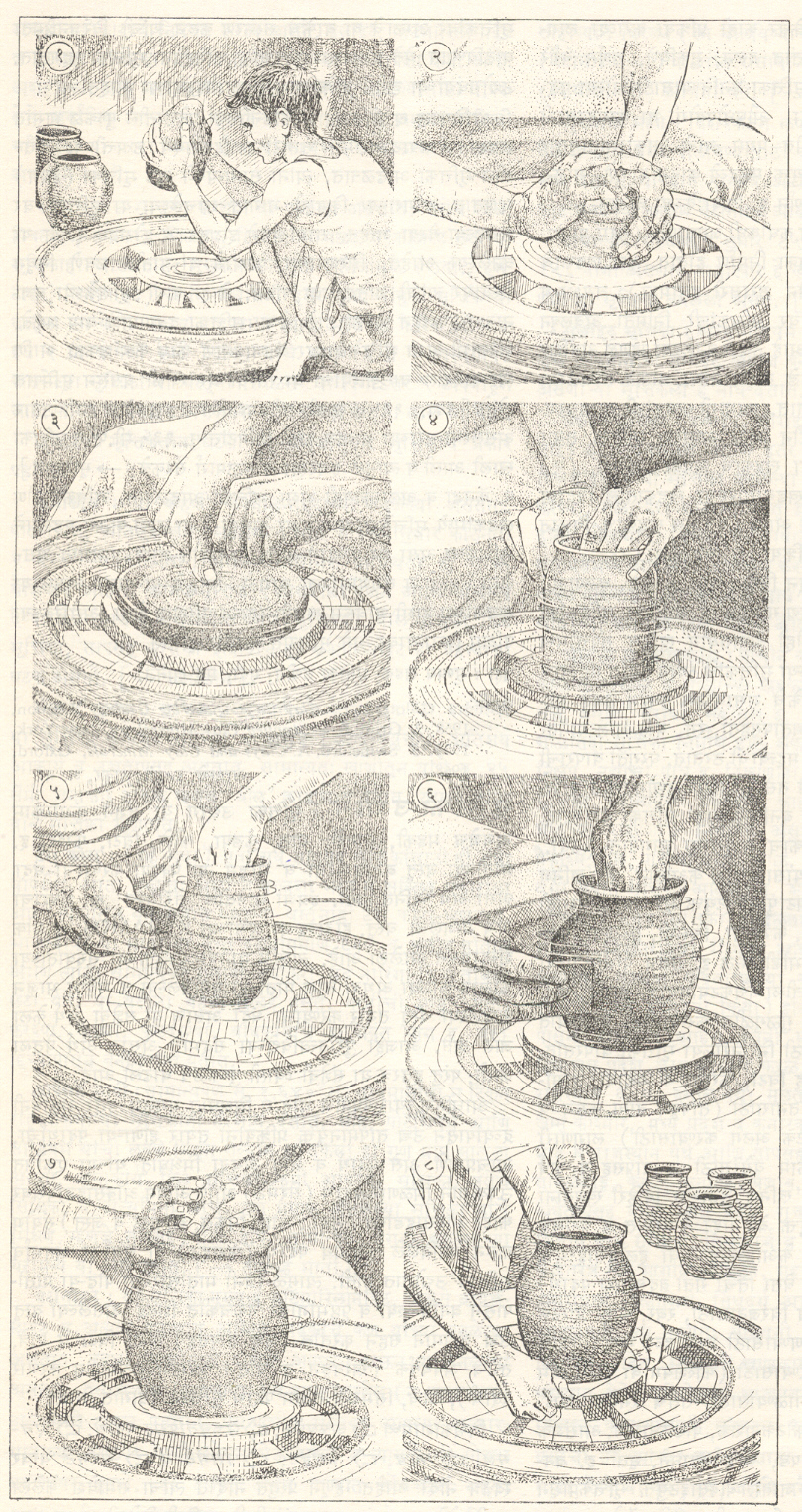
मडक्यासारखी वस्तू बनविण्यासाठी कुंभार चाकावर प्रथम थोडी कोरडी माती पसरून तिच्यावर वरील मातीचा योग्य आकाराचा गोळा ठेवतो व चाकाला दांड्याने गती देतो. त्यानंतर आपल्या हाताच्या बोटांनी व अंगठ्याने कुंभार गोळ्याला क्रमाक्रमाने आतून व बाहेरून वस्तूचा आकार देतो. त्यानंतर वस्तू चाकावरून उतरवून सावलीमध्ये अर्धवट वाळू देतात. भांड्याच्या भिंती सर्वत्र पुरेशा घट्ट व्हाव्यात यासाठी आतील बाजूस बहिर्वक्र पृष्ठभाग असलेला दगड टेकून धरतात आणि बाहेरच्या बाजूने चोपण्याने ठोकतात. त्यामुळे पात्राच्या भिंती हव्या तितक्या घट्ट बनतात. गंडा व चोपणे यांचा कुशलतेने उपयोग करून अवश्य तेथे वस्तूचा आकारही थोडाफार बदलतो. नालीच्या आकाराची कौले चाकावरच करतात व मधून दोन समान भाग करतात परंतु विटा, पसरट आकाराची कौले, मातीची चित्रे इ. वस्तू चाकाचा उपयोग करून बनविता येत नाहीत. त्यासाठी लोखंडी, लाकडी वा प्लॅस्टर यांचे साचे वापरतात. त्यामध्ये कमावलेली माती भरली म्हणजे तिला वस्तूचा आकार येतो. तो नंतर सोडवून घेतात. लाकडी साचे आतून गुळगुळीत असणे आवश्यक आहे. त्याकरिता पॉलिश किंवा तेल लावतात म्हणजे वस्तू सहज सुटून येते. विहिरीत वापरण्याची चाके पोत्यावर थापटून नंतर लाकडी चाकावर गुंडाळून तयार करतात व भाजून काढतात.
पात्रे सुशोभित करण्यासाठी त्यांच्या पृष्ठभागावर पत्र्याच्या तुकड्याने अगर टोकदार लाकडी बोरूने नक्षीदार आकृती खोदून काढतात. अखेरीस वस्तू अगोदर सावलीत व नंतर उन्हात ठेवून चांगली वाळवितात व नंतर भाजतात.
वस्तू भाजण्याकरिता आवा किंवा भट्टी वापरतात. विटा भाजण्याकरिता विटांचीच भट्टी रचतात, खाली गोवऱ्या वा लाकडे पेटवितात. पाच सहा विटांचे थर व त्यावर कोळसा, परत विटांचे थर ह्याप्रमाणे भट्टी रचतात. विटांची भट्टी सतत चालू असणारी पण असते. भाजून थंड झालेल्या विटा काढून घेतात व पुढील भागात वाळलेल्या नवीन विटा रचतात. विटांच्या मिश्रणात अर्धवट जळालेली राख वापरतात म्हणजे वीट आतून पण भाजून निघते, तसेच मातीचा चिकणपणा कमी करण्याकरिताही राखेचा उपयोग होतो आणि वीट वाळताना फाटत नाही. योग्य प्रमाणात राखेचे मिश्रण करून विटा भाजण्याचे तापमान पण वाढविता येते व विटा जास्त कणखर करता येतात. तसेच चांगल्या प्रतीच्या झिलई केलेल्या इतर वस्तू (कपबश्या, बरण्या वगैरे) करता
येतात. तसेच ॲल्युमिना (A12O3) चे प्रमाण वाढविण्याकरिता लाल माती (रेड मड) वा ॲलम मड वापरून लाल मातीपासून खूप मजबूत वाट्या, बरण्या इ. अश्मपात्रे (स्टोनवेयर) तयार करता येतात.
भट्टी बनविण्यासाठी डोंगराच्या उताराच्या कडा खोदून जागा करतात वा सपाट खड्डा करून त्यावर घुमटासारखी भट्टी बनवितात. भाजावयाच्या वस्तू त्यामध्ये एकावर एक याप्रमाणे रचतात व मध्ये राहणाऱ्या फटींमधे लाकूड, गोवऱ्या, काट्याकुडक्या, जळाऊ कचरा भरून वर राख पसरतात. त्यानंतर आव्याला एका बाजूने पेटवून देतात. हवेचा पुरेसा पुरवठा व्हावा यासाठी तळभाग फोडून टाकलेली मडकी वा हंडे अधूनमधून वस्तूंमध्ये मिसळून ठेवतात. भाजलेल्या पात्रांना तांबडा वा फिका रंग यावयास हवा असेल, तर आव्यातील धुराला बाहेर पडण्यास वाट करून देतात पण वस्तू काळ्या रंगाची बनवावयाची असेल तर, आवा पेटल्यावर काही काळाने धूर बाहेर जाणे बंद करतात, त्यामुळे तो आतल्या आत पसरतो व उष्ण भांड्यांवर त्यांचा परिणाम होऊन ती काळी बनतात. जास्त धूर हवा असल्यास हिरवा पाचोळा अगर ओली लाकडे वापरतात. साधारणपणे आवा दुपारी पेटवितात व मध्यरात्रीपर्यंत चालू ठेवून नंतर थंड होऊ देतात. भट्टीचे तापमान (मग ती विटांची असो किंवा मडक्यांची असो) कमीजास्त करण्याची सोय नसते किंवा ते मोजता पण येत नाही. भट्टीतून भाजलेला माल निघाल्यावरच आच जास्त झाली की कमी ते समजते आणि त्याप्रमाणे दुसरी रचताना बदल करतात.
काही पात्रांना लाखेचे लेपन करण्याचाही प्रघात आहे. त्यासाठी भाजलेले पात्र तापवितात व त्याच्या पृष्ठभागावर लाख आवश्यकतेप्रमाणे आतून व बाहेरून चोळतात. लाखेत शेंदूर मिसळल्याने पात्रास तांबडा रंग येतो. पिवळ्या रंगासाठी हरताळ (आर्सेनिक सल्फाइड) आणि हिरवा रंग येण्यासाठी कॉपर ऑक्साइड लाखेत मिसळतात.
कित्येक कुंभार दिवाळी, बैलपोळा इ. सणांसाठी बैल, हत्ती, घोडे, शिपाई इ. चित्रेही साचे वापरून तयार करतात. ही चित्रे कच्ची ठेवतात. किंवा भाजून काढतात व रंगवितात. दिवाळीच्या पणत्या चाकावरच करतात व भाजून काढतात.
आधुनिक मृत्तिका उद्योगात वरील प्रक्रियांमध्ये अंतर्भूत असलेल्या शास्रीय तत्त्वांचा जास्त काटेकोरपणाने वापर केला जातो. त्याचप्रमाणे वस्तू बनविण्यासाठी वाफेने किंवा विजेने चालणारी यंत्रसामग्री आणि आवश्यक तितके उच्च तापमान देणाऱ्या भट्ट्या वस्तू भाजण्यासाठी वापरतात. त्यामुळे उपयोगाच्या दृष्टीने आवश्यक इतकी बळकटी, घनता, ऊष्मीय प्रसरणांक (१० से. तापमान वाढविल्यास आकारमानात होणारी वाढ) इ. गुणधर्म असलेल्या वस्तू मोठ्या प्रमाणावर बनविणे शक्य झाले आहे. पारंपारिक कच्च्या मालाऐवजी काही ऑक्साइडे, नायट्राइडे इ. पदार्थही वस्तू बनविण्यासाठी आधुनिक काळात वापरले जाऊ लागले आहेत.
इतिहास : कुंभारकाम ही मानवी इतिहासाशी निगडीत असलेली एक अत्यंत पुरातन कला आहे. तिची सुरुवात चिकणमातीपासून बनविलेल्या व उन्हात सुकविलेल्या भांड्यांपासून झाली असावी. विस्तवात भाजल्याने अशी भांडी टिकाऊ होतात हे मानवाला केव्हा व कसे माहित झाले हे सांगणे कठीण आहे तथापि होमकुंडासाठी वापरलेल्या कच्च्या विटांच्या आतील थर होमानंतर अधिक कडक होतो व त्यावर पाण्याचा परिणाम होत नाही ही गोष्ट मेधातिथी ऋषींच्या नजरेस इ. स. पू. ४००० वर्षे आलेली होती. त्यांनी अशा विटांना ‘पक्वेष्टा’ किंवा ‘अमरेष्टिका’ असे नाव दिले होते. हडप्पा येथील उत्खननात (इ. स. पू. २५००–१५००) चाकावर तयार करून भाजलेली ९२ सेंमी. उंच मडकी सापडली आहेत. त्यावरून कुंभाराच्या चाकाचा शोध भारतात लागला असे एक मत आहे. ईजिप्तमधील जुन्या कबरींमध्ये भिंतीवरील चित्रात चाकावर काम करीत असलेला व भांडी भाजीत असलेला कुंभार दाखविला आहे. लिलान्त बेच्या उत्खननात नदीच्या खोऱ्यात लाल विटा सापडल्या आहेत. त्या १० हजार वर्षांपूर्वीच्या असाव्यात असा अंदाज आहे. मेंफिस येथिल कबरींमध्ये मृतात्म्यासाठी अन्न ठेवण्याकरिता जी मातीची भांडी वापरलेली आहेत ती ३ ते ५ हजार वर्षांपूर्वीची असावीत ही इतिहासकालीन भांडी स्वयंपाकासाठी, वस्तू साठविण्यासाठी किंवा मृत माणसाची हाडे जपून ठेवण्यासाठी वापरली जात असत असे दिसते. पॅरिस येथिल लूव्ह्र संग्रहालयात ठेवलेल्या बॅबिलन व निनेव्ह येथील भग्ना वशेषांत सापडलेल्या विटा भाजलेल्या आहेत. त्यांवर निळी, भुरकट पांढुरकी व पिवळी अशा रंगांची झिलई आढळते. पर्शियन लोकांनी चिकणमातीपासून भांडी बनवून त्यांवर पिवळ्या व निळ्या रंगांची क्षारीक (अल्कलाइन) झिलई केलेली आढळते. पर्शिया व तुर्कस्तान या देशांतून मातीच्या भांड्यांना झिलई करण्याची कला स्पेनमध्ये गेली. दिल्ली, ग्वाल्हेर, उज्जैन, चितोड इ. ठिकाणच्या देवळांत, किल्ल्यांत अथवा मशिदीत हिरव्या, निळ्या, जांभळ्या रंगांचे व झिलई असलेले खापरी तुकडे आढळतात. ते इ. स. पाचव्या ते अकराव्या शतकांमधील असावेत असे रौझेले यांचे मत आहे. हिंदू कुंभाराची कला मातीच्या भांड्यांपुरतीच मर्यादित राहिली. खाण्यापिण्यासाठी मातीच्या भांड्यांचा उपयोग होत नसल्याने व धातुकामात चांगली प्रगती झाल्याने येथे मृत्तिका पात्रांचा विकास झाला नाही.
भारतात बंगालमधील गौड येथे सापडलेले फरशीचे तुकडे तेराव्या शतकातील चंगीजखानांच्या वेळेचे (१२०६–२७) असावेत. काही कुंभार तैमूरलंगांबरोबर भारतात आले आणि दिल्ली, मुलतान, जयपूर, रामपूर, सिंध इ. ठिकाणी स्थायिक होऊन तेथे निळ्या भांड्यांचा व्यवसाय करू लागले असावेत. खुर्जा या ठिकाणी लाल, हिरव्या, गर्द निळ्या व पिरोजी रंगांची चित्रे असलेल्या मातीच्या भांड्यांची निर्मिती १९२९ पर्यंत होत होती. स्थानिक लाल मातीच्या भांड्यावर पांढऱ्या मातीचे आवरण चढवीत असत. हैदराबाद (आंध्र प्रदेश) व बडोदो येथील पदार्थसंग्रहालयांत, तसेच खुर्जा येथील सरकारी मृत्पात्री विकास केंद्रामध्ये या मातीची भांडी आहेत. सिंधमधील काचीय (झलई केलेली) भांडीही प्रसिद्ध होती.
पेशावर, चुनार, निजामाबाद त्याचप्रमाणे वेल्लोर येथील मातीच्या भांड्यावर परकीय तंत्राचा प्रभाव पडला नाही. पेशावरचे कुंभार लाल मातीच्या भांड्यावर खैबरच्या पांढऱ्या मातीचा लेप देऊन लेड ऑक्साइडाच्या लुकणात बुडवून काढीत असत. शोभेच्या भांड्यावर खाचा करून व त्यात निरनिराळी खनिजे भरून रंगीत कलाकृतींची निर्मिती करीत. पेशावर येथील मृत्तिकाशिल्प रशिया, इंग्लंड, हॉलंड इ. ठिकाणच्या त्या काळच्या परदेशी शिल्पांच्या तोडीचे असे. बरण्या, चिलमी, लोट्या, प्याले वगैरे प्रकार लाहोरला होत. या बरण्यांचे आकार आणि रूप यांवर ब्रह्मदेशातील कलेचा प्रभाव असे. जलंदरमध्येही थोड्या प्रमाणात काचीय भांडी होत. गुजराणवाला येथील पात्रे पातळपणाबद्दल प्रसिद्ध होती. त्यांना कागदी भांडी असे नाव होते. सिंध हैदराबादच्या अमिरांनी झिलई दिलेले मृत्तिकाशिल्प बनविण्याची कला येथील कारागिरांना शिकविण्यासाठी चिनी कारागिरांना बोलाविले होते. ते आल्यावर तेथेच स्थायिक झाले. सध्याचे कारागीर आपणास त्यांचे वंशज म्हणवितात. खुर्जा, चुनार येथिल लाल मातीच्या भांड्यांवर पांढऱ्या मातीचा लेप चढवून झिलई केलेली, निजामाबाद येथिल झिलई न करता गुळगुळीत करून काळ्या रंगावर पांढरी नक्षी केलेली, बंगालमधील बेहरामपूर व उत्तर प्रदेशातील आझमगड येथील काळ्या रंगाच्या भांड्यावर चांदीचे नक्षीकाम केलेली
आणि राजस्थानमधील कोटा व अमरोहा येथील सोनेरी रंगीत काम केलेली भांडी प्रसिद्ध आहेत.
दक्षिण भारतातील कलात्मक मृत्तिकाशिल्पात नक्षीदार सुशोभीत वस्तूंनी मंडित केलेली मातीची भांडी प्रसिद्ध आहेत. घरांच्या जवळ भव्य आकारांची मातीची प्राण्यांची चित्रे उभारण्याची पद्धतही पूर्वी होती. असे प्राणी आजही काही ठिकाणी आढळतात. चौदाव्या शतकापासून देवळांत व घरांत मातीच्या केलेल्या देवांच्या मूर्तीची प्रतिस्थापना केली जात आहे. वेल्लोरमध्ये पांढऱ्या मातीच्या वस्तूवर हिरव्या-निळ्या रंगाची काच चढविली जात असे. मदुराई, उदयगिरी, सेलम, विशाखापटनम् ही दक्षिणेकडील शहरे मातीच्या भांड्यांसाठी प्रसिद्ध आहेत.
तांबड्या मातीचे खुजे, माठ, मडकी, पणत्या, कौले, चिलिमी, विटा इ. वस्तू इतिहासपूर्व कालापासून वापरण्यात आहेत. भारतीय समाजात कुंभार जातीला महत्त्वाचे व मानाचे स्थान आहे.
माजोलिका हा झिली प्रकार प्रथम इटलीत निघाला व नंतर त्याची माहिती जर्मनी व फ्रान्समध्ये पसरली. टिन ऑक्साइड वापरून ती पांढरी शुभ्र केलेली असते. त्यामुळे भाजल्यानंतर पात्रांची माती जरी लाल किंवा मळकट रंगांची असली, तरी झिलईनंतर ती पांढरी शुभ्र दिसतात. ही झिलई जर्मनीत ‘स्टाइनगूट’ या नावाने व फ्रान्समध्ये ‘फायआन्स’ म्हणून ओळखली जाते. इंग्लिश ‘अर्दनवेयर’ हा त्यातलाच एक प्रकार आहे. त्यासाठी पांढरी माती वापरली जाते. चिनी प्रभावामुळे सतराव्या शतकाच्या प्रारंभी यूरोपातील कारागीर रंगांचा वापर करू लागले. त्यामुळे यूरोप खंडात अनेक सुशोभित मृत्तिकाशिल्पे तयार होऊ लागली. सोळाव्या व सतराव्या शतकांत इटलीतील कुंभार केवळ फ्रान्समध्येच नव्हे तर स्पेन, इंग्लंड व हॉलंड या देशांतही पसरले. त्यांनीच यूरोपातील मृत्तिका उद्योगाचा पाया घातला.
यूरोपमध्ये चिनी पोर्सलिनाचा प्रभाव मोठा होता. इटालियन व फ्रेंच भांड्यांचा उद्योग जरी भरभराटीस आलेला होता, तरी तेथील कारागीर आपल्या कलाकृतीवर संतुष्ट नव्हते. चिनी पोर्सलिनाप्रमाणे अर्धपारदर्शक, शुभ्र व पूर्णांशाने काचीय झालेली कलाकृती त्यांना हवी होती.
चिनी कलाकृतीमध्ये तांबडी माती वापरीत नाहीत. पेतुन्स्त व कोओलीन वापरतात. त्यांना अनुक्रमे चिनी पाषाण व चिनी माती अशी नावे आहेत. केओलीन याचा चिनी भाषेतील अर्थ ‘उंच टेकडी’ असा आहे. पूर्वी एका उंच टेकडीत (काउलिंग) अशी माती होती त्यावरून हे नाव पडले आहे.
इंग्लंडमध्ये स्टॅफर्डशररमध्ये पांढऱ्या मातीची भांडी प्रथम तयार झाली. अजूनही हे पांढऱ्या मातीच्या भांड्याचे केंद्र म्हणून प्रसिद्ध आहे. जोसाया वेजवुड यांनी तयार केलेली ‘क्वीन्सवेयर’ नावाची भांडी तसेच काळ्या रंगाची व झिलई नसलेली ‘बेसाल्टवेयर’ पात्रे व त्यांवर पांढऱ्या रंगाचे नक्षीकाम केलेली ‘जॅस्पर’ भांडी सुप्रसिद्ध आहेत. त्यानंतर स्वच्छ व पारदर्शक असलेली बोरोसिलिकेटाची झिलई प्रचारात आली. खाण्याचे मीठ वापरून झिलई करण्याची कला प्रथम चीनमधून जपान व कोरियात गेली आणि तेथून अकराव्या शतकात जर्मनीत गेली.
प्रयोगशाळांमध्ये वापरण्याची झिलईदार पात्रे, त्याचप्रमाणे स्वच्छता पात्रे या कृतीनेच तयार होऊ लागली. अश्मपात्रे अठराव्या शतकापासून तयार करण्यास सुरुवात झाली.
चीनमध्ये इ. स. पू. २०० वर्षांपासून केओलीन व पेतुन्स्त हा फेल्स्पारसारखा दगड यांच्या मिश्रणापासून एका खास प्रकारची भांडी तयार होत असत. थांग व सुंग यांच्या राजवटीत (इ. स. सु. ६०० ते १२६०) पांढरी शुभ्र चिनी पारदर्शक पोर्सलिनाच्या प्रगतीने उच्चांक गाठला. चहाचा व्यापार करणाऱ्या अरबी व्यापाऱ्यांनी ही पांढरी शुभ्र भांडी यूरोपमध्ये बाराव्या शतकात नेली. व्हेनिसचे प्रसिद्ध व्यापारी मार्को पोलो यांनी १२९८ मध्ये केलेल्या प्रवासवर्णनात या भांड्यांकरिता पोर्सलीन हा शब्द प्रथम वापरला व तेव्हापासून तो अर्धपारदर्शक व पांढरी शुभ्र झिलई असलेल्या भांड्यांसाठी वापरण्यात आला आहे. अकराव्या शतकापर्यंत पोर्सलीन उद्योग कोरिया, जपान व आग्नेय आशिया या भागांत पसरला होता. काच व मृत्तीकापात्रे या दोघांच्या मधला हा प्रकार असावा अशा कल्पनेने पोर्सलीन तयार करण्याचे अनेक प्रयत्न करण्यात आले. त्यांपैकी फ्रान्समधील साब्रे पोर्सलीन हे चिनी मालाच्या तोडीचे होते. त्याचप्रमाणे जर्मनीत जे. एफ्. बटगर या तरूण किमयागारांनी १७०८ मध्ये चिनी मालाच्या दर्जाचे पोर्सलीन तयार केले. त्यांना त्यासाठी चांगली चिनी माती व चिनी पाषाण मिळवून देण्यात एका सरदाराचे साहाय्य झाले व मायसन येथील त्यांच्या कारखान्याला राजाश्रय मिळाला. माल बनविण्याची कृती प्रथम गुप्त ठेवली जात असे तथापि हळूहळू ह्या कृतीची माहिती बाहेर फुटून इतरत्र कारखाने निघाले. त्यांपैकी बर्लिन येथील एका कारखाना पोर्सलिनाचे केंद्र समजले जाऊ लागले. सुप्रसिद्ध जर्मन वैज्ञानिक हेरमान सीगर यांना यासंबंधीच्या विशेष कारागिरीचे श्रेय दिले जाते. भट्टीचे तापमान अजमाविण्याची एक सोपी रीत त्यांनी शोधून काढलेल्या शंकूंमुळे उपलब्ध झाली. या शंकूंची प्रथम सरळ असलेली टोके वेगवेगळ्या तापमानात मऊ होऊन खालती वळतात व त्यावरून तापमान जाणता येते. त्यांना सीगर कोन किंवा पायरोमेट्रिक कोन म्हणतात.
हाडांची राख वापरून एक प्रकारचे अप्रतिम दर्जाचे पारदर्शक पोर्सलीन त्यानंतर इंग्लंडमध्ये तयार करण्यात आले. ते ‘बोनचायना’ या नावाने प्रसिद्ध आहे.
मृत्तिका वस्तूंचे गुणधर्म अथवा उपयोग यांनुसार त्यांना व्यवहारात निरनिराळी नावे प्रचारात आहेत. मृत्पात्री (पॉटरी) ही संज्ञा सामान्यतः रंगीत व कमी तापमानात भाजलेल्या अकाचीय, अपारदर्शक व झिलई असलेल्या किंवा नसलेल्या जलशोषक पात्रांना लावली जाते. पांढऱ्या किंवा पिवळसर रंगाच्या झिलईदार व किंचित जलशोषकता असलेल्या मृत्पात्रांना ‘अर्दनवेयर’ म्हणतात. मृत्पात्रांपेक्षा मजबूत किंचित सच्छिद्र, अत्यल्प पाणी शोषण करणाऱ्या काचीकृत व रासायनिक द्रव्यांचा परिणाम होणार नाही अशी झिलई असलेल्या मृत्तिका वस्तूंना ‘स्टोनवेयर’ म्हणतात. घरगुती भांडीकुंडी व शोभेच्या मृत्तिका वस्तूचा उल्लेख ‘चायना’ म्हणून केला जातो. त्या झिलईदार किंवा बिनझिलईच्या असतात व आर्द्रतेचे शोषण करीत नाहीत. पोर्सलीन ही संज्ञाही याच अर्थाने वापरली जाते. तथापि अमेरिकेच्या संयुक्त संस्थानात मात्र ‘पोर्सलीन’ ही संज्ञा झिलईदार किंवा बिनझिलईच्या, अर्धपार्य (अर्धवट पारदर्शक), बिनरंगी व उद्योगधंद्यात उपयोगी पडणाऱ्या वस्तूंसाठी वापरली जाते. पोर्सलीन हे नाव पोर्सलीना या शिंपल्याच्या अर्धपारदर्शकता या गुणावरून आले आहे. ‘सॅनिटरीवेयर’ (स्वच्छता पात्रे) ही संज्ञा हात-तोंड धुण्याचे बेसीन, शौचकूपपात्र, तसेच सांडपाणी वाहून नेणारे नळ इत्यादींसाठी वापरतात.
मृत्तिका वस्तूंचे वर्गीकरण : मृत्तिका वस्तूंचे वर्गीकरण निरनिराळ्या प्रकारे केले जाते. ई. बाऊरी यांच्या पद्धतीप्रमाणे मृत्तिका वस्तूंचे दोन मुख्य वर्ग केले जातात: (अ) पाणी शोषण करणाऱ्या वस्तू व (आ) पाणी शोषण न करणाऱ्या वस्तू.
(अ) पाणी शोषण करणाऱ्या वस्तूंमध्ये पुढील पोटभेद केले जातात: (१) टेरा कोटा: लाल मातीपासून केलेल्या मडकी, विटा, कौले यांसारख्या म्हणजे ज्यांवर झिलई केली जात नाही अशा वस्तू. (२) अर्दनवेयर: पांढऱ्या अगर पांढुरक्या मातीपासून केलेल्या पाण्याचे शोषण करतील अशा परंतू झिलई केल्यामुळे ज्यांचा पृष्ठभाग पाण्याचे शोषण करणार नाही असा बनला आहे अशा वस्तू-फायआन्स, स्टाइनगुट, माजोलिका, आयर्नस्टोन, फ्लिंटवेयर, रॉकिंगहॅमवेयर इ. (३) उच्चतापसह भट्ट्यांकरिता लागणाऱ्या पांढऱ्या विटा, मफल्स, मुशी. ज्यांमध्ये पाण्याचे शोषण होऊ शकते व झिलई न करताच ज्या उच्च तापमानात वापरल्या जातात अशा वस्तू.
(आ) पाणी शोषण न करणाऱ्या वस्तूंचे दोन विभाग पाडले जातात. ते म्हणजे (१) स्टोनवेयर: पाण्याचे अजिबात शोषण करणार नाहीत असा किंवा फारच थोडे शोषण करतील अशा आणि पृष्ठभागावर पारदर्शक अथवा आपारदर्शक झिलई दिली आहे अशा. (२) पोर्सलिन: पांढऱ्या शुभ्र मातीपासून बनविलेल्या व भाजून पक्क्या केल्यावर ज्यांतून पाण्याचे शोषण होणार नाही व ज्यांच्या पृष्ठावर पांढरी स्वच्छ व पारदर्शक झिलई दिलेली आहे आणि पातळ असल्यामुळे ज्या अर्धपारदर्शक आहेत अशा. मिठाच्या प्रक्रियेने झिलई दिलेले स्टोनवेयर नळ आणि बोनचायना हे या वर्गीकरणात अपवादात्मक आहेत. कारण स्टोनवेयर नळात व बोनचायना यांत पाण्याचे थोडे शोषण होऊ शकते.
मृत्तिका वस्तूंच्या अंगी औद्योगिक उपयोगाच्या दृष्टीने महत्त्वाचे असे अनेक गुणधर्म आढळतात. मृत्तिका वस्तू मजबूत व कठीण असून वातावरणातील वायू, आर्द्रता तसेच क्षरणकारी (नाश करणारी) रसायने, ऑक्सिडीकारक [→ ऑक्सिडीभवन] पदार्थ, उच्च तापमान यांचा त्यांवर अनिष्ट परिणाम होत नाही. त्या वजनाने धातूपेक्षा हलक्या असून उष्णता व विद्युत् निरोधक असतात. अर्धसंवाहकतेपासून (धातू व विद्युत् निरोधक यांच्या दरम्यान विद्युत् संवाहकता असण्यापासून) विद्युत् निरोधकापर्यंत त्यांची संवाहकता मर्यांदीत करता येते. त्यांच्या निर्मितीस दुर्मिळ पदार्थ लागत नाहीत. त्यांचे अनेक प्रकार असून इष्ट कामासाठी योग्य अशा मृत्तिका वस्तूची निवड करणे शक्य अशते. या कारणामुळे मृत्तिका वस्तूंच्या उपयोगाचे क्षेत्र फार व्यापक झाले आहे. कपबश्या, थाळ्या, वाडगे इ. पात्रे, स्नानगृहाची गुळगुळीत फरशी, स्नानकुंडे (टब) ही त्यांच्या उपयोगाची काही सामान्य उदाहरणे होत. उद्योगधंद्यांमध्ये अम्लरोधी टाक्या, क्षरणकारी द्रव पदार्थासाठी वापरण्याचे नळ, पंप इत्यादींचे आणि अनेक विद्युतीय व इलेक्ट्रॉनीय उपकरणांचे भाग यांसाठी मृत्तिका वस्तू लागतात.
राष्ट्रीय संरक्षणाच्या संदर्भात आवश्यक असलेली क्षेपणास्रे, रॉकटे आणि अणुकेंद्रीय विक्रियक (अणुभट्टी) यांच्या कित्येक गरजा मृत्तिका वस्तूच भागवू शकतील, असे दिसून आले आहे. अणुउर्जा उत्पादनात लागणारे संपन्न [ज्यात भंजनक्षम-अणुकेंद्राचे तुकडे पाडता येतील अशा-युरेनियम (२३५) चे उच्च प्रमाण आहे असे] युरेनियम डायऑक्साइड, त्याचप्रमाणे नियंत्रक सळ्यांसाठी विरल मृत्तिकांची ऑक्साइडे किंवा बोरॉन संयुगे आणि बांधकामासाठी लागणाऱ्या अनेक वस्तू मृत्तिका उद्योगातूच मिळतात [→ अणुकेंद्रीय अभियांत्रिकी].
पारंपारिक कच्चा माल : मृत्तिका उद्योगात लागणारा पारंपारिक कच्चा माल म्हणजे विविध मृत्तिका, सिलिका व फेल्स्पार हे पदार्थ होत. मृत्तिकांमध्ये केओलिनाइट, माँटमोरिलोनाइट व इलाइट ही खनिजे मुख्यतः असतात. त्याशिवाय त्यामध्ये डायास्पोर, गिब्साइट व बॉक्साइट यांचे अस्तित्वही असते. बॉल मृत्तिका, पॉटरी मृत्तिका, फ्लिंट मृत्तिका, तापसह माती, विटांची माती इ. नावांनी ओळखल्या जाणाऱ्या मृत्तिकांचाही कच्च्या मालात समावेश होतो [→ मृत्तिका]. निसर्गातील क्वॉर्ट्झ शिरांमध्ये आणि क्वॉर्ट्झाइट, वालुकाश्म व वाळू यांमध्ये असणारे स्फटिकमय सिलिकॉन डाय-ऑक्साइड आणि ग्रॅनाइटासारख्या खडकांतील क्वार्ट्झ व गारगोट्यांतील सूक्ष्मस्फटिकी आणि डायाटमाइटामधील अस्फटिकी सिलिका या सर्वांचा अंतर्भाव सिलिका या संज्ञेत होतो [→ सिलिका गट]. फेल्स्पारामध्ये प्लॅजिओक्लेज मालेतील अल्बाटापासून अनॉर्थांइटापर्यंतच्या खनिजांचा आणि ऑर्थोक्लेज, मायक्रोक्लीन व ॲनॉर्थोक्लेज या पोटॅश फेल्स्पारांचा समावेश होतो [→ फेल्स्पार गट]. या कारणांमुळे या तीन पदार्थांपासून घटकांची प्रमाणे वेगवेगळी असलेली नानाविध मिश्रणे शक्य होतात.
अणुकेंद्रीय मृत्तिका पदार्थांसाठी युरेनियम ऑक्साइड, युरेनियम कार्बाइडे, नायट्राइडे, सल्फाइडे, फॉस्फाइडे व कार्बाइडे नायट्राइडे व ऑक्साइडे यांची मिश्रणे ही कच्चा माल म्हणून उपयोगी पडतात. इलेक्ट्रॉनीय मृत्तिका वस्तूंमध्ये संस्कारित मृत्तिका वस्तूंचा उपयोग कच्चा माल म्हणून होतो. काच, एनॅमल व काही उच्चतापसह पदार्थ यांच्या उत्पादनातही मृत्तिका, सिलिका व फेल्स्पार हेच पदार्थ कच्चा माल म्हणून उपयोगी पडतात [→ काच एनॅमल उच्चतापसह पदार्थ].
मृत्पात्रांना झिलई देण्यासाठी रेड लेड, बोरॅक्स, झिंक ऑक्साइड, सोडा ॲश व रंगीत नक्षीकामासाठी कोबाल्ट, क्रोमियम, मँगॅनीज, कॅडमियम, तांबे, लोह इ. धातूंची ऑक्साइडे वापरली जातात. यांशिवाय टाल्क (संगजिरे), डोलोमाइट, मॅग्नेसाइट, कायनाइट, बॉक्साइट ही खनिजेही वापरली जातात. त्याचप्रमाणे साचे बनविण्यासाठी प्लॅस्टर ऑफ पॅरिस लागते.
कच्च्या मालावरील संस्कारण : खाणीतून काढलेली माती जशीच्या तशी वापरता येत नाही कारण तीत अनावश्यक पदार्थ बऱ्याच प्रमाणात असतात व मातीतील सर्व कण पुरेसे बारीक नसतात. आकारमानाने मोठे व वजनदार कण वस्तू बनविण्याच्या दृष्टीने अनिष्ट असतात. म्हणून सूक्ष्मकण असलेली माती वेगळी करून घेण्यासाठी पाण्याने भरलेल्या मोठमोठ्या टांक्यात जाड चाळणीतून चाळलेली केओलीन भुकटी मिसळतात. मिश्रण खूप ढवळतात व नंतर काही काळ स्थिर राहू देतात. जाड कण तळाशी बसतात व त्यामुळे धुतल्या गेलेल्या शुभ्र व कलिलावस्थेतील कणांचे निलंबन तयार होते [→ कलिल]. ते दुसऱ्या टाकीत काढून घेतात व थोडे अम्ल अथवा तुरटीचे पाणी त्यात मिसळतात. त्यामुळे निलंबीत कण तळाशी बसतात. वरचे पाणी काढून घेतात व मातीचे कण दाब गाळण यंत्राच्या साहाय्याने [→ गाळण क्रिया] वेगळे करतात, दाबून पाणी शक्य तितके काढून टाकतात व माती वाळवितात.
बॉल मृत्तिका अलीकडे अशाच प्रकारे धुवून वापरली जाते. पूर्वी बॉल मृत्तिका न धुताच वापरीत असत. क्वार्ट्झ, फेल्स्पार इ. पदार्थ जबड्याचे आकाराचे दलित्र, रूळदलित्र, गोलिका-चक्की इत्यादींमध्ये दळून बारीक करून वापरतात [→ आकारमान-लघुकरण]. दळताना या पदार्थांमध्ये लोहाचा अंश येऊ नये यासाठी जबडा दलित्र व लाटण यंत्र यांनी प्रथम भरड पीठ करून घेतात व नंतर सर्व भाग दगडी असलेल्या रूळ-दलित्राच्या योगाने अथवा गोलिका-चक्कीमध्ये घालून त्याचे हवे तसे बारीक पीठ करतात. पोलादी गोळेही काही काही जागा वापरतात. उदा., सिमेंट किंवा फेराइट दळण्याकरिता जेथे लोखंडाची भेसळ झाल्यास काही नुकसान होत नाही. गोलिकाचक्कीला रबरी अस्तर पण कधी देतात. गोलीका-चक्कीला सायलेक्स, क्वार्ट्झ अथवा पोर्सलीन विटांचे अस्तर असते व गोट्याही सायलेक्स, क्वार्ट्झ किंवा पोर्सलिनाच्याच असतात. कित्येकदा दळण्याची क्रिया पाणी मिसळून ओल्या स्थितीत घडवितात. पूड करावयाच्या पदार्थांचा कठीणपणा व चूर्णाचा हवा असलेला कमीअधिक बारीकपणा यांवर दळणक्रियेला लागणारा वेळ अवलंबून असतो. विशिष्ट मिश्रणाकरिता जिथे इतर कोणत्याही प्रकारची भेसळ चालणार नाही तेथे गोलिका-चक्कीचे अस्तर व गोट्याही विशिष्ट प्रकारच्याच वापराव्या लागतात. उदा., ॲल्युमिना ठिणगी प्लगाच्या आट्याच्या मार्गदर्शकासाठी वगैरे.
गोलिका-चक्कीमधून काढलेले पीठ नंतर मळणी यंत्रात घालतात व त्यामध्ये विशिष्ट प्रमाणात मातिशिवाय जी इतर द्रव्ये आवश्यक असतात ती मिसळून मिश्रण ४–६ तास घुसळतात. त्यानंतर हे मिश्रण चाळणीतून गाळून घेतात. यासाठी वापरण्यात येणाऱ्या चाळणीखाली एक लोहचुंबकीय चाळणी असते. तिच्यातून जेव्हा हे मिश्रण पार जाते त्या वेळी लोहमिश्रीत कण तिला चिकटून राहतात आणि स्वच्छ लोहविरहित मिश्रण खाली पडते. या वेळी मिश्रणामध्ये पाण्याचा अंश बराच असतो तो कमी करण्यासाठी मिश्रण दाब-गाळण यंत्रातून घालवितात. दाब गाळण्यात १२ ते ६० कप्पे असतात व प्रत्येक कप्प्याच्या दोन्ही बाजूंस जाड कापडाचे अस्तर असते. अलीकडे जाड कापडाऐवजी नायलॉन धाग्याचे जाळीदार कापड वापरतात कारण ते बळकट व टिकाऊ असते. दाब-गाळण यंत्र जोडल्यावर कप्प्यांमध्ये वरील मिश्रण भरतात व दाब देतात. दाब-गाळण यंत्र उघडल्यावर कापडातून पाणी बाहेर पडते व प्रत्येक कप्प्यातून ओल्या मिश्रणाची एक लादी तयार होते. ह्या लाद्यांतील मिश्रण नंतर वायुशोषक गाराचक्कीमध्ये घालून एकजीव करून घेतले जाते. येथे मिश्रणामध्ये अडकून राहिलेली हवा खेचून घेतली जाते.

गारा-चक्कीच्या योगाने वस्तू तयार करण्याकरिता लागणारे विशिष्ट आकाराचे अथवा आकारमानाचे मिश्रण-तुकडे बनवून घेता येतात.
वस्तू उत्पादन प्रक्रिया : चाकाच्या साहाय्याने कुंभार जशा मातीच्या वस्तू हाताने आकार देऊन बनवितो, तशी पद्धत मोठ्या प्रमाणावर वस्तू करताना सोयीचे नसते. म्हणून त्याच तत्त्वांवर पण वाफेच्या किंवा विजेच्या योगाने फिरणाऱ्या चाकाचा व साच्यांचा उपयोग करून वस्तूंचे उत्पादन करतात. या पद्धतीला जिंगरिग म्हणतात. श्वेतपात्रे बनविण्यासाठी हीच पद्धती विशेषतः वापरली जाते. उदा., या पद्धतीने बश्या बनविण्यासाठी प्रथम आवश्यक तेवढ्या आकारमानाचा मिश्रणाचा गोळा घेऊन तो फिरत्या चाकावर ठेवतात, दांड्यांने किंवा हाताने दाबून तो पसरवितात व त्याला जाड भाकरीसारखा योग्य मापाचा आकार देतात. नंतर ही भाकरी बशीच्या वरच्या भागाचा (खोलगट) आकार असलेल्या प्लॅस्टर ऑफ पॅरिसच्या एका साच्यावर ठेवतात आणि तो साचा फिरत्या उभ्या दांड्यावर असलेल्या पकडीत घट्ट बसवितात. हा दांडा मिनिटाला ४००–५०० फेरे होतील इतक्या वेगाने फिरत असतो. नंतर बशीच्या खालच्या भागाचा आकार दिलेले पट्टीसारखे एक अवजार या भाकरीच्या पृष्ठभागावर क्रमाक्रमाने टेकवितात. घर्षण कमी व्हावे म्हणून भाकरीच्या पृष्ठाला थोडे पाणी लावण्याची योजना असते. या क्रियेने त्या भाकरीला बशीचा आकार येतो. त्यानंतर अवजार वर उचलतात आणि साचा दांड्यावरून बशीसकट सोडून वाळविण्यासाठी पाठवितात. या कृतीने ३ कामगार ताशी ४० डझन बश्या तयार करू शकतात.
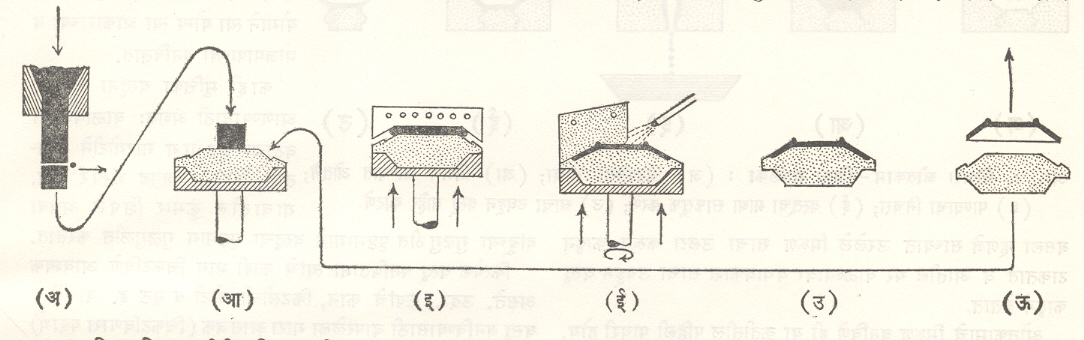
इ. स. १९३५ पासून या कृतीसाठी स्वयंचलित यंत्रे प्रचारात आली आहेत. एकापाठोपाठ होणाऱ्या अशा एका यंत्राच्या कृतीतील क्रियामालिका आ.३ मध्ये दाखविली आहे.
अशा यंत्रात चाकाची गती दर मिनीटाला ५०० ते १,२०० असते व उत्पादन वेगही ताशी ८० ते १०० डझन इतका असतो. याच पद्धतीने कपही बनवितात.
मिश्रणावर दाब देऊन वस्तू बनविणे : या पद्धतीचे दोन प्रकार आहेत : (१) कोरडी दाब-पद्धत व (२) ओली दाब-पद्धत.
(१) कोरडी दाब पद्धत : वस्तू बनविण्यासाठी जे मिश्रण वापराता त्यात पाण्याचे प्रमाण सु. ५ ते १०% इतके कमी असते आणि वापरलेला दाब चौ. सेमी. ला अनेक सहस्र किग्रॅ. इतका प्रचंड असतो. मिश्रणाच्या अंगी पुरेशी आकार्यता (आकार घेण्याची क्षमता) नसेल, तर त्यात योग्य अशा प्लॅस्टिकीकारकांचा (मिश्रणाचा लवचिकपणावा विस्तरणक्षमता वाढविणाऱ्या पदार्थांचा) समावेश करावा लागतो. त्याचप्रमाणे साच्याशी होणारे घर्षण कमी व्हावे म्हणून त्यात स्टार्च, मेणे इ. पदार्थ वंगण म्हणून मिसळावे लागतात.
दाब द्यावयाच्या मिश्रणावर सर्वत्र सारखा दाब पडणे आवश्यक असते. त्यासाठी दाब वरून व खालून असा दोन्हींकडून देता येईल अशी योजना असते. मिश्रणामध्ये हवा अडकून राहण्याचा संभव असतो. अशी हवा साच्यातून वस्तू काढल्यानंतर बाहेर पडण्याची धडपड करते व त्यामुळे वस्तूला चिरा पडण्याची शक्यता असते. हा दोष उद्भवू नये म्हणून साच्यावर प्रथम कमी दाब घालतात व काढून घेतात. त्यामुळे मिश्रणात अडकून पडलेली हवा बाहेर पडते. त्यानंतर मिश्रणास आवश्यक असेल तेवढा अंतिम दाब देतात. दुसऱ्या एका पद्धतीत मिश्रणामध्ये अडकून पडलेली हवा, निर्वातन पंप साच्याला जोडून प्रथम काढून घेतात व नंतर अंतिम दाब देतात. तसेच दाब देताना साच्याला चहू बाजूंनी उष्णता देण्याची व्यवस्था पण (आवश्यक असल्यास) करतात. आधुनिकतम पद्धतीत दाब देतानाच साच्याला उष्णता देऊन भाजण्याची प्रक्रिया पूर्ण करून घेतात म्हणजे भट्टीत भाजण्याची आवश्यकता उरत नाही.
(२) ओली दाब-पद्धत : येथे मिश्रणातील पाण्याचे प्रमाण १५–२०% असते. सीगर कोन, मुशी, मंगलोरी कौले, विटा इ. वस्तू या पध्तीने बनवितात. यासाठी रबराचे किंवा प्लॅस्टरचे साचे वापरतात. द्रवीय दाबयंत्रे अथवा धडक दाबयंत्रे याकामी उपयोगी पडतात [→ दाबयंत्र]. या क्रियेला साचे थोडे लागतात व तयार झालेल्या वस्तूत पाण्याचे प्रमाण कमी असते. त्यामुळे वाळवण्यास वेळ कमी लागतो व भट्टीत भाजण्यासाठी माल त्वरेने नेता येतो. भिंतीला लावण्याच्या आणि जमिनीवर बसविण्याच्या फरश्या याच पद्धतीने बनवितात.
बहिःसारण पद्धत : या पद्धतीमध्ये जी वस्तू बनवावयाची असेल तिचा काटच्छेद कापून काढलेल्या साच्यातून दाब देऊन मिश्रणाचा घट्ट लगदा बाहेर लोटला जातो. त्यामुळे वस्तूच्या काटच्छेदाच्या आकाराची लांब सळई बाहेर पडते. तिचे योग्य तितक्या लांबीचे तुकडे करून घेतात. प्लॅस्टिकच्या वस्तू तयार करण्यासाठी वापरण्यात येणारी अंतःक्षेपण घडाईची पद्धत लहान मृत्तिका वस्तूंसाठीही उपयोगी पडते. [→ प्लॅस्टिक व उच्च बहुवारिके].
ओतकामाने वस्तू बनविणे : जिगरिंगने ज्या वस्तू बनविता येणार नाहीत अशा वस्तू (उदा., चहाची किटली, कलाकुसरीच्या वस्तू इ.) या पद्धतीने बनवितात. यासाठी प्रथम ओतण्यायोग्य मिश्रण बनवून ते प्लॅस्टर ऑफ पॅरिसच्या साच्यात ओततात. या साच्याचा अंतर्भाग बनवावयाच्या वस्तूच्या बाहेरच्या भागाबरहुकूम असतो. मिश्रण ओतल्यावर त्यातील पाणी प्लॅस्टर ऑफ पॅरिसच्या साच्यामध्ये शोषून घेतले जाते व घन पदार्थाचा थर साच्याच्या अंतर्भागावर बसतो. जी वस्तू बनवावयाची असेल तिच्या भिंतीच्या जाडीइतका जाड थर बसला म्हणजे साच्यात उरलेले मिश्रण साचा उलटा करून काढून टाकतात व आतील थर वाळल्यावर यथावकाश साचा उघडून वस्तू काढून घेतात.
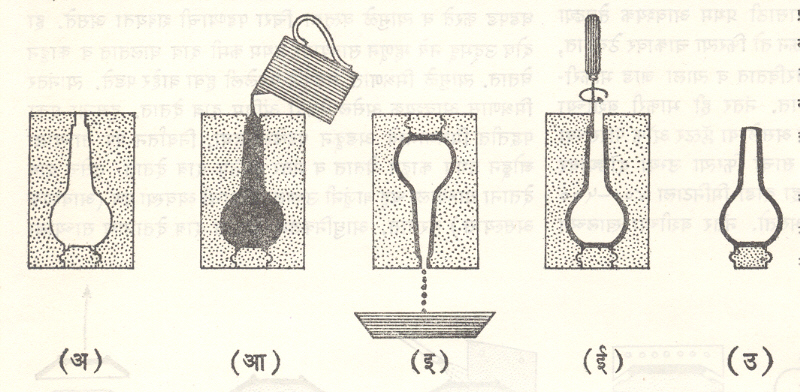
ओतकामाचे मिश्रण बनविणे ही या कृतीतील पहिली पायरी होय. त्यासाठी मिश्रण घटक उदा., माती, फ्लिंट, फेल्स्पार इ. व पाणी गोलिका मळणी यंत्राने एकत्र करून घेतात. घन पदार्थांचे कण पाण्यात निलंबित अवस्थेत रहावेत यासाठी थोडे सोडियम कार्बोनेट अथवा सोडियम सिलिकेटही अथवा दोन्ही रसायने पाण्यात तयार करून मिश्रणात समाविष्ट करतात. मोठ्या प्रमाणात मिश्रण करायचे झाल्यास ही रसायने कोरडीच मळणी यंत्रात घोळतात.
या पद्धतीने गुंतागुंतीचे आकार असलेल्या वस्तू बनविता येतात. यासाठी लागणारे साचे स्वस्त पडतात व पुनःपुन्हा वापरता येतात. गावातून लाल मातीची खेळणी करणारे लाल मातीचेच साचे तयार करतात. एखादी संपूर्ण वस्तू एकाच साच्यांच्या योगाने बनविता येण्यासारखी नसेल, तर तिचे भाग वेगवेगळ्या साच्यांच्या योगाने बनवून व नंतर ते भाग मिश्रणाने एकमेकांस चिकटवून वस्तू पूर्ण करता येते.
आवश्यक असेल तेव्हा वस्तू झिलई मिश्रणात बुडवून काढून किंवा झिलई मिश्रणाचा फवारा वस्तूवर मारून वस्तू वाळवितात व भाजतात. भट्टीच्या उष्णतेने झिलई मिश्रणातील घटक वितळतात व त्यांची काच तयार होऊन चकचकीत थर वस्तूच्या पृष्ठावर बसतो. विशेष पद्धतींचा उपयोग केल्यास या पद्धतीने उच्चतापसह ऑक्साइडे कार्बाइडे यांसारख्या आकार्यता नसलेल्या पदार्थांच्या वस्तूही बनविता येतात.
अंत्यरूपण : जिगरिंगने केलेल्या वस्तूंच्या कडा खडबडीत असतात. त्या गुळगुळीत बनवाव्या लागतात. त्यासाठी त्या घास कागदाने घासून काढतात. व ओल्या स्पंजाच्या योगाने नितळ बनवितात. ओतकामाने बनविलेल्या वस्तूचा अतिरिक्त असलेला भाग कापून टाकावा लागतो. ही क्रिया वस्तू साच्यात असतानाच पूर्ण करून घेतात. [आ. ४ मधील (ई) ही क्रिया]. सांधा असलेल्या साच्यांच्या योगाने बनविलेल्या वस्तूवर सांध्याच्या खुणा राहतात. साध्या मृत्तिकापात्रांच्या असा खुणा स्पंजाने घालविता येतात परंतू काचीकृत वस्तूंच्या खुणांसाठी हा उपाय चालत नाही. येथे खुणा घालविल्या तरी वस्तू भाजल्यावर त्या पुन: दिसू लागतात. बोनचायनासारख्या वस्तूंकरिता वस्तू तयार झाल्याबरोबर खुणांच्या आसपासच्या भागावर लहानशा हातोडीने आघात केल्याने खुणा नाहीशा होतात. ज्या पोर्सलिनासाठी उच्च तापमान वापरतात त्यावरील खुणा घालविण्यासाठी प्रथम वस्तू अंतिम तापमानापेक्षा कमी तापमानास भाजणे व त्यानंतर खुणांचा भाग घर्षण चक्रानेघासून काढून नंतर उच्च तापमानात भाजणे हाही एक उपाय आहे.
काही वस्तू अंशतः वाळविल्यावर कातकामाच्या यंत्रावर किंवा कुंभाराच्या चाकावर चढवूनहत्यारांच्या योगाने त्या योग्य त्या आकाराच्या व मोजमापाच्या बनवितात.
काही मृत्तिका वस्तूंना चकाकी आणण्यासाठी अंशतः वाळविलेल्या वस्तूचा पृष्ठभाग गारगोटीने घासतात उदा., वेजवुड जॅस्पर पात्रे. गावातील कुंभार शिंपले अथवा बांबूच्या गुळगुळीत पृष्ठभागाने वस्तूचा पृष्ठभाग गुळगुळीत करतात.
कित्येक वस्तू बनविताना त्यांचे काही भाग चिकटविणे आवश्यक असते. उदा., कपांचे कान, किटलीची तोटी व मूठ इ. याकरिता वस्तू बनविण्यासाठी वापरलेला गारा आसंजक (चिकटविणारा पदार्थ) म्हणून उपयोगी पडतो. आसंजकात झिलईपण थोड्या प्रमाणात मिसळतात. म्हणजे सांधा पक्का होतो. सांधावयाच्या निरनिराळ्या भागांमध्ये असलेल्या पाण्याचे प्रमाण सारखे असणे आवश्यक असते.
वस्तू वाळविणे : भाजण्यापूर्वी मृत्तिका वस्तू चांगली वाळवावी लागते. कारण ओली वस्तू भाजायला भट्टीत टाकल्यास तिचा आकार जलद गतीने बदलतो व त्यामुळे वस्तूला चिराही पडतात.
सर्वांत जुनी पण अजूनही वापरली जाणारी वाळविण्याची पद्धत म्हणजे वस्तू उघड्यावर ठेवून ऊन व वारा यांच्या योगाने ती वाळू देणे. विटा वाळविण्याकरिता दुसऱ्या दिवशी कच्च्या विटांच्या खिडक्या रचतात. उंचीला पाच दहा अगर पंधरा विटांच्या खिडक्या रचतात व दोन चार दिवस विटा वाळू देतात. नंतर भट्टीत रचतात. महाग वस्तू (उदा., कपबश्या, उच्चतापसह विटा, विद्युत् रोधक इ.) वाळविण्याच्या जागेवर छप्पर असते आणि वस्तू एका शेजारी दुसरी अशा प्रकारे रांगेने फळ्यांवर मांडून अशा फळ्यांचे मजल्यावर मजले रचतात व उष्णता वाढविण्याची सोय पण असते. ही पद्धत विशेष करून पावसाळ्यात व हिवाळ्यात जास्त उपयोगी पडते.
तापविलेल्या तक्तपोशीवर मांडून वस्तू वाळविण्याचीही एक पद्धत आहे. तक्तपोशी तापविण्यासाठी कोळसा अथवा खनिज तेल वापरणाऱ्या भट्ट्यांनी गरम केलेली हवा किंवा वाफ तक्तपोशीखाली बसविलेल्या नळ्यांमधून जाऊ देतात. वाफेच्या योगाने खोलीतील तापमनाचे नियंत्रण जास्त कार्यक्षमतेने करता येते, तसेच उष्णतेचे वितरणही सम प्रमाणात होऊ शकते.
वस्तू वाळविण्यासाठी शुष्कन बोगदा पद्धत नावाची एक पद्धतही प्रचारात आहे. या पद्धतीत वस्तू ढकलगाड्यांवर रचून ठेवतात व गाड्या गरम केलेल्या बोगद्यांमधून पुढे पुढे सरकत जातात व अखेरीस नेहमीच्या तापमानास येऊन बाहेर पडतील अशी योजना असते. या बोगद्यांचा तळभाग इंधनाने किंवा तापविलेली हवा खेळवून किंवा वाफयुक्त नळ्यानी तापविला जातो. बोगदा पद्धतीत ज्या बाजूने ढकलगाड्या बाहेर पडतात त्या बाजूने थंड वारा आत सोडला जातो व गरम झालेला वारा दुसऱ्या बाजूने बाहेर ओढला जातो. त्यामुळे वस्तूने भरलेल्या गाड्या आत जाताना हळूहळू गरम होतात आणि वाळलेली वस्तू हळूहळू थंड होऊन बाहेर पडते.
भाजणे : मृत्तिका वस्तू भाजण्यासाठी सामान्यतः बोगदा भट्टी वापरली जाते. या भट्टीच्या प्रवेशद्वारातून वस्तू भरलेल्या ढकलगाड्या क्रमाक्रमाने जास्त जास्त तापमान असलेल्या विभागांतून नियंत्रित वेगाने प्रवास करीत बोगद्याच्या मध्यभागी अत्युच्च तापमानात येतात. त्यानंतरच्या विभागांमध्ये तापविण्याची व्यवस्था नसते. त्याऐवजी वस्तूचे तापमान उतरत जावे यासाठी पंख्यांची योजना केलेली असते. मृत्तिका वस्तू या विभागांतून पुढे गेल्यावर अखेरीस नेहमीच्या तापमानास येऊन बाहेर पडतात. अशा भट्ट्या २२·५ ते १५० मी. लांबीच्या असून त्यांची उंची १·२ ते २·४ मी. व रुंदी ०·६ ते ३·० मी. असते. कमाल तापमान आवश्यकतेनुसार १,२००० से. ते १,६००० से. असते.
मृत्तिका वस्तू भाजली म्हणजे भट्टीच्या तापमानानुसार मृत्तिकेचे अपघटन होते (घटक द्रव्ये अलग होतात) व तीमध्ये असलेल्या ॲल्युमिना, सिलिका व पाणी या घटकांपासून सिलिकेचे प्रमाण उच्च असलेली काच, मुलाइट (3A12O3.2SiO2), शुद्ध सिलिका व इतर संयुगे बनतात पाणी व कार्बन डाय-ऑक्साइड बाहेर पडतात आणि उरलेल्या घटकांमधील काच व ऑक्साइडे यांमध्ये रासायनिक बंध निर्माण होतो. त्यामुळे जो एक कठीण व ठिसूळ पदार्थ बनतो तो क्षरणरोधी असतो. या प्रक्रियेला काचीभवन म्हणतात.
झिलई : झिलईमुळे मृत्तिका वस्तूचा पृष्ठाभाग टणक, अशोषक व सुलभतेने स्वच्छ करता येईल असा बनतो. त्याचप्रमाणे पृष्ठभागाचा पोत व रंग यांमध्ये विविधता येते. पात्रास झिलई यावी यासाठी झिलई देणाऱ्या मिश्रणाचे पाण्यातील निलंबन पात्राच्या पृष्ठास लावून पात्र भाजतात. पात्र पूर्वी न भाजलेले किंवा एकदा भाजलेले असते. भाजण्याच्या क्रियेमुळे झिलई मिश्रणातील घटक द्रव्यांत रासायनिक फेरफार होऊन काच बनते. ती वितळणारी असल्यामुळे पृष्ठावर सर्वत्र पसरते व तिचा पातळसा थर पृष्ठावर बसतो. त्यामुळे पृष्ठभागाचा पोत गुळगुळीत, अर्ध गुळगुळीत किंवा स्फटिकयुक्त बनतो. झिलई पारदर्शक, अर्धपारदर्शक तसेच सूक्ष्म किंवा मोठे स्फटिक कण यांनी युक्त असते.
झिलई मिश्रणात नानाविध घटक असतात. त्यांमध्ये शिसे, जस्त, कॅल्शियम यांची ऑक्साइडे, तसेच काच (फ्लिंट) यांचा अंतर्भाव असतो.
झिलई इष्ट प्रकारची होण्यासाठी झिलई मिश्रणाच्या अंगी काही भौतिक गुण असणे आवश्यक असते. उदा., निलंबनातील कण तळाशी बसण्याची क्रिया फार मंद असावी, मिश्रण फार दाट नसावे, वाळताना त्याचे आकुंचन फार होऊ नये, कोरड्या स्थितीत त्याला लवचिकपणा असावा इत्यादी. हे साध्य करण्यासाठी मिश्रण बनविताना त्याची सापेक्ष घनता, कणांचे आकारमान, निलंबनाचे pH मूल्य [→ पीएच मूल्य], मृत्तिकेचा प्रकार व कार्बनी पदार्थ (विरघळणारा डिंक इ.) याचे नियंत्रण करावे लागते.
ब्रशाने लावून, मिश्रण त्यावर ओतून, वस्तू मिश्रणात बुडवून अथवा मिश्रण वस्तूवर फवारून वस्तूला झिलई मिश्रणाचे लेपन केले जाते. फवारणी पद्धत जास्त प्रचलित असून हाताने अथवा स्वयंचलित यंत्रांनी फवारणी केली जाते.
मिठाने झिलई : बाष्पन क्रियेने झिलई देण्याची एक पद्धत आहे. या पद्धतीत झिलई द्यावयाच्या वस्तू भट्टीत भरून भाजणे सुरू करतात. भाजण्याचा अंतिम परिणाम घडून येण्याच्या वेळीच भट्टीमध्ये मीठ व टाकणखार यांचे मिश्रण टाकतात. उष्णतेमुळे या पदार्थांचे बाष्प बनते आणि त्याची भट्टीतील वस्तूंच्या पृष्ठभागावरील द्रव्यांशी रासायनिक विक्रिया होते व त्यामुळेच पृष्ठभागाला झिलई येते. वस्तूमध्ये असलेल्या Fe2O2 व TiO2यांच्या प्रमाणानुसार झिलईचा रंग पिवळा, लालसर काळा किंवा गडद काळा (लोखंडी काळा) होतो.
विद्युत् योजनांत व इलेक्ट्रॉनीय साधनांत मृत्तिका वस्तूंचा उपयोग: नीच दाब विद्युत् क्षेत्र, तसेच उच्च दाब विद्युत् क्षेत्र यांमध्ये निरोधक म्हणून पोर्सलिनाचा वापर केला जातो.
रेडिओ प्रेषणात ६० हर्ट्झपेक्षा जास्त कंप्रतेचे (१ सेकंदात होणाऱ्या कंपनसंख्येचे) प्रत्यावर्ती (मूल्य व दिशा सतत उलटसुलट बदलणाऱ्या) विद्युत् प्रवाहाचे तरंग वापरले जातात. त्यासाठी साधे पोर्सलीन उपयोगी पडत नाही. स्टिॲटाइट हा मृत्तिका आणि संगजिरे (टाल्क) यांच्या योग्य मिश्रणापासून बनविलेला काचीय विद्युत् निरोधक असा ठिकाणी वापरला जातो.
⇨ अंतर्ज्वलन-एंजिनाच्या ठिणगी प्लगामध्ये (इंधनात विद्युत् ठिणगी पाडावयाच्या साधनासाठी) पूर्वी सामान्य पोर्सलीन वापरले जाई. त्यातील क्वार्ट्झ या घटकामुळे ऊष्मीय आघात-रोधात कमतरता येत असे आणि फेल्स्पारामुळे उच्च तापमानात विजेची गळती होत असे. पहिल्या महायुद्धाच्या काळी विशिष्ट तापमानात भाजलेली व मॅग्नेशिअम ॲल्युमिनियम सिलिकेट आणि ॲल्युमिनियम सिलिकेट, केओलीन व बॉल मृत्तिका यांपासून बनविलेले सुधारित ठिणगी प्लग प्रचारात आले. त्यानंतर मुलाइट व झिर्कॉन हे घटक असलेले ठिणगी प्लग बनविण्यात आले. विमानाच्या एंजिनासाठी ८० ते ९०% ॲल्युमिना असलेल्या पोर्सलिनाचा वापर १९३५ पासून केला जात आहे.
विद्युत् अपारक (ज्यात शक्तीचा अपव्यय किमान होऊन विद्यूत् क्षेत्र स्थिरपणे टिकवता येते असा पदार्थ) म्हणून टिटॅनियम डायऑक्साइड हेच १९४६ पर्यंत सर्वांत श्रेष्ठ ठरले होते पण त्यानंतरच्या काळात बेरियम टिटॅनेट हे त्याहीपेक्षा सरस आहे, असे दिसून आले.
काही पदार्थांवर दाब दिला असता विद्युत् भार निर्माण होतो [→ दाबविद्युत्]. बेरियम टिटॅनेट हा असा एक पदार्थं आहे. लेड टिटॅनेट झिर्कोनेट [Pb(TiZr)O3] या संयुगाचा उपयोग बेरियम टिटॅनेटापेक्षा जास्त उच्च तापमानात करता येतो. तापमानात फरक पडला, तरी याच्या गुणधर्मात फारसा फरक पडत नाही, हे याचे वैशिष्ट्य आहे. सोनार [→ सोनार व सोफार] व ⇨ श्राव्यातीत ध्वनिकीय उपकरणांमध्ये याचा उपयोग केला जातो.
चुंबक म्हणून लोहचुंबकीय वस्तू किंवा तिच्या मिश्रधातू अनेक उपकरणांत वापरल्या जातात परंतू काही मृत्तिका वस्तूही चुंबक म्हणून उपयोगी पडतात असे दुसऱ्या महायुद्धाच्या काळी दिसून आले. त्यांना ⇨ फेराइटे म्हणतात. फेरिक ऑक्साइडाबरोबर (Fe2O3) द्विसंयुजी ऑक्साइडांचा संयोग होऊन ही बनलेली असतात. याचे चुंबकीय गुणधर्म त्यातील द्विसंयुजी ऑक्साइड या घटकानुसार बदलतात, हे त्यांचे वैशिष्ट्य अनेक योजनांमध्ये उपयोगी पडते.
काही मृत्तिका वस्तू विद्युत् निरोधक तर काही पूर्ण संवाहक असतात. तापमान वाढले म्हणजे कित्येकांची वाहकताही वाढते. झिंक ऑक्साइड, झिर्कोनियम ऑक्साइड व टिन ऑक्साइड ही स्थूलमानाने नेहमीच्या तापमानास विद्युत् निरोधक असतात पण ९८०० से. पेक्षा तापमान वाढले, तर झिर्कोनियम ऑक्साइड संवाहक बनते. कित्येक बोराइडे, कार्बाइडे, नायट्राइडे व सिलिसाइडे असा संवाहकता बदल दाखवितात. ⇨ थर्मिस्टर आणि तापविद्युत् [→ विद्युत्] योजनांत अशा मृत्तिका वस्तूंचा उपयोग होतो.
आधुनिक घडामोडी: मृत्तिका वस्तू झीजरोधी, क्षरणरोधी व हलक्या असतात आणि विशेष म्हणजे त्यांची बळकटी उच्च तापमानातही टिकते. या गुणांचा उपयोग करून घेण्याचे प्रयत्न आधुनिक काळात सर्व पुढारलेल्या देशांत चालू आहेत.
ऊष्मीय एंजिने (उदा., मोटारगाड्यांची इंजिने) जितक्या उच्च तापमानास चालवावी तितकी त्यांची कार्यक्षमता वाढते, त्यामुळे इंधनाची बचत होते, तसेच हवा प्रदूषित करणारे पदार्थही कमी प्रमाणात निर्माण होतात. तथापि पोलाद किंवा इतर मिश्रधातूंपासून बनविलेले यांत्रिक भाग उच्च तापमानात टिकत नाहीत. मृत्तिका वस्तूंपासून असे भाग बनविले, तर कार्यभाग साधू शकेल. सिलिकॉन नायट्राइड व सिलिकॉन कार्बाइड यांपासून एंजिनाच्या टरबाइनाची पाती बनवून चाचण्या घेतल्या जात आहेत. एका जपानी कंपनीने मोटारगाडीचे एक प्रायोगिक एंजिन बनविले आहे. त्यामधील धारवे (फिरते दंड योग्य स्थितीत राहण्यासाठी त्यांना देण्यात येणारे आधार) व दट्ट्याची कडी यांशिवाय सर्व भाग मृत्तिका वस्तूचे बनविलेले आहेत. मृत्तिका वस्तू वापरण्यात आणखी एक फायदा आहे आणि तो म्हणजे त्या बनविण्यासाठी वाळूसारखा मुबलक नैसर्गिक पदार्थ उपयोगी पडतो. दुर्मिळ अथवा महाग धातू वापराव्या लागत नाहीत. तथापि सामान्यतः मृत्तिका वस्तू ठिसूळ असतात. त्यांच्यावर यांत्रिक प्रक्रिया करण्यासाठी महाग यंत्रसामग्री लागते. त्याचप्रमाणे त्यांचा ऊष्मीय प्रसरणांक धातूंच्या ऊष्मीय प्रसरणांकापेक्षा भिन्न असतो आणि त्यामुळे मृत्तिका वस्तू व धातू यांचा एकत्रित उपयोग करणे कठीण असते परंतू अंशत स्थिरीकृत झिर्कोनिया नामक एका मृत्तिका वस्तूचा उपयोग या संदर्भात महत्त्वाचा होऊ शकेल. कारण ती उच्च तापमानांत जरी सिलिकॉन नायट्राइडाइतकी बळकट नसली, तरी ती ठिसूळ नाही आणि तिचा ऊष्मीय प्रसरणांक ओतीव लोखंडाइतकाच आहे.
साचेकामाने मृत्तिका वस्तूपासून टरबाइनाची पाती बनविणे किंवा मृत्तिका वस्तूचे लेपन पात्यांना देणे हे उपायही उच्च तापमानास यंत्रसामग्री वापरण्याच्या दृष्टीने करून पाहिले जात आहेत.
अवकाश प्रवासासाठी जास्त शुद्ध व जास्त काटेकोर गुणधर्म असलेल्या मृत्तिका वस्तूंची आवश्यकता असते. उदा., वजन आणि बळकटी यांचे गुणोत्तर उच्च असणे इ. त्यामुळे नवनवीन मृत्तिका वस्तूंसंबंधी सतत संशोधन चालू आहे. एक टक्क्यापेक्षाही कमी ऑक्सिजन असलेले ॲल्युमिनियम नायट्राइड बनविणे शक्य झाले आहे. त्याच्यापासून एक वातावरणाइतका दाब वापरून तापपिंडानाने (नियंत्रित वातावरण असलेल्या विजेच्या वा वायूच्या भट्टीत भाजण्याच्या क्रियेने) वस्तू बनविता येतात. उच्च तापमान असलेल्या ठिकाणी नेहमीची वंगणे उपयोगी पडत नाहीत. मॉलिब्डेनम डायसल्फाइड (MoS2) आणि कमी तापमानास वितळणाऱ्या काचेत निलंबीत ग्रॅफाइट, त्याचप्रमाणे उच्च तापमानास प्रवाही होणारे काही काच प्रकार वंगणे म्हणून उच्च तापमानास चालणाऱ्या यंत्रसामग्रीत उपयोगी पडतात, असे दिसून आले आहे.
कवळ्यांमध्ये बसविण्याच्या कृत्रिम दातांकरिता पूर्वी एक प्रकारचे पोर्सलीन वापरीत. अलीकडे त्याच्याएवजी प्लॅस्टिकचा उपयोग करतात. अगदी अलीकडे मात्र स्फटिकी ॲल्युमिनाचे प्रमाण उच्च असलेला एक मृत्तिका पदार्थ बळकटी, उष्णता व शीतता यांच्या वहनास रोध आणि नैसर्गिक दातांशी साम्य यांबाबतीत सरस असल्याचे दिसून आले आहे.
मृत्तिका वस्तू आणि धातू अथवा यांच्या एकत्रितपणाने बनविलेल्या संयुक्त वस्तूला ‘सेरमेट’ ही संज्ञा लावतात. ‘सेरॅमिक’ मधील ‘सेर’ ‘मेटल’ यामधील ‘मेट’ यांपासून हा शब्द बनविलेला आहे. यांचा अंतर्भावही उद्योगात होतो [→ सेरमेट].
ॲल्युमिना व सिलिका यांच्या मिश्रणापासून किंवा केवळ ॲल्युमिनापासून बनविलेल्या तंतूंचा शोध १९४० च्या सुमारास अचानकपणे अमेरिकेत लागला व १९७० नंतर त्यामध्ये सुधारणा घडून आल्या. या तंतूंना मृत्तिका तंतू म्हणतात.
शुद्ध ॲल्युमिना व सिलिका यांचे सम प्रमाणात केलेल मिश्रण १,८००० ते २,०००० से. तापमानास वितळवितात व नंतर फवारून किंवा कातून त्यापासून तंतू बनवितात. या तंतूंपासून ब्लँकेट, दोर व कमीअधिक जाडीचे तक्ते बनविले जातात. केवळ शुद्ध ॲल्युमिनापासूनही असे तंतू काढता येतात पण ते महाग पडतात म्हणून वरील तंतूबरोबर मिसळून वापरतात. याच्या वस्तू १,५५०० से. तापमानात टिकू शकतात.
मृत्तिका तंतू वजनाला हलके, लवचिक, तापमानात त्वरेने पाडणारा फरक सहन करणारे व उष्णतावहन न करणारे आणि वापरण्यास सोपे असून त्यांपासून बनविलेली ब्लँकेटे, मृत्तिका वस्तू भाजण्याच्या भट्ट्या, खनिज तेल परिष्करण, काच उत्पादन, लोह व पोलाद निर्मिती या उद्योगांत उपयोगी पडतात. यांचा उपयोग ॲस्बेस्टसापेक्षा सुरक्षित आहे.
भारतात मुरूगप्पा मोरगेनाइट सेरॅसिक फायबर्स लि. ह्या कारखान्याने १९८४ मध्ये या तंतूच्या उत्पादनास सुरुवात केली आहे. येथे तयार केलेले तंतू १,२६०० -१,४००० से. तापमान सहन करू शकतात.
भारतीय उद्योग: ऊर्जा उत्पादन व ऊर्जा प्रेषण या महत्त्वाच्या उद्योगांसह इतर उद्योगधंद्यांतही मृत्तिका उद्योगातून मिळणाऱ्या वस्तू आवश्यक असतात. त्यामुळे मृत्तिका उद्योग हा देशाचा एक महत्त्वाचा उद्योग ठरतो. भारतामध्ये चिनी माती, बॉल मृत्तिका, तापसह माती, क्वार्ट्झ, फेल्स्पार, संगजिरे, बॉक्साइट, जिप्सम इ. खनिज पदार्थ उपलब्ध असल्यामुळे या धंद्याच्या प्रगतीस येथे अनुकूल परिस्थिती आहे. शिवाय हा एक श्रमप्रधान उद्योग आहे. आधुनिक मृत्तिका उद्योगाची सुरुवात भारतात पोर्सलीन या प्रकारापासून झाली. ते तयार करण्याचे प्रयत्न १८३९ साली कलकत्त्याच्या वैद्यकीय महाविद्यालयाच्या संशोधन शाळेत करण्यात आले. त्यानंतर १८६० मध्ये बिहारमधील भागलपूर जिल्ह्यातील कोलगाव येथे पहिला पोर्सलिन कारखाना स्थापन झाला. या कारखान्यात अत्यंत उत्कृष्ट दर्जाचा माल तयार होत असे. येथील टेबल चायना, केमिकल पोर्सलीन व पेरियनवेयर हा माल इंग्लंडातील स्टॅफर्डशरच्या मालाच्या तोडीचा असे तथापि पुढे हा कारखाना बंद पडला. त्यानंतर १९०५ मध्ये कलकत्ता येथेच कासीम बझारच्या महाराजांच्या मदतीने सरलदेव (थोरले) यांनी एक कारखाना काढला. हाच पुढे एम्.जी. भगत यांच्या देखरेखीखाली बंगाल पॉटरीज लि. या नावाने प्रसिद्धीस आला. या कारखान्यात चांगली मृत्तिका पात्रे व बोनचायना भोजनपात्रे, त्याचप्रमाणे विजेच्या धंद्यात लागणारे उच्च विद्युत् दाब निरोधक मोठ्या प्रमाणावर तयार होतात. १९३४ साली या कारखान्याने ३ लाख रु. किंमतीच्या मालाची विक्री केली व ती आता जवळजवळ ३ कोटी रु. पर्यंत वाढली आहे.
मद्रास येथील ईस्ट इंडिया डिस्टिलरीज अँड शुगर इंडस्ट्रीजच्या कारखान्यात १८९५ मध्ये अम्ले ठेवण्याच्या मोठमोठ्या दगडी बरण्या बनविण्यास सुरुवात झाली. १९५२ पासून येथे स्वच्छता पात्रेही बनू लागली आहेत. याच कारखान्यात १९३० साली पहिली बोगदा भट्टी बांधली गेली.
ग्वाल्हेर नरेशांच्या मदतीने १९१५ मध्ये डी. सी. मुजुमदार यांनी ग्वाल्हेर येथे एक कारखाना उघडला व १९५२ मध्ये दिल्ली येथे ग्वालियर पॉटरी वर्क्स ह्या कारखान्याची स्थापना केली. या कारखान्यात उच्च दर्जाची मृत्तिका पात्रे, कपबश्या व झिलई केलेल्या फरश्या तयार होतात.
इ. स. १९३१ मध्ये सौराष्ट्रात ⇨ परशुराम बळवंत गणपुले यांनी चिकणमातीपासून स्वस्त किंमतीची, टिकाऊ व कठीण अशी अश्मपात्रे, बरण्या, वाट्या इ. वस्तू बनविण्यास सुरुवात केली. आज त्यांचे पाच मोठे कारखाने ठाणे, मोरवी, वाकानेर, ध्रांगध्रा व सिहोर येथे आहेत. आगविटा, स्वच्छता पात्रे, झिलईदार फरश्या, बरण्या, कपबशा वगैरे अनेक प्रकारच्या वस्तू येथे तयार होतात.
इ. स. १९३० च्या स्वदेशी चळवळीने मृत्तिका उद्योगास खूप प्रोत्साहन दिले व अनेक लहानमोठे कारखाने अस्तित्वात आले. याच सुमारास पंडित मदन मोहन मालवीय यांनी बनारस येथे बनारस विश्वविद्यालयात मृत्तिका उद्योग तंत्र शिकविण्यासाठी एक स्वतंत्र विभाग उघडला. येथे शिकून तयार झालेल्या तंत्रज्ञांनी लहानमोठे कारखाने काढण्यास व चालविण्यास महत्त्वाचा हातभार लावला.
इ. स. १९३५ मध्ये बंगलोर येथे गव्हर्नमेंट पोर्सलीन फॅक्टरी नावाचा एक उच्च विद्युत् दाब निरोधक तयार करण्याचा कारखाना स्थापन करण्यात आला. विजेवर चालणारी बोगदा भट्टी येथेच प्रथम बांधण्यात आली. निप्पोन गैशी कैशा लि. या कंपनीच्या साहाय्याने कारखान्याची पुनर्रचना करण्यात आली आहे.
इ. स. १९०५ मध्ये भारतात मृत्तिका उद्योगाचे तीन चार कारखाने होते. पुढील वीस वर्षांत त्यांची संख्या पाच-सातांनी वाढली, दुसऱ्या महायुद्धानंतर ४३ कारखाने स्थापन झाले व १९८५ मध्ये कारखान्यांची संख्या सु. १५० होता. पहिल्या तीन पंचवार्षिक योजना काळात जपान, अमेरिका, जर्मनी, इंग्लंड, फ्रान्स, चेकोस्लोव्हाकिया इ. देशांचे तांत्रिक सहकार्य मिळाल्यामुळे अनेक लहानमोठे कारखाने भारतात निघाले. उत्तम दर्जाची स्वच्छता पात्रे, उच्च विद्युत् दाब निरोधक, झिलईदार फरशा, कपबशा अशा अनेक प्रकारच्या वस्तू येथे तयार होऊ लागल्या असून काही प्रमाणात त्या मध्यपूर्व व अरब देशांत निर्यातही होऊ लागल्या आहेत. १९८५ मध्ये भारतात कपबश्यांचे ४४, स्वच्छता पात्रांचे २१, झिलईदार फरशीचे ७, उच्च विद्युत् दाब निरोधकांचे ८, नीच विद्युत् दाब निरोधकांचे १७, अश्मपात्री नळांचे २१ व अश्मपात्रांचे २६ कारखाने होते. तथापि दरसाल ३ ते ४ लाख रुपयांच्या कपबश्या, १·५ ते २ कोटी रुपयांचे उच्च विद्युत् दाब निरोधक आयात करावे लागतात.
|
कोष्टक क्र. १. भारतातील मृत्तिका कारखान्यांची संख्या व उत्पादन (टनांत)
कोष्टक क्र. २. पंचवार्षिक योजनांचे निर्यात उद्दिष्टांक (टनांत)
कोष्टक क्र. ३. भारतातील विविध मृत्तिका वस्तूंची उत्पादनक्षमता व उत्पादन (टनांत)
|
भारत स्वतंत्र झाल्यावर पहिल्या तीन पंचवार्षिक योजनांत शासनाने मृत्तिका उद्योगासाठी जे निर्यात उद्दिष्टांक ठरविले ते कोष्टक क्र. २ मध्ये दिले आहेत.
मृत्तिका उद्योग निर्यात उत्तेजन मंडळाने चवथ्या पंचवार्षिक योजनेत १९७०–७१ सालापर्यंत २ कोटी रुपयांचा माल निर्यात करण्याचे उद्दिष्ट ठरविले होते. त्यात कपबश्यांचा उद्दिष्टांक ३० लाख रुपये होता.
कोष्टक क्र. ३ मध्ये वरील मृत्तिका वस्तूंचे उत्पादनक्षमता आणि उत्पादन यांचे आकडे दिले आहेत.
पहा : अपघर्षक उच्चतापसह पदार्थ एनॅमल काच फेराइटे मृत्तिका मृत्पात्री सिमेंट सेरमेट.
संदर्भ : 1. Bidnikov, P. P. The Technology of Ceramics and Refractories, Cambridge, Mass., 1964.
2. Chandler, M. H. Ceramics in the Modern World, New York, 1968.
3. Henry, E. C. Electronic Ceramics, New York, 1969.
4. Hove, J. E. Riley, W. C. Modern Ceramics, New York, 1965.
5. Kingery, W. D. and others, Introduction to Ceramics, New York, 1976.
6. Lee, P. W. Ceramics, New York, 1961.
7. Nelson, G. C. Ceramics : A Potter’s Handbook, New York, 1966.
8. Norton, F. H. Elements of Ceramics, Reading, Mass., 1957.
9. Roy Buzman, B. K. Pottery at Kumbharwada, Bombay, New Delhi, 1971.
10. Singer, F. Singer S. S. Industrial Ceramics, London, 1963.
लेले, र. वि. केळकर, गो. रा.
“