लेथ : (कातणयंत्र). यांत्रिक हत्यारांमधील [⟶यांत्रिक हत्यारे] लेथ हे एक महत्त्वाचे यंत्र आहे. यात चालक ठोकळ्यातील यंत्राची आडवी दंडिका बाह्य शक्तीने फिरवून त्यावरील धारक साधनात नग (जॉब) पक्का बसवून त्याच्या पृष्ठभागाचे यंत्रण (कातण) एकधारी कर्तन हत्याराने केले जाते. कर्तन हत्यार धारक ठोकळ्यांत पक्के बसविलेले असून ते नगाच्या लांबीवर व तोंडावर दंडिकेच्या अक्षाशी समांतर किंवा हव्या त्या कोनात नगाच्या फेऱ्यागणिक ठराविक प्रमाणात सरकते ठेवल्याने यंत्रणक्रिया होते. भरीव किंवा पोकळ नगाला दंडगोलीय, शंकाकारी, गोलीय, अंतर्वक्र वा बहिर्वक्र असा अंतर्बाह्य आकार त्यामुळे दिला जातो.
इतिहास : इ. स. १५६९ मध्ये फ्रान्समध्ये लाकूड कातण्याचा लेथ वापरत असत. मात्र तो दोरी ओढून हाताने उलटसुलट दिशांना फिरविला जाई. एंजिनाच्या धातूच्या सिलिंडराचे प्रच्छिद्रण करण्यासाठी १७७४ मध्ये इंग्लंडमध्ये जॉन विल्किन्सन यांनी प्रथम साधे पण अचूक यंत्रण करणारे प्रच्छिद्रण यंत्र तयार केले. नंतर १७९७ मध्ये हेन्री मॉडस्ले यांनी इंग्लंडमध्ये पुरोगती स्क्रू वापरून सुधारित लेथ धातुकातणासाठी तयार केला. १८१८ मध्ये इंग्लंडात तीन टप्प्यांच्या शंकुकप्पीचा पश्चदंतचक्रांसह (आखूड दंडिकेच्या टोकांवर पक्क्या बसविलेल्या दंतचक्रांसह) उपयोग करून नगाला निरनिराळ्या सहा गती देण्यात येऊन पेचण (पेच वा आटे पाडणाऱ्या) लेथची निर्मिती केली गेली. १८९२ मध्ये अमेरिकेत संशोधन होऊन विविध दंतचक्रे एकत्र जोडून कर्तन हत्याराच्या संभरणासाठी निरनिराळ्या गती देण्याचे कार्य सुलभ करणारा लेथ तयार करण्यात आला. १९०५ साली दंतचक्री चालक ठोकळा बसवून दांडीने त्यातील दंतचक्रांची जोडणी करून नगाला हवी ती गती जलद पुरविणारा लेथ तयार केला गेला. कालांतराने या यंत्राचा आणखी विकास करून कर्तन हत्यारासाठी २४ ते ५६ संभरण गतींची व नग बसविलेल्या दंडिकेसाठी विविध ८ ते २४ गतींची सुविकसित स्वयंचलित अंकीय नियंत्रण पद्धतीची [⟶यांत्रिक हत्यारे] लेथ यंत्रे इतर प्रगत देशांप्रमाणे भारतातही तयार करण्यात आली आहेत.
प्रकार : लाकडी लवचिक पट्टीला इंग्रजीत लॅथ (lath) असे म्हणतात. सोळाव्या शतकाच्या पूर्वी झाडाच्या लवचिक फांदीवर दोर टाकून कातणयंत्राची दंडिका फिरविण्याचे काम फांदीचे टोक हाताने वर्तुळाकार फिरवून केले जाई. या क्रियेवरून कातणयंत्रास लेथ असे नाव दिले गेले. लाकडी माळांचे मणी, लाकडाच्या खुंट्या, रिंगणी, लाटणी इ. तसेच पितळी लहान वजने कातून तयार करण्यासाठी कारागिरानेच एका हाताने धनुष्यातील दोरीने दंडिकेवरील नगाला फिरती गती देण्याचे कार्य करतानाच दुसऱ्या हाताने पायाच्या चवड्याचा आधार दिलेले कर्तन हत्यार सरकविण्याच्या कातणयंत्रास ‘धनुलेथ’म्हणतात. पितळी करंडे व वजने तयार करण्यासाठी एका चाकावर व दंडिकेवर बसविलेल्या निरंत वादीने कारागीर पायाने शिवणयंत्राप्रमाणे पायटा चालवून हाताने कर्तन हत्यार फिरत्या नगावर सरकवून कातण करण्याच्या कातण यंत्रास ‘पायटा लेथ’म्हणतात. ज्या ठिकाणी लेथसाठी बाह्यशक्ती उपलब्ध नसते अशा ग्रामीण भागात अजूनही अशा प्रकारची लेथ यंत्रे वापरतात. पूर्वी विद्युत् शक्तीच्या अभावामुळे साधा लेथ किंवा पेचण लेथ तेलावर चालणाऱ्या एंजिनाच्या यांत्रिक शक्तीने चालविला जात असे म्हणून त्यास ‘एंजिन लेथ’ म्हणण्याचा प्रघात पडला. पुढे ज्या प्रकारचे काम केले जाई त्या कामाच्या प्रकारावरून रचनेतील वैशिष्ट्याप्रमाणे ‘लाकूड कातकाम लेथ’, धातूच्या पत्र्याला हवा तो आकार देणारा परिवलन लेथ [⟶धातुरूपण], नग दोन केंद्रटेकूंच्या आधाराने फिरवून कातकाम करण्यासाठी ‘केंद्र लेथ’ व नगावर चमक आणण्यासाठी वापरलेला ‘घासकाम लेथ’ या सर्व प्रकारांचा ‘वेगवान लेथ’ या नावाखाली समावेश होऊ लागला. घड्याळातील लहानसहान भागांचे कातण करण्यासाठी ‘घड्याळ लेथ’ वापरतात. उत्पादन कामासाठी कर्तन हत्यारे बसविलेला आडव्या रहाटाचा ‘कॅप्स्टन लेथ’ व उभ्या रहाटाचा ‘टॅरेट लेथ’वापरतात. उत्पादन कारखान्यातील कामासाठी लहानसहान हत्यारे, धारक पकडी, छिद्रपाट वगैरे साधनांचे अचूक यंत्रण करण्यासाठी ‘साधन-कक्ष लेथ’वापरतात. याव्यतिरिक्त इतर विशिष्ट कामांची लेथयंत्रे व ‘स्वयंचलित एक-दंडिका व बहुदंडिका कातणयंत्रे’ लेथच्या गटातील समजली जातात. [⟶यांत्रिक हत्यारे].
सर्वसाधारण रचना : या सर्व प्रकारच्या लेथमध्ये प्रमुख भागांची रचना सर्वसाधारणपणे सारखीच असते. उभी फिरती दंडिका असणाऱ्या लेथला ‘उभा लेथ’ म्हणतात.
आ. १ मधील लेथची बैठक आडवी असून तिच्याशी चालक ठोकळ्यातील मुख्य दंडिकेचा अक्ष समांतर असतो. पूर्वीच्या लेथमध्ये मुख्य दंडिका बाहेरून फिरविली जात असे, तर आधुनिक लेथमध्ये कपाटी पायात विद्युत् चलित्र (मोटर) बसवून सुरक्षिततेसाठी आतून फिरविली जाते. आ. १ मधील क्र. ३, ४, ५, ६, ७, ८, ९, १०, ११, १२, १३, १४ व १५ हे मुख्य महत्त्वाचे भाग समजले जातात. क्र. १, २, ४, ९, १२,२३ व २५ हे 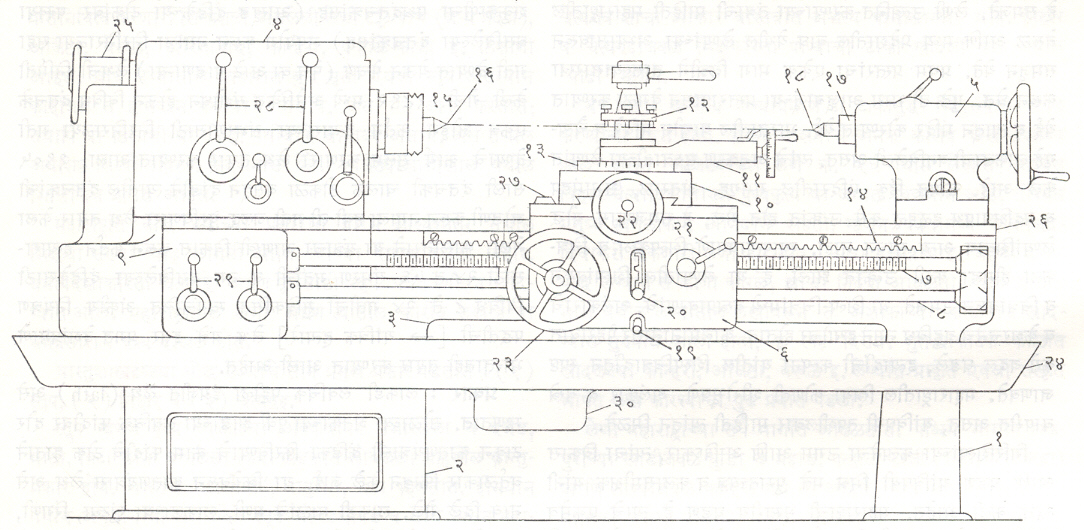 भाग बिडाचे ओतीव असतात. क्र. ३, ५, ६, १०, ११, १३, १४, १७ व २६ हे भाग निकेल, क्रोमियम, व्हॅनेडियम व मँगॅनीज मिश्रित बिडाचे ओतीव असतात. क्र. ७, ८, १५ व २२ हे भाग उच्च प्रतीच्या पोलादाचे असतात. क्र. १६ व १८ हे भाग हत्यारी किंवा मूस पोलादाचे असतात. क्र. १९, २०, २१, २७, २८ व २९ हे भाग मध्यम कार्बन पोलादाचे असतात. क्र. २४ व ३० हे भाग मृदू पोलादाचे असतात. मुख्य दंडिकेचे आधार व रेटा धारवे गन मेटलचे (ब्रॉंझच्या एका प्रकारचे) किंवा क्रोमियम पोलादाचे गोलक धारवे [⟶धारवा] असतात. गती बदलणारी दंतचक्रे निकेलमिश्रित कार्बन पोलादाची असून पुरोगती स्क्रूचा अर्धनट गन मेटलचा असतो. लेथवर यंत्रणक्रियेत जी कर्तन प्रेरणा येते त्यामुळे जे हादरे किंवा धक्के बसतात ते बीड धातू शोषून घेते म्हणून नगाचा पृष्ठभाग स्वच्छ व सफाईदार कातला जातो. बिडाची झीज फार कमी होत असल्याने सरकते भाग लवकर झिजत नाहीत. तसेच ही धातू किंमतीने स्वस्त असून वजनाला जड असते व त्यामुळे यंत्राचा गुरुत्वमध्य पायाकडे असतो.
भाग बिडाचे ओतीव असतात. क्र. ३, ५, ६, १०, ११, १३, १४, १७ व २६ हे भाग निकेल, क्रोमियम, व्हॅनेडियम व मँगॅनीज मिश्रित बिडाचे ओतीव असतात. क्र. ७, ८, १५ व २२ हे भाग उच्च प्रतीच्या पोलादाचे असतात. क्र. १६ व १८ हे भाग हत्यारी किंवा मूस पोलादाचे असतात. क्र. १९, २०, २१, २७, २८ व २९ हे भाग मध्यम कार्बन पोलादाचे असतात. क्र. २४ व ३० हे भाग मृदू पोलादाचे असतात. मुख्य दंडिकेचे आधार व रेटा धारवे गन मेटलचे (ब्रॉंझच्या एका प्रकारचे) किंवा क्रोमियम पोलादाचे गोलक धारवे [⟶धारवा] असतात. गती बदलणारी दंतचक्रे निकेलमिश्रित कार्बन पोलादाची असून पुरोगती स्क्रूचा अर्धनट गन मेटलचा असतो. लेथवर यंत्रणक्रियेत जी कर्तन प्रेरणा येते त्यामुळे जे हादरे किंवा धक्के बसतात ते बीड धातू शोषून घेते म्हणून नगाचा पृष्ठभाग स्वच्छ व सफाईदार कातला जातो. बिडाची झीज फार कमी होत असल्याने सरकते भाग लवकर झिजत नाहीत. तसेच ही धातू किंमतीने स्वस्त असून वजनाला जड असते व त्यामुळे यंत्राचा गुरुत्वमध्य पायाकडे असतो.
मुख्य भागांचे कार्य : बैठक : पाय व कपाटी पायावर अंगभूत तीर दिलेली फासळीबद्ध बैठक आडवी भुईपायाशी समांतर पक्की बसविलेली असते. बैठकीच्या माथ्यावर लांबीच्या दिशेत अंगभूत उलट इंग्रजी व्ही (V) अक्षराच्या आकाराचे दोन रूळ मार्ग पर्याण सरकविण्यासाठी ठेवलेले असतात. बैठकीच्या अशा रचनेमुळे तिला किंचितही बाक न येता ती सरळ समतल राहते.
चालक ठोकळा : हा पोकळ ठोकळा बैठकीच्या एका टोकाकडे पक्का बसविलेला असून त्यात आधार व रेटा धारव्यांत मुख्य फिरती दंडिका बसविलेली असते. या दंडिकेला निरनिराळ्या गती देण्यासाठी तिच्यावर निरनिराळ्या व्यासांची टप्पा शंकुकप्पी पश्चदंतचक्रासह किंवा दंतचक्रमाला[⟶दंतचक्र] बसवितात. दंडिका बहुधा पोकळ असून तिच्या पुढच्या तोंडाकडील पोकळी नरसाळ्याच्या आकाराची असून तीत निमुळता चल केंद्रटेकू बसविलेले निमुळते सॉकेट (उखळी) बसवितात, तसेच संग्रहित पकड (कॉलेट) विशिष्ट नग पकडण्यासाठी बसवितात. मुख्य दंडिकेच्या तोंडावर पेच (आटे) पाडलेले असून त्यावर चालक तबकडी, चक्री पकडी किंवा मुख तबकडी यंत्रणक्रियेसाठी नग पक्का पकडून ठेवण्याकरिता बसवितात. पोकळ दंडिकेतून धातूचा लांब गज सारून तो पकडीत पकडून त्यावर यंत्रण करता येते. दंडिकेच्या बाहेरच्या टोकावर पक्के दंतचक्र बसवून त्याची जोडणी संभरण पेटीतील दंतचक्रमालेद्वारे संभरण दंडावर किंवा पुरोगती स्क्रूवर पक्क्या बसविलेल्या दंतचक्राशी करून त्यांना हवी ती संभरण गती पुरविली जाते. मुख्य दंडिकेची परिभ्रमी दिशा उलट करण्यासाठी व्युत्क्रमी कळ वापरतात.
दुय्यम ठोकळा : हा ठोकळा पोकळ असून तो बैठकीवर सरकवून हव्या त्या अंतरावर पक्का करता येतो. त्याच्या बैठकीचा वरचा भाग लेथच्या बैठकीशी काटकोनात पुढे व मागे सरकवून हवा तिथे पक्का करता येतो. त्यामुळे चल व अचल केंद्रटेकूंमध्ये धरलेला नग तिरपा होऊन डावी किंवा उजवी बाजू निमुळती कातता येते. दुय्यम ठोकळ्यास पुढे-मागे सरकणारा रेटक असून त्याच्या नरसाळी तोंडात हव्या त्या प्रकारचा निमुळता अचल केंद्रटेकू बसवितात. नगाचे निमुळते यंत्रण करताना घर्षण कमी करण्यासाठी परिभ्रमी अचल केंद्रटेकू बसवितात. रेटकाची सरकचाल हव्या त्या ठिकणी दाबपकडीने रोखता येते. रेटकात छिद्रक पकड, छिद्रतासणी वा अंतःसूत्रक (आतून आटे पाडणारे साधन) बसवून नगाच्या तोंडावर छिद्रण, छिद्रतासणी वा अंतःसूत्रण करता येते.
पर्याण : हा भाग गाडीप्रमाणे लेथच्या बैठकीवरील रूळमार्गावर नगाच्या दर फेऱ्यागणिक कर्तन हत्याराच्या संभरणासाठी नगाच्या लांबीच्या दिशेत हवा तितका संभरण दंडाच्या किंवा पुरोगती स्क्रूच्या चालनाने अथवा पर्याणावरील मुख्य सरळ सरकपाट हातचक्राने सरकविता येतो. त्यासाठी लेथच्या
बैठकीवरील दर्शनी अंगावर खालच्या बाजूस एक दंतपट्टी पक्की बसविलेली असून तिच्याशी एक दंतचक्रिका निगडित केलेली असते. पर्याण स्वयंचलित करण्यासाठी संभरण कळ व संभरण पेटी नियंत्रक वापरतात. पर्याणाच्या तळाला इंग्रजी व्ही (V) आकाराचे गाळे असून ते लेथच्या बैठकीवरील रूळमार्गाशी निगडित असतात. व्ही आकाराच्या रूळमार्गावर पर्याण पुढे व मागे सरकताना त्या बाजूवर घसरण्याची मोकळीक राहत नाही. त्यामुळे कर्तन हत्याराच्या धारेचा नगाशी स्पर्श सतत एकसारखा राहतो. पर्याणातील तळाच्या व्ही गाळ्यांच्या एका बाजूवर उच्च कार्बन पोलादाच्या पट्ट्या (जिब) बसवितात. त्यामुळे त्या पट्ट्यांची झीज झाल्यावर त्या बदलून नव्या बसविता येतात. पर्याणाच्या माथ्यावर मुख्य सरकपाट बसविण्यासाठी कुलपी भाग (होला पक्ष्याच्या शेपटाच्या आकाराचा) अंगभूत ठेवलेला असतो.
पुरोगती स्क्रू : लेथच्या बैठकीच्या दर्शनी अंगावर लांबीच्या दिशेत हा स्क्रू बसविलेला असतो. त्यास दोन धारबा पुंगळ्यांचा (दंडगोलाकार नलिकांचा) आधार दिलेला असून एका टोकावर हवे ते दंतचक्र बसवून त्याची जोडणी संभरण पेटीतील किंवा शीघ्र परिवर्तनी दंतचक्र पेटीतील दंतचक्रमालेमार्गे मुख्य दंडिकेवरील दंतचक्राशी करतात. या स्क्रूवर ॲक्मे प्रकारचे एकेरी पेच [⟶स्क्रू] पाडलेले असून त्याचे सूत्रांतर (दोन लगतच्या पेचांमधील अंतर) निरनिराळे असते. त्यामुळे भरीव किंवा पोकळ नगावर बाह्य व आतले पेच कातता येतात. जेव्हा पुरोगती स्क्रूच्या लांबीवर खुला चाबी गाळा काढलेला असतो त्या वेळेस त्याचा उपयोग संभरण दंडासारखाही होतो. पेचण कळीने पुरोगती स्क्रू कार्यान्वित करतात.
संभरण दंड : नगाच्या दर फेऱ्यागणिक कर्तन हत्याराची चाल नगाच्या पृष्ठभागावर व तोंडावर किती प्रमाणात व्हावी यासाठी पुरोगती स्क्रूच्या खालच्या जागी संभरण दंड पुरोगती स्क्रूप्रमाणेच बसवून संभरण पेटीतील दंतचक्रमालेमार्गे त्याला मुख्य दंडिकेपासून हवी ती गती पुरविलेली असते. संभरण कळीने संभरण दंड कार्यान्वित करतात.
मुख्य सरकपाट : याच्या तळाला कुलची गाळा अंगभूत ठेवलेला असून पर्याणाच्या तळाप्रमाणे त्याच्या एका बाजूवर उच्च कार्बन पोलादाची पट्टी बसविलेली असते. या गाळ्यात पर्याणाच्या माथ्यावरील कुलपी भाग घुसविल्यामुळे मुख्य सरकपाट लेथच्या बैठकीशी काटकोनात पुढे-मागे आडवा सरकतो. सरकविण्याची क्रिया एका स्क्रूने हाताने किंवा स्वयंचलित रीत्या केली जाते. या स्क्रूच्या गळपट्टीवर अंशन (अंशाच्या खुणा) केलेले असून त्याला हातचक्र बसविलेले असते. या सरकपाटाच्या माथ्यावर कोनदर्शक तबकडी बसविलेली असते. ती हव्या त्या कोनात फिरविता येते.
दुय्यम सरकपाट : कोनदर्शक तबकडीच्या माथ्यावर दुय्यम सरकपाट कुलपी भाग व कुलपी गाळा यांच्या योजनेने एका स्क्रूने पुढे-मागे मुख्य सरकपाटाप्रमाणे सरकविता येतो. कोनदर्शक तबकडी हव्या त्या कोनात फिरवून पक्की केली की, दुय्यम सरकपाटावरील हत्यारधारक ठोकळ्यातील कर्तन हत्यार नगाची डावी किंवा उजवी बाजु निमुळती कातते. मात्र याची सरकचाल आखूड असते. सरकविण्याची क्रिया एका स्क्रूने हाताने केली जाते.
हत्यारधारक ठोकळा : हा भाग दुय्यम सरकपाटाच्या माथ्यावर बसविलेला असतो. हत्यारधारक ठोकळे निरनिराळ्या प्रकारचे असतात. त्यात हवी ती एकधारी कर्तन हत्यारे बोल्टांच्या साहाय्याने पक्की बसवितात. कोनदर्शक तबकडीवरील दुय्यम सरकपाट व हत्यारधारक ठोकळा हे भाग काढून त्या ठिकाणी स्वतंत्र विद्युत् चलित्राने फिरणारा ‘हत्यारधारक शाणनक’ बसवून अपघर्षकी (खरवडून व घासून गुळगुळीत करणाऱ्या) शाणनचक्राने प्रथम यंत्रण केलेल्या भरीव किंवा पोकळ नगाचे बाहेरून किंवा आतून शाणन करतात. असे शाणनयंत्र लेथचे उपांग समजले जाते.
या भागांशिवाय निचरा संकलक व शीतनक द्रवकुंड लेथचे पाय व बैठक यांमध्ये बसवितात. शीघ्रगतीने यंत्रणक्रिया करताना हत्याराची धार व नग गरम होतात म्हणून त्यांची उष्णता काढून घेण्यासाठी कर्तन तेल किंवा शीतनक द्रव कुंडातून पंपाने नळीवाटे पुरवितात. यंत्रणाने निघालेला धातूचा कात किंवा कीस तसेच वापरलेला शीतनक द्रव निचरा संकलनात जमून कुंडावर बसविलेल्या गाळणीतून शीतनक द्रव पुन्हा कुंडात साठतो. दंतचक्र पेटीवरील नियंत्रकांनी मुख्य दंडिकेला हवी ती गती देता येते. त्याचप्रमाणे संभरण पेटीवरील नियंत्रकांनी कर्तन हत्याराला हवी ती संभरण गती देता येते.
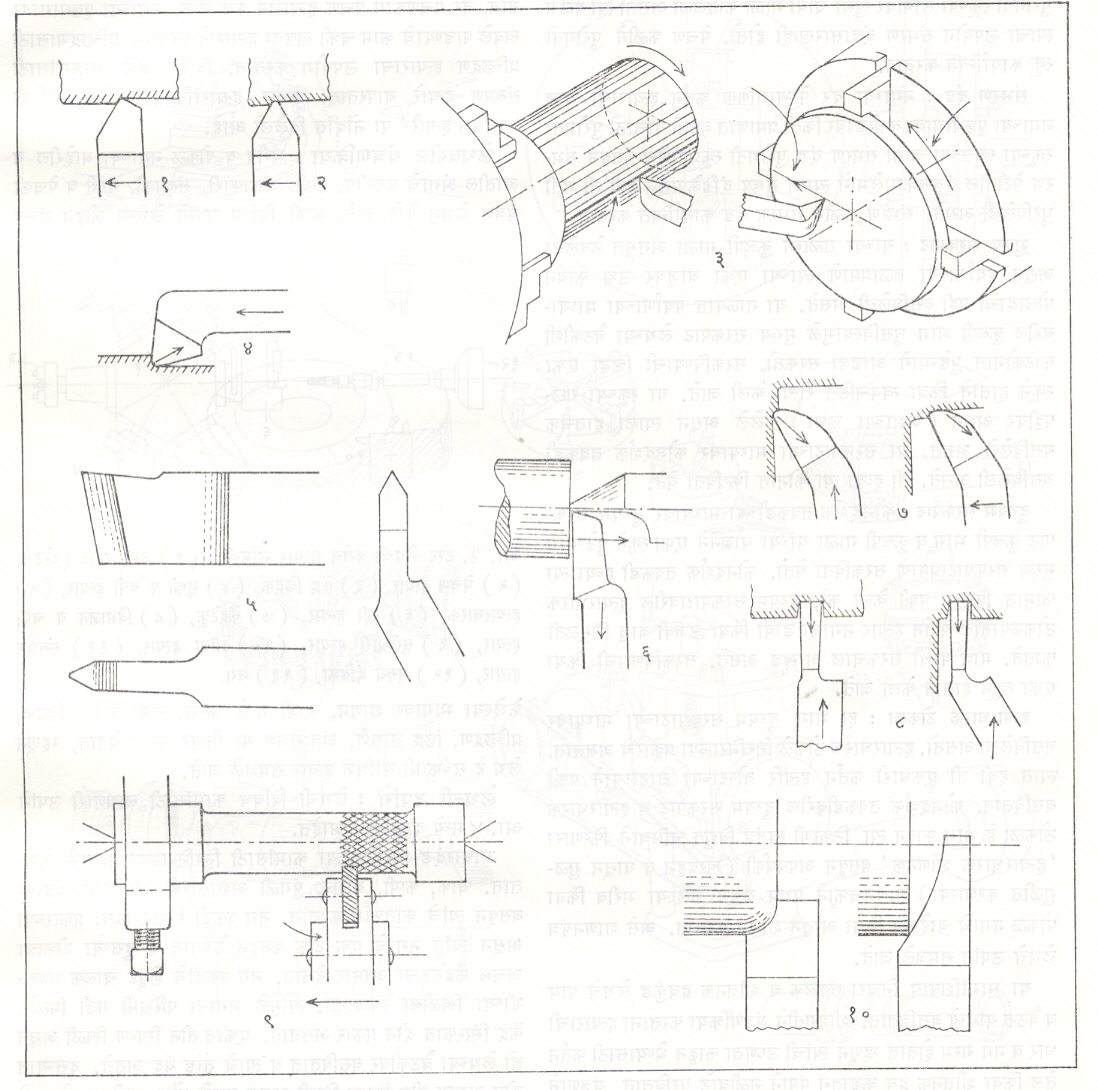
लेथची कर्तन हत्यारे : निरनिराळ्या यंत्रणक्रियेसाठी एकधारी निरनिराळी कर्तन हत्यारे वापरावी लागतात. ती आ. २ मध्ये दाखविली आहेत. नगावरील ओबडधोबड पृष्ठभागाचे प्राथमिक यंत्रण करण्यासाठी आकडी हत्यार वापरतात तसेच भरड हत्यारही वापरतात. नगावरील खाचेतील कातकामासाठी सव्य-अपसव्य सुरीधारी हत्यारजोडी वापरतात. याच कामासाठी पार्श्व हत्यारजोडीचाही उपयोग करतात. यांना मुखी हत्यारे असेही म्हणतात. अंतर्वक्र गोलाईसाठी त्रिज्या हत्यार वापरतात, तर नगाच्या विभाजनाकरिता विभाजक हत्याराचा उपयोग करतात. परिघी प्रतलीय यंत्रण व्ही हत्याराने करतात, तर पेचणकाम पेचण हत्याराने केले जाते. नगाच्या पृष्ठभागावर खवले पाडण्याचे काम चक्री खवला हत्याराने करतात. प्रच्छिद्रणासाठी प्रच्छिद्रण हत्याराचा उपयोग करतात. विविध वक्र आकारांसाठी संरूपण हत्यारे वापरतात. कर्तन हत्यारांविषयी अधिक माहिती ‘यांत्रिक हत्यारे’ या नोंदीत दिलेली आहे.
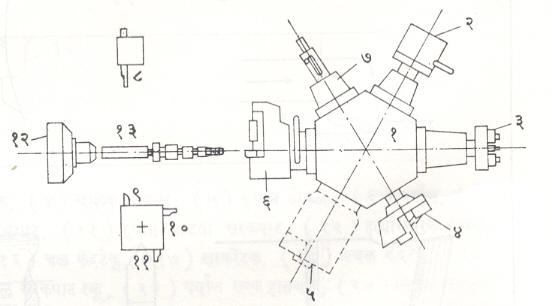
लेथची उपांगे : लेथची विविध कामांसाठी लागणारी उपांगे आ. ४ मध्ये दाखविली आहेत. आधारदंड निरनिराळ्या कामांसाठी निरनिराळ्या प्रकारचे असतात. चाक, कप्पी, वॉशर, पुंगळी अशासारखे नग आधारदंडावर बसवून त्यांचे कातकाम करतात. नग पकडी निरनिराळ्या प्रकारच्या असून त्यांत नगाचे एक टोक पकडून ठेवतात व दुसऱ्या टोकाला अचल केंद्र टेकूचा आधार देतात. नग पकडीचे
 शेपूट चालक तबकडीच्या खिळीला टेकवतात. त्यामुळे नगाला परिभ्रमी गती मिळते. केंद्र स्थिरकांत दोन प्रकार असतात. एकात तीन स्थिरण खिळी असून तो लेथच्या बैठकीवर बसवितात व त्याचे तोंड बंद असते. दुसऱ्यात दोन अथवा तीन स्थिरण खिळी असून त्याचे तोंड उघडे असते व तो पर्याणावर बसवितात. त्यामुळे नगाचे कातकाम करताना तो नगाच्या लांबीच्या दिशेत धारेच्या हत्याराबरोबर सरकतो म्हणून त्यास अनुगामी स्थिरक म्हणतात. यांच्यामुळे कमी व्यासाचा जास्त लांबीचा नग कातकाम करताना मध्यभागी स्थिर राहतो व वाकत नाही. चालक तबकडी बिडाची असून तिच्या तोंडावर गाळा किंवा खीळ असते. ही तबकडी लेथच्या मुख्य दंडिकेवर पक्की बसवतात व खिळीला नग पकडीचे शेपूट टेकवितात अथवा शेपूट वळविलेले असल्यास गाळ्यात बसवितात. मुख तबकडी बिडाची असून लेथच्या मुख्य दंडिकेवर पक्की बसवून तिच्या तोंडावर विषम आकाराच्या नगाची बांधणी करतात. पेचण मार्गणक नगावर पेच पाडताना कर्तन हत्यारास योग्य मार्गावर ठेवतो. चार जबड्यांची चक्री पकड विषम आकाराच्या नगास केंद्रस्थानी आणून पकडून ठेवते. तीन जबड्यांची स्वकेंद्री चक्री पकड दंडगोल नगास आपोआप केंद्रस्थानी आणून पकडून ठेवते. चल केंद्रटेकू मुशीच्या पोलादाचा बनविलेला असून तो उखळी धारकाच्या साहाय्याने लेथच्या फिरत्या मुख्य दंडिकेच्या तोंडात बसवितात. परिभ्रमी अचल केंद्रटेकू लेथच्या दुय्यम ठोकळ्यात नगाचे निमुळते कातकाम करताना बसवितात, त्यामुळे घर्षण कमी होते. छिद्रक पकडीत छिद्रक पकडून नगाच्या तोंडावर छिद्र पाडतात. त्यासाठी ही पकड दुय्यम ठोकळ्यात बसवितात. शंक्वाकारी कातण उपांग लेथच्या पर्याणावर बसवून नगावर जास्त लांबीचे निमुळते कातकाम करतात. हत्यारधारक शाणनक लेथमध्ये हत्यार धारकाच्या ठिकाणी बसवून भरीव अथवा पोकळ नगाच्या वर्तुळाकार पृष्ठभागाचे कातकाम केल्यावर शाणन करण्यासाठी वापरतात. यात शाणन चक्र विद्युत् चलित्राने फिरविण्याची व्यवस्था केलेली असते. संग्रहीत पकड निरनिराळ्या आकारांच्या सुया व खिळीसारखे नग पकडून ठेवण्यासाठी लेथच्या मुख्य दंडिकेच्या तोंडात बसवितात. या व्यतिरिक्त नग पकडण्यासाठी चुंबकीय, द्रवीय अथवा संपीडित वातचलित (दाबाखालील हवेवर कार्य करणाऱ्या) चक्री पकडीही वापरतात.
शेपूट चालक तबकडीच्या खिळीला टेकवतात. त्यामुळे नगाला परिभ्रमी गती मिळते. केंद्र स्थिरकांत दोन प्रकार असतात. एकात तीन स्थिरण खिळी असून तो लेथच्या बैठकीवर बसवितात व त्याचे तोंड बंद असते. दुसऱ्यात दोन अथवा तीन स्थिरण खिळी असून त्याचे तोंड उघडे असते व तो पर्याणावर बसवितात. त्यामुळे नगाचे कातकाम करताना तो नगाच्या लांबीच्या दिशेत धारेच्या हत्याराबरोबर सरकतो म्हणून त्यास अनुगामी स्थिरक म्हणतात. यांच्यामुळे कमी व्यासाचा जास्त लांबीचा नग कातकाम करताना मध्यभागी स्थिर राहतो व वाकत नाही. चालक तबकडी बिडाची असून तिच्या तोंडावर गाळा किंवा खीळ असते. ही तबकडी लेथच्या मुख्य दंडिकेवर पक्की बसवतात व खिळीला नग पकडीचे शेपूट टेकवितात अथवा शेपूट वळविलेले असल्यास गाळ्यात बसवितात. मुख तबकडी बिडाची असून लेथच्या मुख्य दंडिकेवर पक्की बसवून तिच्या तोंडावर विषम आकाराच्या नगाची बांधणी करतात. पेचण मार्गणक नगावर पेच पाडताना कर्तन हत्यारास योग्य मार्गावर ठेवतो. चार जबड्यांची चक्री पकड विषम आकाराच्या नगास केंद्रस्थानी आणून पकडून ठेवते. तीन जबड्यांची स्वकेंद्री चक्री पकड दंडगोल नगास आपोआप केंद्रस्थानी आणून पकडून ठेवते. चल केंद्रटेकू मुशीच्या पोलादाचा बनविलेला असून तो उखळी धारकाच्या साहाय्याने लेथच्या फिरत्या मुख्य दंडिकेच्या तोंडात बसवितात. परिभ्रमी अचल केंद्रटेकू लेथच्या दुय्यम ठोकळ्यात नगाचे निमुळते कातकाम करताना बसवितात, त्यामुळे घर्षण कमी होते. छिद्रक पकडीत छिद्रक पकडून नगाच्या तोंडावर छिद्र पाडतात. त्यासाठी ही पकड दुय्यम ठोकळ्यात बसवितात. शंक्वाकारी कातण उपांग लेथच्या पर्याणावर बसवून नगावर जास्त लांबीचे निमुळते कातकाम करतात. हत्यारधारक शाणनक लेथमध्ये हत्यार धारकाच्या ठिकाणी बसवून भरीव अथवा पोकळ नगाच्या वर्तुळाकार पृष्ठभागाचे कातकाम केल्यावर शाणन करण्यासाठी वापरतात. यात शाणन चक्र विद्युत् चलित्राने फिरविण्याची व्यवस्था केलेली असते. संग्रहीत पकड निरनिराळ्या आकारांच्या सुया व खिळीसारखे नग पकडून ठेवण्यासाठी लेथच्या मुख्य दंडिकेच्या तोंडात बसवितात. या व्यतिरिक्त नग पकडण्यासाठी चुंबकीय, द्रवीय अथवा संपीडित वातचलित (दाबाखालील हवेवर कार्य करणाऱ्या) चक्री पकडीही वापरतात.
सर्व प्रकारच्या लेथचे उत्पादन विसाव्या शतकात भारतात मोठ्या प्रमाणावर होत असून त्यांची निर्यातही केली जाते. स्वयंचलित एक दंडिका लेथ बंगलोर येथील हिंदुस्थान मशील टूल्स लि. येथे बनवितात. तसेच धातूंच्या थंड पत्र्यापासून हव्या त्या आकाराची दाबपात्रे तयार करण्यासाठी बंगलोर येथील सेंट्रल मशीन टूल्स इन्स्टिट्यूटमध्ये विशिष्ट प्रकारचा परिवलन लेथ बनविण्यात आला आहे. या लेथवर वाफ, वायू व द्रवीय दाबास टिकणारी दाबपात्रे साधारण मिनिटाला एक या प्रमाणात तयार होतात. या लेथमध्ये पर्याणावर लाटणक्रिया करणारे दोन प्रकारचे लाटे (रोलर्स) बसविलेले असून दोन द्रवीय सिलिंडरांच्या साहाय्याने पर्याणाचे चालन करतात. त्यामुळे धातूच्या पत्र्यावर ४ ते ६ टन दाब येऊन त्याचे प्रसरण किंवा प्रवहन होते. म्हणून यास प्रवहनी संरूपण लेथ म्हणतात. या पद्धतीत भांड्याचा तळ जाड ठेवून बाकीचा भाग धातूच्या प्रवहनाने पातळ करता येतो व धातूची बचतही होते.
पहा : यांत्रिक हत्यारे.
संदर्भ : 1. Bradley, I. Shaping Machine and Lathe Tools, Walford, Eng., 1976.
2. Burghardt, H. D. Axlerod, A. Anderson, J.Machine Tool Operation, Part I, Tokyo, 1959.
3. Chapman, W. A. G. Warkshop Technology, Part 1 & 2, London, 1972.
4. Habicht, F. H. Modern Machine Tools, Princeton, N.J., 1963.
5. Hajra Chaudhary Bose, S. K. Elements of Workshop Technology, Vol.II : Machine Tools, Bombay, 1967.
6. Houghton, P. S. Lathes, 2 Vols., London, 1963.
7. Krar, S. F. Machine Tool Operations, 1983.
8. Westbury, E. T. Metal Turning Lathes : Their Design, Application and Operation, 1977.
भिडे, शं. गो. वैद्य, ज. शि. दीक्षित, चं. ग.
“