यांत्रिक हत्यारे : धातू अथवा इतर पदार्थांचा आकार इष्ट तसा बदलून एखाद्या कामासाठी उपयोगी असे भाग (उदा., स्वयंपाकाची भांडी, मोटारगाडीच्या साट्याचे भाग इ.)
बनविण्यासाठी तयार केलेल्या आणि विजेवर वा इतर ऊर्जेवर चालणाऱ्या यंत्राला यांत्रिक हत्यार म्हणतात. धातू वा इतर पदार्थांचे आकार बदलण्याच्या चार प्रमुख क्रिया आहेत : (१) लेथ वा त्यासारख्या यंत्रावर पदार्थांचे कर्तन करणे, (२) दाबयंत्रावर तुकडे पाडणे, (३) दाबयंत्रावर दाबणे, (४) विद्युत्, ⇨ श्राव्यातीत ध्वनिकीय, रासायनिक इ. क्रिया पदार्थावर करणे.
वरील विविध क्रिया (पहिल्या तीन प्रकारच्या) करणाऱ्या करवत, चक्री कर्तन यंत्र, छिद्रण यंत्र, दाबछिद्रण व कातर यंत्र, दाबयंत्र, प्रच्छिद्रण यंत्र, ब्रोचण यंत्र, रधित्र, लेथ व शाणन यंत्र या यांत्रिक हत्यारांवर विश्वकोशात स्वतंत्र नोंदी दिलेल्या आहेत आणि त्यांत त्या त्या यंत्राविषयी सविस्तर विवरण दिलेले आहे. यांखेरीज आटे पाडणे घडाई, धातूची छिद्रपाट व धारक पकड जुळणा व मापसूट टेंप्लेट दाबपकड धातुपत्राकाम धातुरूपण ‘पृष्ठ अंत्यरूपण, धातूंचे’ मुद्रा-२ ‘लाटण, धातूंचे’ वातचलित हत्यारे स्वयंचालन हत्यारे (कर्मशालेतील) हत्यार-योजन या नोंदीही प्रस्तुत विषयाच्या संदर्भात पहाव्यात. प्रस्तुत नोंदीत यांत्रिक हत्यारांच्या विकासाचा इतिहास, प्रकार, सर्वसाधारण कार्याचे विवरण, भारतीय उद्योग इ. माहिती दिलेली आहे.
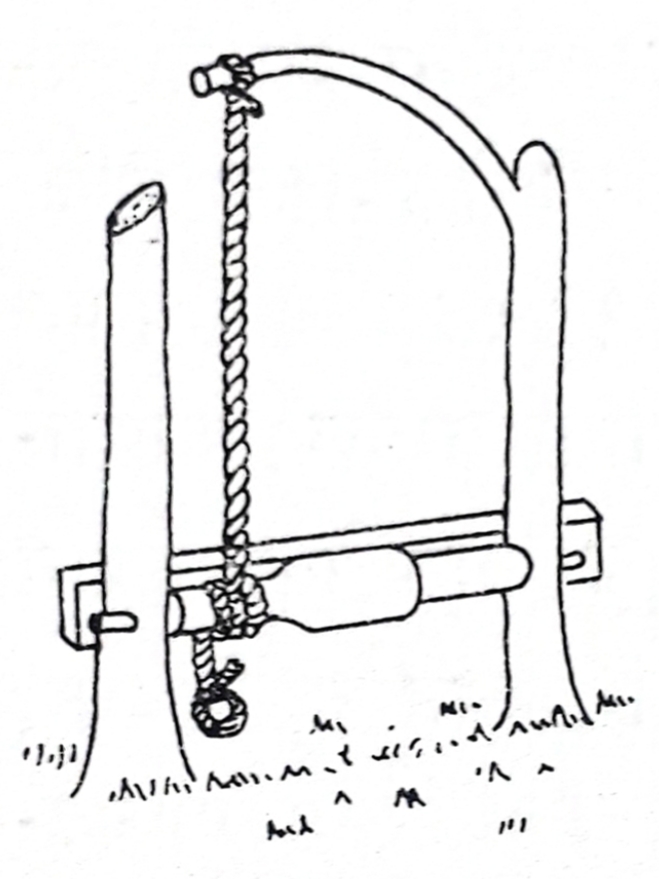
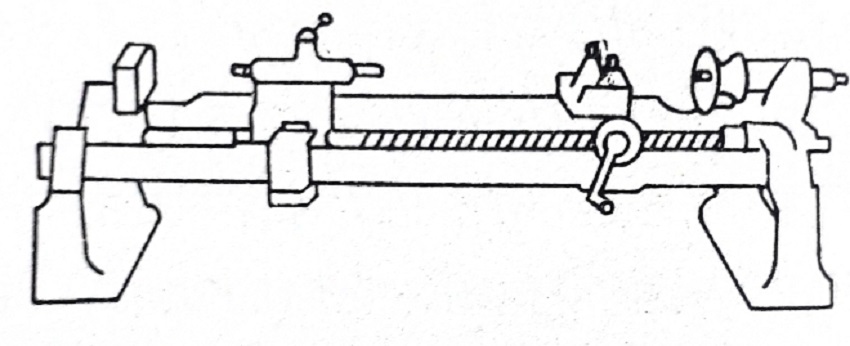
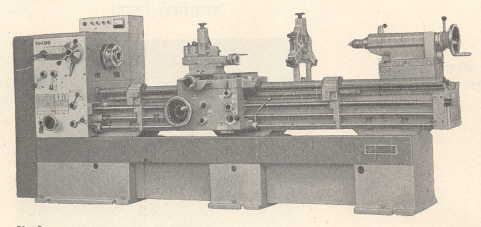
इतिहास : निवारा, शेती, वाहतूक या मनुष्याच्या प्राथमिक उद्योगांच्या अवजारांसाठी लाकूड व निसर्गातील उपलब्ध कच्चा माल होय. त्यानंतर मुख्यतः मऊ व कमी तापमानाला वितळणाऱ्या धातूंचा (उदा., सोने, चांदी, तांबे, शिसे व शेवटी लोखंड) वापर होत गेला. या कच्च्या मालापासून उपयोगी वस्तू हवा तसा आकार देऊन बनविण्यासाठी हाताने वापरण्याची हत्यारे उपयोगात आली. अशा हत्यारांच्या साहाय्याने व स्वतःच्या कौशल्याने कारागीर अनेक वस्तू कच्च्या मालापासून तयार करीत. लाकडाचा गोल दांडा वा चाक बनविण्यासाठी उपयोगात आलेली दोरीच्या साहाय्याने फिरवावयाची यंत्रणा ही ⇨ लेथची पहिली पायरी म्हणता येईल (आ. १). वाफेच्या एंजिनाचा शोध लागल्यानंतर त्याला लागणारे बिडाचे मोठे सिलिंडर, यंत्रांचे दांडे, दट्टे इ. अचूकपणे गोल करण्याची गरज निर्माण झाली. यातून यांत्रिक ऊर्जेवर चालणारा लेथ (आ. २) व ⇨ प्रच्छिद्रण यंत्र यांचा विकास झाला. यंत्रे बनविण्यासाठी लागणाऱ्या भागांना योग्य आकार देण्यासाठी पदार्थाला आतून व बाहेरून गोल आकार देणे, पृष्ठभाग सपाट करणे, भोके पाडणे व आटे पाडणे या चार प्रमुख
क्रिया कराव्या लागतात. या क्रिया करण्यासाठी वापरण्यात येणाऱ्या यांत्रिक हत्यारांच्या रचनेत पुढील गोष्टी महत्त्वाच्या असतात : (१) क्रिया करावयाचा पदार्थ यंत्रावर पक्का बांधण्याची व्यवस्था, (२) ज्या हत्याराने कर्तन करावयाचे ते हत्यार पकडण्याची व्यवस्था, (३) पदार्थाचे कर्तन होण्यासाठी तो पदार्थ व कर्तन हत्यार सरळ अथवा वर्तुळाकार हलवावे अथवा फिरवावे लागतात त्यासाठी यांत्रिक शक्ती पुरविण्याची व्यवस्था, (४) कर्तन हत्याराचा आकार.
सिलिंडराला आतून गोल आकार देणारे प्रच्छिद्रण यंत्र १७७४ मध्ये जॉन विल्किन्सन यांनी बनविले. या यंत्रात सिलिंडर एका सरकत्या मंचावर बांधलेला असतो आणि त्यातून जाणाऱ्या व फिरणाऱ्या दांड्यावर बसविलेल्या कर्तन हत्याराने सिलिंडराच्या आतील भागाचे कर्तन होते. हेन्ऱी मॉडस्ले यांनी १७९७ मध्ये बनविलेल्या लेथवर (आ. २) दांडे गोल करणे व त्यांना आटे पाडणे ही कामे होऊ लागली. जेम्स नेस्मिथ यांनी १८२० मध्ये बनविलेल्या ⇨ रधित्र या यंत्रात मागेपुढे होणाऱ्या रेटकावर कर्तन हत्यार बसवून पृष्ठभाग सपाट करता येऊ लागला. मोठ्या यंत्रांचे भाग सपाट करण्यासाठी मोठ्या रधित्र यंत्राचा उपयोग होऊ लागला. याप्रमाणे १८५० पर्यंत इंग्लंडमध्ये लेथ, रधित्र, प्रच्छिद्रण यंत्र, छिद्रण यंत्र अशी अनेक प्रकारची सर्वसामान्य कामांसाठी वापरता येणारी यांत्रिक हत्यारे निर्माण झाली.
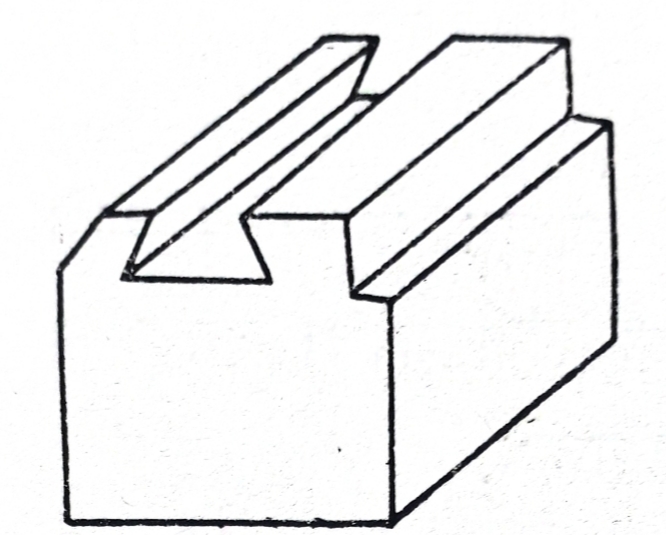
जोझेफ व्हिटवर्थ या संशोधकांनी अनेक प्रकारची यांत्रिक हत्यारे बनविली. सर्व यूरोपात व अमेरिकेत या यंत्रांचा प्रसार झाला आणि यंत्रांच्या नवनवीन कल्पनांना चालना मिळाली. त्यात अमेरिकेत झालेली प्रगती विशेष महत्त्वाची होय. ईली व्हिटनी यांनी १८९८मध्ये पहिले ⇨ चक्री कर्तन यंत्र बंदुकीचे भाग बनविण्यासाठी तयार केले. चक्री कर्तन यंत्रात एका उभ्या अथवा आडव्या आसावर फिरणारा कर्तक (विशिष्ट आकार दिलेले कर्तनाचे हत्यार) व त्याच्या काटकोनात मागे-पुढे हलणारा मंच असतो. यात सुधारणा करून १८६२ मध्ये जे. आर्. ब्राउन यांनी सर्वकामी चक्री कर्तन यंत्र बनविले. याच्या रचनेत खालचा मंच फिरणाऱ्या आसाशी कोन करू शकतो. चक्री कर्तन यंत्रावर वेगवेगळ्या प्रकारांची दंतचक्रे करणे, त्याचप्रमाणे अनेक कर्तक आसावर एकत्र बसवून आ. ३ प्रमाणे व्ही (V) आकार देणे ही कामे वेगाने होऊ लागली. यंत्रामधील सरळ रेषेत मागे-पुढे होणाऱ्या भागांची हालचाल अचूकपणे व्हावी यासाठी असा व्ही आकार दिला जातो. लेथसारख्या जुन्या यंत्रातही सुधारणा होत होत्या. लेथवर एक टरेट (अनेक बाजू असलेली हत्यार धारक रचना) बसवून त्यात एकाच वेळी छिद्रक, अंतःसूचक (भोकामध्ये आतले आटे पाडण्यासाठी वापरण्यात येणारे हत्यार), छिद्र तासणी (पाडलेले छिद्र मोठे करण्यासाठी, त्याला योग्य आकार देण्यासाठी, गुळगुळीत करण्यासाठी वा इतर प्रकारे त्याला अंतिम रूप देण्यासाठी वापरण्यात येणारे हत्यार) अशी हत्यारे बसविण्याची सोय १८५० नंतर अमेरिकेत प्रचारात आली. यामुळे तयार होणाऱ्या भागावर एकापाठोपाठ विविध क्रिया करता येऊ लागल्या. यांत्रिक हत्यारांच्या विकासातील एक महत्त्वाची पायरी म्हणजे सी. एच्. नॉर्टन यांनी १८८० मध्ये बनविलेले ⇨शाणन यंत्र ही होय. यामध्ये कृत्रिम अपघर्षकाच्या (घासून आणि खरवडून पृष्ठभाग गुळगुळीत करणाऱ्या पदार्थांच्या) कणांपासून बनविलेले चाक वेगाने फिरते आणि त्यामुळे लोखंड व पोलाद यांचे गोल अथवा सपाट भाग अतिशय गुळगुळीत व सूक्ष्म मापाप्रमाणे बनविता येऊ लागले. त्यामुळे एकमेकांत बसणारे आस, धारवे (फिरते दंड योग्य स्थितीत राहण्यासाठी त्यांना देण्यात येणारे आधार) यांसारख्या भागांच्या मापामध्ये जास्त अचूकपणा आणणे शक्य झाले. यानंतरचा महत्त्वाचा शोध म्हणजे १८९६ मध्ये तयार करण्यात आलेले दंतचक्रे बनविणारे यंत्र हा होय. या अशा यंत्रांवर वेगवेगळ्या प्रकारांची दंतचक्रे जलद करता येऊ लागली आणि त्यांच्या दात्यांच्या सुधारित आकारामुळे ती फिरताना होणारे घर्षण व आवाज कमी झाले.
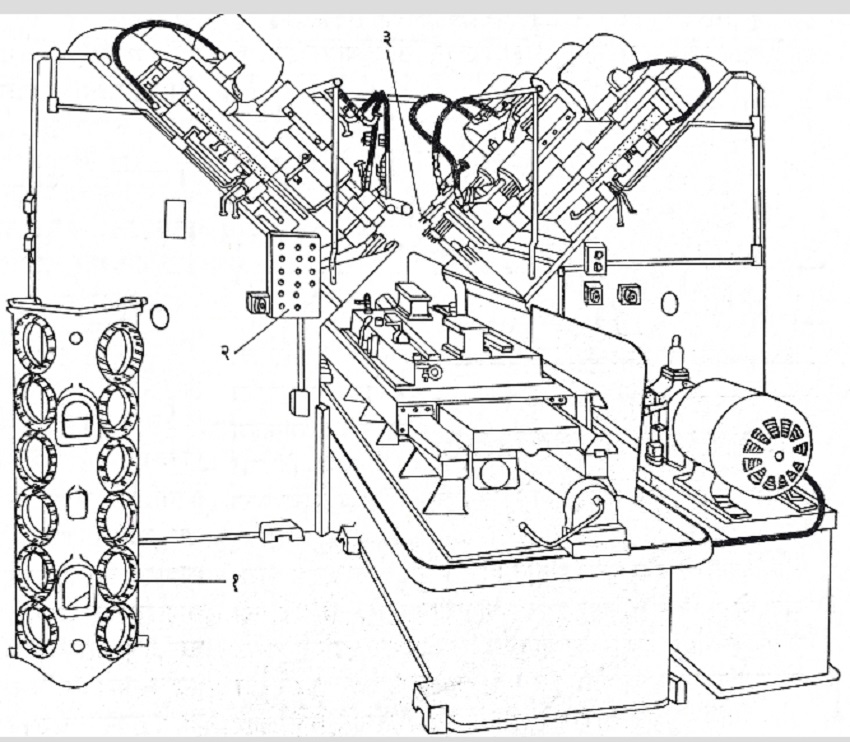
याप्रमाणे संपूर्ण एकोणिसाव्या शतकात नवीन यंत्रांची भर पडण्याबरोबरच जुन्या यंत्रांतही सुधारणा होत होत्या. घड्याळांना लागणारे सूक्ष्म भाग बनविण्यासाठी यंत्रे तयार होत होती. त्याचप्रमाणे आगगाडी, जहाजे, जल टरबाइन यांच्या वाढत्या आकारमानाच्या प्रमाणात त्यांना लागणारे मोठे भाग बनविण्यासाठी मोठे आडवे व उभे लेथ, रधित्र यांसारखी यांत्रिक हत्यारे बनू लागली. प्रगतीची दुसरी दिशा म्हणजे स्क्रू, बोल्ट, नट यांसारखे फार मोठ्या संख्येने लागणारे भाग बनविणारा कॅप्स्टन लेथ, टरेट लेथ यांसारखी यांत्रिक हत्यारे निर्माण झाली. या यंत्रात कर्तन करणारी अनेक हत्यारे कॅम वा स्क्रू यांच्या साहाय्याने मागे-पुढे होऊन विशिष्ट भागावर एकापाठोपाठ क्रिया होतात आणि यामुळे मापांचा अचूकपणा व उत्पादनाचा वेग ही दोन्ही उद्दिष्टे साध्य होतात. एकोणिसाव्या शतकाच्या अखेरीस यांत्रिक हत्यारांच्या प्रगतीने गाठलेल्या पायरीमुळेच विसाव्या शतकात उपभोग्य वस्तूंचे मोठ्या प्रमाणावरील उत्पादनाचे तंत्र प्रत्यक्ष उपयोगात येऊ लागले. अंतर्ज्वलन-एंजिनाच्या शोधानंतर मोटारगाडी हे वाहन निर्माण झाले आणि ते सामान्य माणसापर्यंत पोहोचविण्याच्या हेन्ऱी फोर्ड यांच्या दूरदृष्टीमुळे यंत्रयुगातील प्रचंड प्रमाणावरील उत्पादनाचा दुसरा टप्पा सुरू झाला. यांत्रिक हत्यारांच्या रचनेत व स्वयंचालनात झालेल्या सुधारणांमध्ये कर्तनाच्या हत्यारांची प्रगती व विद्युत् चलित्रांचा (मोटरींचा) उपयोग यांचा मोठा हातभार लागला. सुधारित हत्यारांमुळे यंत्रावर कर्तन अधिक वेगाने करता येऊ लागले आणि त्यामुळे यांत्रिक हत्यारांचे वेग, बांधणीतील बळकटी व अचूकपणा ही वाढत गेली. यंत्रातील अनेक भागांना वेगवेगळी गती देणे व त्यांचे नियमन करणे हे स्वयंचालनासाठी आवश्यक असते. असे नियमन निव्वळ यंत्रघटकांनी (कप्पी, कॅम, दंतचक्र इत्यादींनी) करण्याऐवजी यंत्रातील वेगवेगळ्या भागांच्या गतीसाठी स्वतंत्र चलित्रे वापरल्याने यंत्राची रचनाही सुटसुटीत होते. मोटारगाड्यांचे भाग मोठ्या प्रमाणावर तयार करण्यासाठी विशिष्ट भाग बनविणारी यंत्रे करणे व त्यांत अनेक क्रिया एकापाठोपाठ करणे या पद्धतीचा अवलंब करण्यात आला. असे एक यंत्र आ. ४ मध्ये दाखविले आहे. यावर मोठ्या व्ही-एंजिनाच्या आवरणाला एकाच वेळी सर्व भोके पाडणे व त्यानंतर त्यांना आटे पाडणे ही कामे एकापाठोपाठ होतात. असे यंत्र बनविणे अर्थातच खर्चिक असते आणि त्यासाठी उत्पादन फार मोठ्या प्रमाणावर असणेही आवश्यक असते.
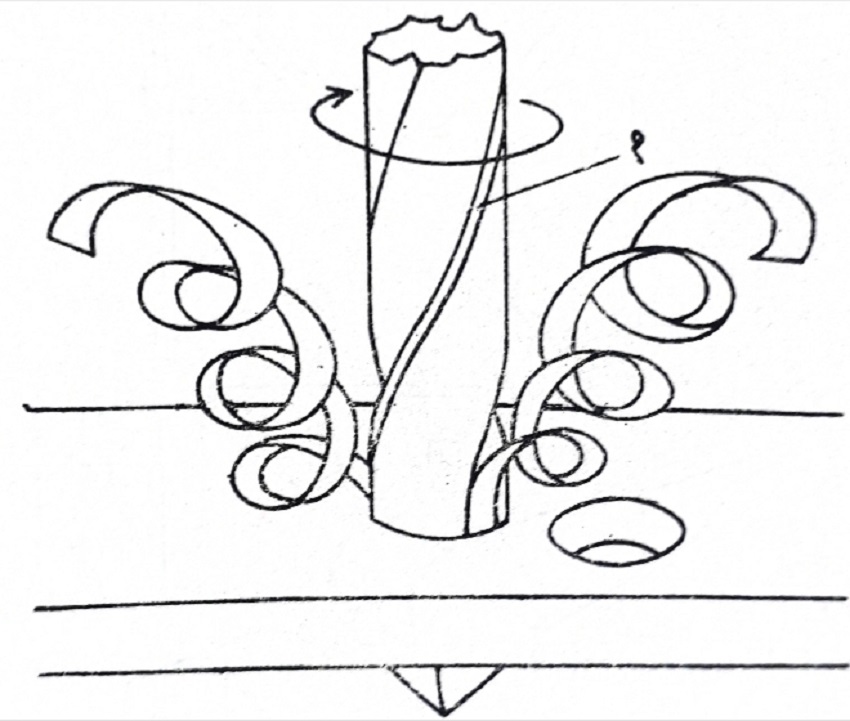
कर्तन हत्यारे : लेथसारखे यांत्रिक हत्यार चालविण्यासाठी कितीही शक्ती पुरविता आली, तरी तिचा प्रत्यक्ष उपयोग सर्वस्वी कर्तन हत्याराच्या गुणधर्मावर अवलंबून राहतो. लेथवर कर्तन
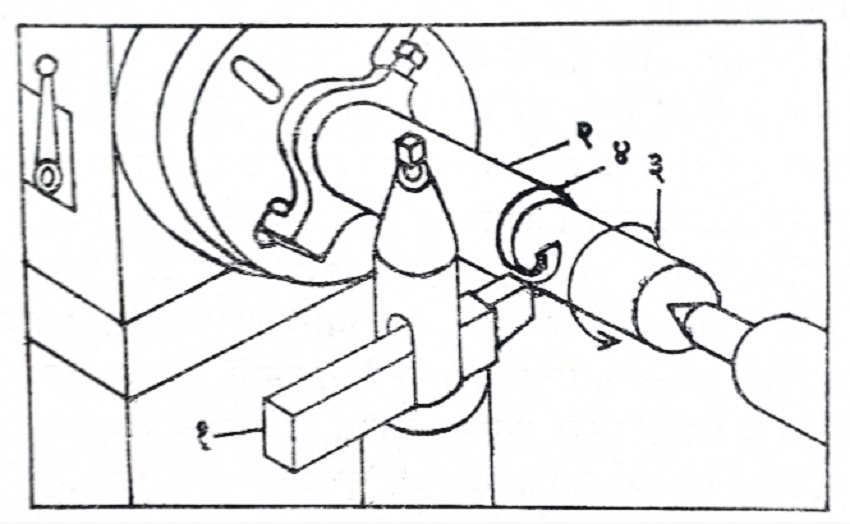
होण्यासाठी कर्तन व्हावयाचा भाग वेगाने फिरतो आणि त्यावर हत्याराचे टोक दाबले जाते, यामुळे कर्तनाचे तुकडे निघतात (आ. ५). या सर्व क्रियेत होणाऱ्या घर्षणामुळे हत्याराचे धार असलेले टोक गरम होते व झिजते. हे टोक जितके कठीण व उच्च तापमानाला कठीणपणा टिकणारे असेल, तितके ते हत्यार जास्त वेगाने कर्तन करू शकेल व जास्त काळ टिकेल.
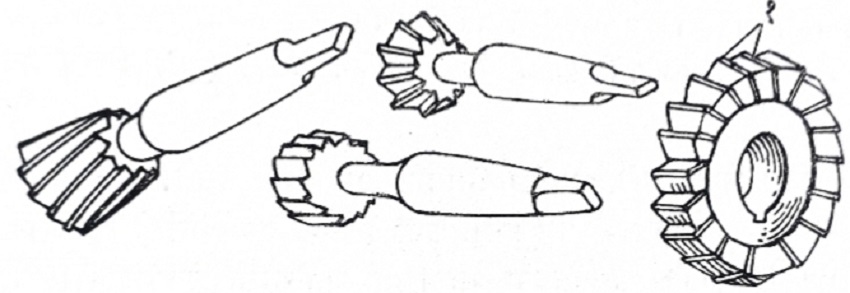
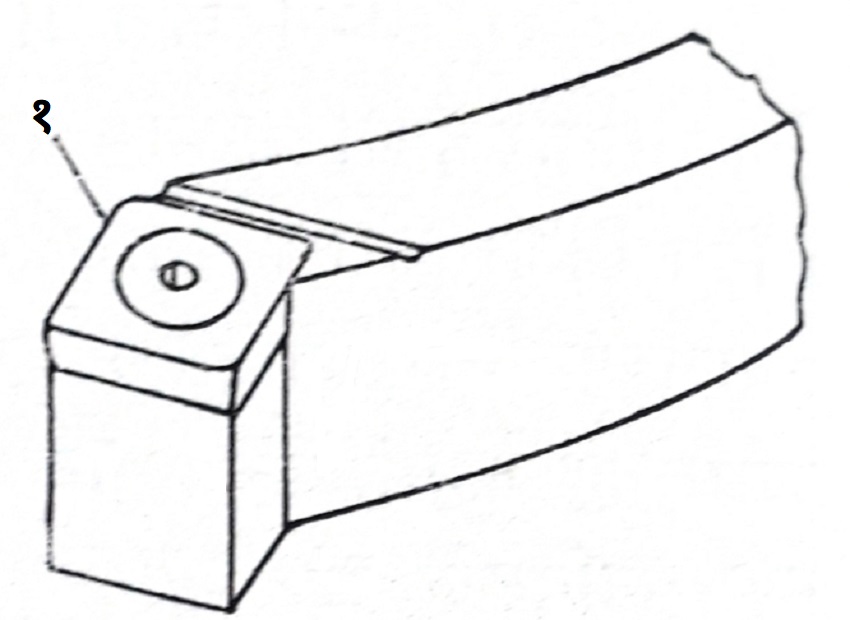
कर्तन हत्यारांचे दोन प्रकार होतात : (१) आ. ५ व ९ मध्ये दाखविल्याप्रमाणे कर्तनाची क्रिया एका बिंदूपाशी होणारे. या प्रकारची हत्यारे लेथवर गोल आकार करण्यासाठी व रधित्रावर पृष्ठभाग सपाट करण्यासाठी वापरली जातात. (२) दुसरा प्रकार म्हणजे कर्तन रेषा असणारी आणि विशिष्ट आकार देणारी हत्यारे. छिद्रकाने वर्तुळाकार भोक पडते (आ. ६). आ. ७ मध्ये दाखविलेल्या निरनिराळ्या हत्यारांचा चक्री कर्तन यंत्रांवर उपयोग करून खाचा व कोन असलेले आकार एकदम निर्माण करता येतात. आ. ८ मध्ये अनेक तुकड्यांपासून बनविलेला कर्तक दाखविला आहे. याने पृष्ठभाग सपाट करता येतो. कर्तन चांगले होण्यासाठी हत्याराचा कठीणपणा जसा महत्त्वाचा असतो, तसेच धार असलेल्या बिंदूजवळील अथवा कर्तन रेषेजवळील कोनही महत्त्वाचे असतात.
हत्यारांचे पदार्थ : हत्यारे बनविण्यासाठी वापरण्यात येणारे पदार्थ व त्यांचे गुणधर्म खाली दिले आहेत.
पोलाद : एकोणिसाव्या शतकात सर्व हत्यारे १ ते १·२% कार्बन असलेल्या पोलादापासून बनविली जात. या हत्यारांची धार २००० से. ला कमी होत असल्याने कर्तनाचा वेग मर्यादित ठेवावा लागतो. उच्च-वेगी पोलाद १९०० सालानंतर प्रचारात आले. यात १८% टंगस्टन, ४% क्रोमियम, १% व्हॅनेडियम या धातू व ०·५ ते ०·८% कार्बन हे घटक असतात. या पोलादाच्या हत्याराने कार्बन पोलादापेक्षा दुप्पट-तिप्पट वेगाने कर्तन करता येते. या पोलादापासून छिद्रक, छिद्र तासणी, दंतचक्र करण्याचे कर्तक यांसारखी हत्यारे बनविली जातात.
टंगस्टन कार्बाइड : जवळजवळ हिऱ्याइतका कठीण असलेल्या या पदार्थाचा उपयोग धातूच्या कर्तनासाठी प्रथम जर्मनीत १९२६ मध्ये करण्यात आला. टंगस्टन कार्बाइडाची बारीक पूड पाहिजे त्या आकारात साच्यात दाबून, भट्टीत तापपिंडन करून (नियंत्रित वातावरणात भाजून) कर्तनाचा तुकडा बनवितात. हा लहानसा तुकडा लोखंडाच्या लांब कांबीवर बसवून (आ. ९) लेथ किंवा इतर यंत्रावर वापरला जातो. याशिवाय असे अनेक लहान तुकडे बसवून आ. ८ प्रमाणे कर्तकही बनविता येतो. टंगस्टन कार्बाइडापासून बनविलेल्या हत्याराने कर्तन अधिक म्हणजे उच्च-वेगी पोलादाच्या दुप्पट-तिप्पट वेगाने करता येते आणि हत्याराची धारही खूप अधिक काळ टिकते. टंगस्टन कार्बाइडाच्या तुकड्यावर टिटॅनियम कार्बाइडाचा पातळ थर दिल्याने धार जास्त काळ टिकण्यास मदत होते. टंगस्टन कार्बाइडात एकच वैगुण्य आहे आणि ते म्हणजे कर्तन करताना एकदम धक्का बसला, तर ते तुटण्याची शक्यता असते.
ऑक्साइडे : मृत्तिका किंवा ऑक्साइडाचे कर्तन तुकडे ही कर्तन हत्यारांच्या पदार्थांतील अलीकडील प्रगती आहे. यात मुख्यत्वे अतिशय कठीण असलेले ॲल्युमिनियम ऑक्साइडाचे
सूक्ष्म कण वापरले जातात. हे कण एकत्र बंधित करून तयार केलेला तुकडा कर्तनासाठी वापरला जातो. याचा विशेष उपयोग टिटॅनियम या अतिशय कठीण धातूपासून भाग बनविताना होतो.
हिरा : नैसर्गिक व कृत्रिम हिऱ्यांचा उपयोग शाणन करणाऱ्या चाकाचे कर्तन करून त्याचा पृष्ठभाग त्याच्या अक्षाशी एककेंद्री करण्यासाठी, तार ओढणाऱ्या मुद्रांमध्ये इ. ठिकाणी कित्येक वर्षे करण्यात येत आहे. धारव्याच्या धातुसारख्या मऊ पदार्थांचे कर्तन अतिशय वेगाने करून गुळगुळीत करण्यासाठीही हिऱ्यांचा उपयोग होतो.

कर्तन द्रव : हत्याराने कर्तन होत असताना घर्षणामुळे त्याच्या टोकाशी निर्माण होणारी उष्णता कमी करण्यासाठी व ती वाहून नेण्यासाठी द्रव पदार्थ पंप करून त्याची धार हत्यारावर सोडलेली असते. या द्रवाचा उपयोग शीतक म्हणून होण्याबरोबर काही ठिकाणी (उदा., लेथवर स्क्रूची आटे पाडणे) वंगण म्हणूनही होतो. गंधकयुक्त खनिज तेल अथवा त्याचे पाण्याशी केलेले मिश्रण यांचा कर्तन द्रव म्हणून विशेषत्वाने उपयोग करण्यात येतो. अशा द्रवामुळे हत्याराची धार जास्त काळ टिकते व यंत्राचे भाग गंजत नाहीत.
यंत्राची अचूकता : यंत्रावर तयार करण्यात येणाऱ्या भागांच्या आराखड्यात दिलेल्या मापांपासून त्यांच्या प्रत्यक्ष मापांत काही त्रुटी असणे अपरिहार्य असते. हे भाग बनविणाऱ्या यंत्रातील हलणारे वा फिरणारे भाग कर्तन करताना येणारा दाब सहन करून किती अचूकपणे मागे-पुढे होऊ शकतात, यावर ही त्रुटी कमी असणे अवलंबून असते. यासाठी यंत्राची रचना भक्कम पण सूक्ष्म नियंत्रण असणारी हवी. आराखड्यामध्ये दिलेल्या मापापासूनची त्रुटी मायक्रॉन ( = ०·००१ मिमी.) या एककात मोजतात. यांत्रिक हत्यारामध्ये या दृष्टीने सतत सुधारणा होत आल्या आहेत. आजच्या यांत्रिक हत्यारावर कर्तन होणाऱ्या भागांची मापे २ ते ५ मायक्रॉनपर्यंत अचूक ठेवता येतात. शाणन किंवा उगाळण यासारख्या क्रियांसाठी वापरण्यात येणाऱ्या विशिष्ट यंत्रावर ही त्रुटी ०·५ मायक्रॉन इतकी कमी ठेवता येते. यामुळे मोटारगाड्या, दुचाकी वाहने, गोलक धारवे यांसारख्या मोठ्या प्रमाणावरील उत्पादनात लागणारे भाग अचूक व एकमेकांत सहज बसणारे असे निर्माण करणे शक्य झाले आहे. [⟶ जुळणी व मापसूट].
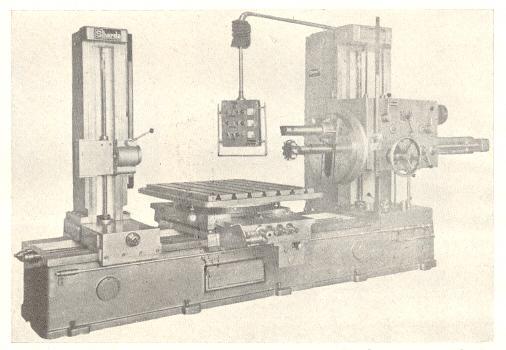
प्रकार : यांत्रिक हत्यारांचे शेकडो प्रकार आज उपयोगात असले, तरी त्यांचे जुन्या हत्यारांशी अनेक बाबतींत साम्य दिसून येते. आडवा लेथ, उभा लेथ, कॅप्स्टन व टरेट लेथ, प्रच्छिद्रण
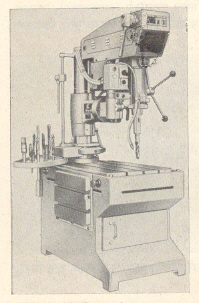
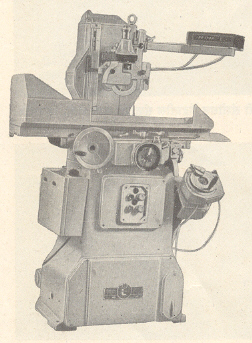
यंत्र या यंत्रांवर सर्व प्रकारचे भाग गोल करणे, पृष्ठभाग सपाट करणे, भोके पाडणे व आटे पाडणे ही कामे मुख्यत्वे होतात. या कामांसाठी मुख्यत्वे एक–बिंदू (एक मुखपृष्ठ व एक अखंड कर्तनाची कडा असलेली) कर्तन हत्यारे वापरली जातात. लहान रधित्रामध्ये कर्तन हत्यार मागे-पुढे होते आणि त्यावर १ मी. लांबीपर्यंत पृष्ठभाग सपाट करणे व खाचा पाडणे ही कामे होतात. मोठ्या रधित्रामध्ये तयार होणारा भाग मागे-पुढे होणाऱ्या मंचावर बांधलेला असतो आणि त्यावर एक वा अधिक एक-बिंदू स्थिर कर्तन हत्यारांनी १५ मी. लांबीपर्यंतचा पृष्ठभाग सपाट करणे व खाचा पाडणे या क्रिया होतात. भोके पाडण्यासाठी वापरण्यात येणाऱ्या छिद्रण यंत्राचेही अनेक नमुने आहेत. लहान भागांसाठी खांबावर बसविलेले यंत्र, तर मोठ्या भागांसाठी मोठ्या खांबावर बसविलेले व त्रिज्येमध्ये फिरणारे त्रिज्यीय यंत्र वापरतात. यावर मुख्यतः भोके पाडणे व अंतःसूत्रकाने आटे पाडणे या क्रिया होतात. चक्री कर्तन यंत्राचे आडव्या आसाचे व उभ्या आसाचे असे दोन मुख्य प्रकार आहेत. कर्तनासाठी वेगवेगळे आकार असलेल्या कर्तकांचा उपयोग करून सपाट पृष्ठभाग, वेगवेगळ्या आकाराच्या खाचा, वक्र भाग इ. तयार करता येतात. शाणन यंत्रात चक्राच्या साहाय्याने सूक्ष्म कर्तन होते आणि भाग गुळगुळीत बनतात. भाग बाहेरून व आतून गोल करणारी, सपाट करणारी, वक्र आकार देणारी, बिन-आसाची अशी अनेक प्रकारची शाणन यंत्रे उपलब्ध आहेत.
विशिष्ट यांत्रिक हत्यारे : एखाद्या विशिष्ट भागाचे वा आकाराचे उत्पादन मोठ्या प्रमाणावर करावयाचे असल्यास त्यासाठी अशी यंत्रे बनविली जातात. मोटारगाडीसारख्या वाहनाला वेगवेगळ्या प्रकारची दंतचक्रे लागतात. वेगवेगळ्या प्रकारचे दाते कर्तनाने तयार करून त्यांना योग्य आकार अचूकपणे देणारी विशिष्ट यंत्रे आहेत. दाते कर्तनाने तयार केल्यानंतर त्यांना शाणन करून गुळगुळीत करणारी यंत्रे या प्रकारात येतात. एखाद्या भागाला चौकोनी भोक पाडणे वा चावी गाळा पाडणे यासाठी ⇨ ब्रोचण यंत्राचा उपयोग करतात. यात वापरल्या जाणाऱ्या कर्तन हत्याराला कानशीप्रमाणे अनेक धार असलेले दात असतात. आकार द्यावयाच्या भागामधून अथवा त्यावरून ब्रोचण हत्यार दाबाखाली सरकवून योग्य तो आकार दिला जातो. शाणन करून पृष्ठभाग जेवढा गुळगुळीत होतो त्यापेक्षा तो जास्त गुळगुळीत अथवा मापाने अचूक पाहिजे असेल, तर त्यासाठी होनिंग व उगाळण या क्रिया केल्या जातात. होनिंगमध्ये फिरणाऱ्या आसावर अपघर्षक पदार्थाचे अनेक तुकडे बसविलेले असतात. मोटारगाडीच्या सिलिंडराला गुळगुळीतपणा आणण्यासाठी हा आस जोराने फिरतो व अपघर्षकाचे तुकडे सूक्ष्म कर्तन करतात. उगाळण करावयाच्या भागावर अपघर्षकाच्या अतिशय बारीक चूर्णाने युक्त असलेले मऊ कापड घासले जाते आणि त्यामुळे अतिशय सूक्ष्म प्रमाणात कर्तन होते.
दाबयंत्रे : या यंत्रांमध्ये धातूचे पत्रे, नळ्या, सळ्या इत्यादींना दाबाच्या साहाय्याने आकार देता येतो. स्त्रियांच्या कानातील अलंकारांच्या लहान नाजूक भागांपासून ते दुचाक्या, मोटारगाड्या यांच्या साट्याचे आकार पत्र्यापासून बनविणे अथवा वाफेच्या मोठ्या टरबाइनाच्या आसाला आकार देणे यापर्यंत विविध कामे होतात.
दाबयंत्रात मुख्यत्वे तोडणे, पत्र्यातून विशिष्ट आकार काढणे, वाकविणे, आकार बदलणे, घडाई करणे, भाग ठोकणे, दाबाने मुद्रा उठविणे (उदा., नाणी) इ. क्रिया होतात. या सर्व क्रिया करण्यासाठी यंत्रात एक हलणारा रेटक स्थिर ऐरणीकडे सरकतो आणि ज्यावर क्रिया करावयाची तो भाग या दोहोंच्या मध्ये ठेवलेला असतो. रेटक ज्या भुजाने वर-खाली (आडव्या दाबयंत्रात मागे-पुढे) होतो त्याच्या आसावरील एक ⇨ प्रचक्र (यंत्राची गती इष्ट मर्यादेत राखण्यासाठी वापरण्यात येणारे विशिष्ट रचनेचे चक्र) विद्युत् चलित्राने फिरते. आकार बदलणे, तोडणे यासारख्या कामांसाठी लागणारा दाब प्रचक्राच्या गतीतून मिळतो. दुसऱ्या प्रकारच्या यंत्रात हवा अथवा द्रव दाबाखाली सिलिंडराला पुरवून रेटक पुढे ढकलला जातो. दाबाखाली पदार्थाला योग्य आकार देण्यासाठी मुद्रा व मुद्राकारक ही जोडी वापरतात [⟶ मुद्रा–२]. मुद्रा ही बहुतेक ऐरणीवर स्थिर ठेवलेली असते आणि मुद्राकारक हा वर-खाली होणाऱ्या रेटकावर असतो. या क्रिया धातू थंड असताना अथवा भट्टीमध्ये योग्य तापमानापर्यंत तापवून (उदा., घडाईमध्ये) केल्या जातात. लहान भाग बनविणाऱ्या यंत्रातील दाब काही शेकडे किग्रॅ. असतो आणि मिनिटाला १,०००–१,५०० भाग बनविण्याची त्यांची क्षमता असते. मोठे भाग बनविण्यासाठी काही हजार टन दाब निर्माण करणारी यंत्रे वापरतात. [⟶ दाबयंत्र].

स्वयंचलित यंत्रे : यंत्र पूर्णपणे स्वयंचलित होण्यासाठी क्रिया व्हावयाचा भाग यंत्रामध्ये धरणे, यंत्र सुरू करणे, एकापाठोपाठ योग्य हत्यारे कर्तन करण्यासाठी जागेवर आणणे, कर्तन झाल्यावर हत्यार दूर करणे, कर्तन योग्य मर्यादेत होणे, भागावरील सर्व क्रिया पूर्ण झाल्यावर तो सोडविणे आणि दुसरा भाग यंत्रावर चढविणे या क्रिया मनुष्याशिवाय व्हाव्या लागतात.
स्वयंचलित यांत्रिक हत्यारात झालेल्या प्रगतीचे नीट आकलन होण्यासाठी साध्या लेथवर कामगार एखादा भाग कसा बनवितो हे आ. १० मध्ये दाखविले आहे. या भागावर करावयाच्या ५ क्रिया आकड्यांनी दर्शविल्या आहेत. या क्रिया करण्यासाठी क, ख, ग ही तीन कर्तन हत्यारे खांबावर बांधलेली असून ती अनुक्रमे ३ व ५, २ व ४ आणि १ या क्रियांकरिता वापरतात. हा भाग करताना कामगार पुढील क्रिया करतो: पाचवा उपभाग करताना क हत्यार क्ष अक्षावर जागेवर आणणे हत्यार पाचव्या मापाप्रमाणे योग्य जागी स्क्रूच्या साहाय्याने पुढे आणणे लेथचा वेग योग्य ठेवून कर्तन सुरू करणे पाचव्या उपभागाची लांबी योग्य झाली की क हत्यार मागे घेणे पाचव्या उपभागाचा व्यास योग्य झाला की नाही ते तपासणे याच पद्धतीने १, २, ३ व ४ या उपभागांवरील क्रिया करून आणि त्यांची मापे तपासून पूर्ण झालेला भाग सोडविणे आणि दुसरा भाग लेथवर चढविणे. साध्या लेथवर ज्या क्रिया कामगार करतो त्या स्वयंचलित लेथमध्ये कॅम, दांडे, मर्यादक स्विच यांच्या साहाय्याने केल्या जातात.
सळईपासून स्क्रू, लहान भाग इ. करणारी यंत्रे पूर्णपणे स्वयंचलित बनविली जातात. इतर यंत्रांत भाग यंत्रावर बसविणे, पूर्ण झाल्यावर तो काढून घेणे व नवीन भाग त्या जागा बसविणे यासाठी माणसाची जरूरी असते. अशा अर्धस्वयंचलित यंत्रात पहिला भाग बनविताना कुशल कामगार सर्व कर्तन हत्यारे बसवितो. प्रत्येक हत्याराने किती व कोठून कोठपर्यंत कर्तन करावयाचे हे ठरवून कॅम, मर्यादक स्विच, दांडे अशा यंत्रणा योग्य ठिकाणी बसवितो. ही जुळणी नीट झाली की नाही हे एक-दोन भागांवर प्रत्यक्ष क्रिया करून त्यांची मापे तपासून आणि जरूर तर नियंत्रक यंत्रणांत बदल करून निश्चित करतो. याला ‘यंत्राचे योजन’ म्हणतात. हे योजन समाधानकारक झाल्यानंतर प्रत्यक्ष उत्पादनाचे काम कमी कुशल कामगारावर सोपविले जाते. उत्पादन चालू असताना भाग योग्य मापाचे होत आहेत की नाही हे सतत तपासले जाते. कर्तन हत्यारांची धार चांगली असेपर्यंत उत्पादन होत राहते. काही काळानंतर तोच भाग पुन्हा करावयाचा असेल, तर यंत्राचे योजन पुन्हा करावे लागते. मोठ्या प्रमाणावर उत्पादन करावयाच्या भागांसाठीच अशी स्वयंचलित यंत्रे परवडतात.
अंकीय नियंत्रित यांत्रिक हत्यारे : या नवीन पद्धतीच्या यंत्रांचे स्वयंचालन पुढील तंत्रज्ञान शाखांमध्ये १८६० सालानंतर झालेल्या प्रगतीमुळे शक्य झाले आहे : (१) कोणतीही माहिती द्विमान अंक पद्धतीने व्यक्त करणे [⟶ अवगम सिद्धांत]. (२)ही माहिती छिद्रित कार्डावर, छिद्रित फितीवर, चुंबकीय फितीवर किंवा तबकडीवर कायम नोंदवून ठेवणे [⟶ माहिती संस्करण]. (३) अशी माहिती पाहिजे त्या वेळी उपलब्ध करता येणे. यामुळे यंत्राला जणू काही स्मृती प्राप्त होते. यामुळे उदा., लेथवर बनवावयाच्या भागाची लांबी, वेगवेगळे व्यास, आटे अशी सर्व मापे फितीवर वा तबकडीवर नोंदविली जातात. (४) कर्तन हत्याराचे टोक क्ष व य अक्षांवर कोठे आहे हे २-३ मायक्रॉनपर्यंत अचूकपणे मोजण्याच्या पद्धती. (५) भागाचे कर्तन करण्यासाठी कोणते हत्यार हवे, त्याची क्ष व य अक्षांवरील स्थिती, यंत्राचा वेग किती हवा यासारखी माहिती व सूचना द्विमान अंक पद्धतीने फितीवर वा तबकडीवर नोंदवणे. (६) सूक्ष्म इलेक्ट्रॉनिकी व संकलित इलेक्ट्रॉनीय मंडले [ ⟶ सूक्ष्मीकरण, इलेक्ट्रॉनीय मंडलांचे]. यांतील प्रगतीमुळे फितीवरील वा तबकडीवरील माहिती हवी असेल तेव्हा मिळविणे, त्याप्रमाणे यंत्रातील नियंत्रकांना सूचना देणे, सूचनेप्रमाणे काम झाले आहे की नाही हे तपासणे या सर्व क्रिया करणारी अतिशय आटोपशीर व किंमतीने कमी असलेली यंत्रणा म्हणजे ⇨ सूक्ष्मप्रक्रियक बनविता येऊ लागला. (७) सूक्ष्मप्रक्रियकाकडून मिळणारी सूचना व त्याप्रमाणे प्रत्यक्ष यंत्रातील हालचाली यांमधील दुव्याला आंतरपृष्ठे म्हणतात. यामधील सुधारणा म्हणजे टप्पा चलित्र (अखंडपणे न फिरता अल्प व एकसारख्या कोनी य टप्प्यांनी फिरणारे चलित्र), गोलक स्क्रू आणि विद्युत् द्रविकी (विद्युत् आदानाने द्रव कार्यान्वित करून इष्ट ती क्रिया घडवून आणण्यासंबंधीचे शास्त्र). यांच्याद्वारे सूक्ष्मप्रक्रियकाकडून मिळणाऱ्या सूचनेप्रमाणे कर्तन करणारे हत्यार व यंत्राचे विविध भाग यांच्या प्रत्यक्ष हालचाली २-३ मायक्रॉनमध्ये अचूकपणे घडवून आणणे. (८) प्रत्यक्ष कर्तन चालू असताना भागाचे माप काय झाले आहे हे पाहणाऱ्या संवेदक प्रयुक्ती. यांच्या उपयोगाने, यंत्र काम करीत असताना कर्तन हत्यार जरूर तर मागे, पुढे वा वर करता येते.
या सर्व नवीन तंत्रज्ञानामुळे स्वयंचलित यांत्रिक हत्यारे बनविण्यातील पूर्वीच्या मर्यादा जवळजवळ नाहीशा झाल्या आहेत. वाटेल तेवढी माहिती स्मृतीत नोंदवून ठेवणे, अनेक कर्तन हत्यारांचा एकापाठोपाठ अथवा एकाच वेळी उपयोग करणे, अशी हत्यारे तिन्ही अक्षांवर अतिशय सूक्ष्म अंतरातून हलविणे, तयार होणाऱ्या भागांच्या मापांवर अचूक नियंत्रण राहणे या शक्यतांमुळे लेथ, छिद्रण यंत्र, चक्री कर्तन यंत्र, पत्र्यांचा आकार कापणारे यंत्र यांच्या रचनेत, स्वयंचालनात व उपयोगात १९६० सालानंतर फार महत्त्वाची प्रगती झाली आहे. वेगवेगळे मुद्रा आणि मुद्राकारक यांसारखे तिन्ही अक्षांवर वक्रता असलेले भाग सुद्धा तयार करण्यासंबंधीची सर्व माहिती चुंबकीय फितीवर वा तबकडीवर नोंदविता येत असल्याने एका भागाऐवजी दुसरा भाग करावयाचा असला, तर फीत वा तबकडी बदलणे एवढीच क्रिया करावी लागते. यामुळे अंकीय नियंत्रित यंत्रावर थोड्या थोड्या भागांसाठी सुद्धा स्वयंचालन अवलंबिणे आर्थिक दृष्ट्या फायद्याचे होते. यंत्रशाळेमध्ये अशी अनेक स्वयंचलित यंत्रे असली, तर त्या सर्वांचे नियंत्रण एका संगणकाकडून करून वेगवेगळ्या यंत्रांवर होणाऱ्या उत्पादनात सुसूत्रता राखता येते. एका प्रकारचा भाग तयार झाल्यानंतर दुसऱ्या प्रकारचा भाग करण्यासाठी यंत्रात बदल करण्याचे काम संगणकाकडून होते. एका यंत्रावर तयार झालेले भाग दुसऱ्या यंत्रावर लावावयाचे, असतील, तर त्यासाठी ⇨ रोबॉटाचा उपयोग करता येतो.
धातूंना आकार देण्याच्या इतर क्रिया :आयनद्रायू प्रज्योत : आयनद्रायू हा पूर्णपणे आयनीकरण झालेला (विद्युत् भारित अणू, रेणू वा अणुगट यात रूपांतरित झालेला) वायू असून त्यातील धन व ऋण विद्युत् भारांची (धन आयनांची आणि इलेक्ट्रॉनांची) संख्या जवळजवळ सारखी असते. ऑक्सिजन व ॲसिटिलीन या वायूंच्या ज्योतीचा उपयोग लोखंडी पत्रे कापण्यासाठी नेहमी होतो. या ज्योतीचे तापमान सु. ३,०००° से. असते. आयनद्रायूचा झोत वापरून सु. १०,०००° से. ते ३०,०००° से. पर्यंत तापमान मिळू शकते. या अत्युष्ण झोताचा उपयोग अतिशय कठीण धातूचे भाग अथवा १५ सेंमी. पर्यंत जाडीचे धातूचे भाग कापण्यासाठी केला जातो.
विद्युत् विसर्जन : या क्रियेमध्ये ज्याला आकार द्यावयाचा तो कठीण पोलादाचा अथवा टंगस्टन कार्बाइडाचा भाग आणि त्याच्याजवळ ठेवलेले कर्तन करणारे तांब्याचे किंवा ग्रॅफाइटाचे विद्युत् अग्र यांमध्ये उच्च-कंप्रता (एका सेकंदात होणारी कंपन संख्या उच्च असलेले) विद्युत् विसर्जन झाल्यामुळे विद्युत् ठिणग्या निर्माण होतात. त्यामुळे कठीण भागाचे सूक्ष्म कण निघतात. तांब्याचे विद्युत् अग्र हवे तसे हलवून कठीण भागाला इष्ट तो आकार देता येतो. कोणत्याही इष्ट आकाराच्या मुद्रा, साचे, खाचा व खळगे यांचे यंत्रण या क्रियेने करता येते.
विद्युत् रासायनिक : या क्रियेत विद्युत् विच्छेदन घटात (विद्युत् प्रवाहाच्या साहाय्याने विद्रावातील घटक अलI करण्यासाठी वापरण्यात येणाऱ्या पात्रात) एकदिश विद्युत् प्रवाहाच्या साहाय्याने कामाच्या भागातून धातू नियंत्रित दराने सूक्ष्म कणरूपात विरघळविली जाते व इष्ट तो आकार मिळवता येतो. यात कामाचा भाग धनाग्र असून त्यापासून सु. ०·०२५ ते ०·७५ मिमी. अंतरावर हत्यार असते व तेच ऋणाग्र म्हणून काम करते. ही क्रिया अनियमित आकाराच्या भागांच्या यंत्रणासाठी तसेच कठीण धातूत खोलवर भोके पाडण्यासाठी वापरली जाते.
रासायनिक : यात नियंत्रित रासायनिक क्रियेने कामाच्या भागावरील विशिष्ट निवडलेल्या वा सर्वसाधारण क्षेत्रातील धातू काढून टाकण्यात येतो. ज्या क्षेत्रातील धातू काढावयाची नसते त्याचे आच्छादक फितीने रक्षण करण्यात येते. धातवीय मुद्रण व उत्कीर्णन पत्रे तयार करण्यासाठी वापरण्यात येणाऱ्या पद्धतीशी [⟶ मुद्रण] ही क्रिया संबंधित आहे.
श्राव्यातीत ध्वनिकीय : या क्रियेत कामाचा भाग व कंप पावत असलेले हत्यार यांच्यामधील अरुंद जागेतून उच्च कंप्रतेने कंप पावत असलेल्या अपघर्षक पदार्थाच्या कणांनी युक्त असलेल्या पाण्यातील राळ्याचे (पंप करता येण्याजोगे द्रवातील घन पदार्थाच्या लोंबकळत्या अवस्थेतील कणांच्या मिश्रणाचे) अभिसरण केले जाते. इष्ट त्या खळग्याप्रमाणे आकार दिलेल्या हत्याराची कंप्रता सु. १९,००० ते २५,००० हर्ट्झ असते. या हत्यारामुळे अपघर्षक कण कामाच्या भागाच्या सन्निध कंप पावतात व त्यामुळे त्यातील सूक्ष्म कण निघत राहतात. या क्रियेचा उपयोग सामान्यतः कठीण पण ठिसूळ (विद्युत् संवाहक अथवा निरोधक असलेल्या) पदार्थांसाठी (उदा., मृत्तिका, काच इ.) केला जातो. तसेच ती कठीण केलेले पोलाद, कार्बाइड आणि अर्धसंवाहक (धातू व निरोधक यांच्या दरम्यान विद्युत् संवाहकता असलेले) पदार्थ यांसाठी वापरली जाते.
लेसर शलाका : ⇨ लेसरमुळे मिळणारी अतिशय तीव्र प्रकाश शलाका अगदी लहान क्षेत्रफळावर केंद्रीत करता येते आणि तेथे उच्च तापमान निर्माण होते. याचा उपयोग धातू वा उच्च तापसह (उच्च तापमान सहन करू शकणारे) पदार्थ वितळवून व बाष्पीकरण करून कापण्यासाठी करतात. इतर पद्धतींनी अधिक काटकसरीने कापता येणार नाहीत अशा पातळ धातू व उच्च तापसह पदार्थ कापण्यासाठी वा त्यात अल्प व्यासाची भोके पाडण्यासाठी लेसर पद्धतीचा उपयोग करतात.
इलेक्ट्रॉन शलाका : उच्च वेग दिलेल्या इलेक्ट्रॉनांची केंद्रित शलाका वापरून कोणत्याही पदार्थात सूक्ष्म (०·०२५ मिमी. व्यासाची) भोके व ६·२५ मिमी.पर्यंत जाड असलेल्या पदार्थांत ०·०२५ मिमी. इतक्या सूक्ष्म रुंदीपर्यंतच्या खाचा पाडता येतात. इलेक्ट्रॉन पदार्थावर पडताच त्यांच्या गतिज ऊर्जेचे उष्णतेत रूपांतर होऊन पदार्थाच्या सूक्ष्म कणांचे बाष्पीकरण होते. ही क्रिया निर्वातात करण्यात येत असल्याने इलेक्ट्रॉन विखुरले जात नाहीत. इलेक्ट्रॉनांची ऊर्जा कमी करून त्यांची शलाका अतिशय बारीक तारांवर अथवा भागांवर वितळजोडकाम (वेल्डिंग) करण्यासाठी वापरता येते.
स्फोटक रूपण : बाँबमध्ये वापरल्या जाणाऱ्या टीएनटीसारख्या पदार्थाचा स्फोट नियंत्रित करून हव्या त्या दिशेने प्रचंड दाब निर्माण करता येतो. टिटॅनियमासारख्या कठीण धातूच्या पत्र्याला आकार देण्यासाठी वा दोन वेगवेगळ्या धातू एकमेकांना जोडण्यासाठी ही क्रिया वापरली जाते.
पाण्याचा झोत : पाण्याचा दाब पंपाने १,००० किग्रॅ./सेंमी.२ इतका वाढविला, तर त्याच्या झोताला प्रचंड वेग येतो. या झोताने संगमरवरी दगडासारखे पदार्थ जलद कापता येतात.
भारतीय उद्योग : यांत्रिक हत्यारे हा इतर सर्व अभियांत्रिकीय उत्पादनाचा पाया होय. यामुळे देशाची औद्योगिक प्रगती यांत्रिक हत्यारे उत्पादन करण्याच्या क्षमतेशी निगडीत असते. दुसऱ्या महायुद्धापूर्वी भारतात सर्व यांत्रिक हत्यारे आयात केली जात. पहिल्या पंचवार्षिक योजना काळात (१९५१– ५६) यांत्रिक हत्यारांचे उत्पादन करणारे फक्त तीन प्रमुख कारखाने होते आणि बहुतांश मागणी आयातीनेच भागविली जात होती. तथापि नंतर या उद्योगात मोठी प्रगती झाली. १९५६ मध्ये रु. १·१ कोटी उत्पादन होते. ते १९६६ मध्ये रु. २८·४ कोटी व १९८४ मध्ये रु. ३०६ कोटीपर्यंत वाढले. १९८४ मध्ये सरकारी व खाजगी क्षेत्रांत मिळून १४३ कारखाने यांत्रिक हत्यारांचे उत्पादन करीत होते आणि त्यांत १,२५,००० लोकांना रोजगार मिळालेला होता. यांत्रिक हत्यारे तयार करणाऱ्या जगातील ३५ देशांत भारताचा क्रमांक १८ वा आणि यांत्रिक हत्यारांचा उपयोग करणाऱ्या प्रमुख २५ देशांत १६ वा क्रमांक लागतो.
भारतात सर्वसाधारण उपयोगाची यांत्रिक हत्यारे (उदा., लेथ, रधित्र, छिद्रण यंत्रे, चक्री कर्तन यंत्रे इ.) तसेच आडवी व उभी प्रच्छिद्रण यंत्रे, विविध प्रकारची शाणन यंत्रे, द्रवीय व वातचलित दाब यंत्रे, स्वयंचलित लेथ यांसारखी अवजड कामाची यांत्रिक हत्यारे तयार होतात. यांखेरीज अंकीय नियंत्रित व संगणक अंकीय नियंत्रित हत्यारे थोड्या प्रमाणात भारतात तयार होतात. १९८३ मध्ये अशी १५ यंत्रे व १९८४ मध्ये ४२ यंत्रे तयार झाली. तथापि अशी यंत्रे वापरणाऱ्या कारखान्यांची मागणी वाढल्याने ती आयात करण्यात येतात.
यांत्रिक हत्यारांची आयात ती वापरणाऱ्या कारखान्यांच्या गरजेप्रमाणे वाढत गेलेली आहे. १९६० मध्ये आयात केवळ रु. २१ कोटीची होती ती १९८४ मध्ये रु. १७० कोटीपर्यंत वाढली. १९७८ पासून आयात वाढत जाऊन १९७८–८४ या काळात ती चौपटींनी वाढली. यातील बहुतांश यंत्रे अंकीय नियंत्रित, संगणक अंकीय नियंत्रित, विद्युत् विसर्जन यंत्रे, परिशुद्ध शाणन यंत्रे व विशिष्ट उपयोगाची यंत्रे होती.
भारतातून रशिया, अमेरिका, पश्चिम जर्मनी, ब्रिटन यांसारख्या औद्योगिक दृष्ट्या प्रगत असलेल्या देशांना, तसे आफ्रिकेतील व आशियातील इराण, नायजेरिया, ईजिप्त, इंडोनेशिया यांसारख्या विकसनशील देशांना यांत्रिक हत्यारे निर्यात केली जातात.
यांत्रिक हत्यारांचे उत्पादन, आयात व निर्यात यांची आकडेवारी कोष्टकात दिली आहे. १९८९ – ९० मध्ये (१९८२ च्या किंमतीनुसार) उत्पादन रु. ४९५ कोटी, आयात रु. ११४ कोटी व निर्यात रु. ८४ कोटी होईल, असा अंदाज आहे. मोटारगाडी उद्योग हा यांत्रिक हत्यारांचा उपयोग करणारा सर्वांत मोठा उद्योग आहे. या उद्योगाला १९८७ मध्ये संगणक अंकीय नियंत्रित १९९ यंत्रे लागतील, तर १९९० मध्ये ही गरज कमी होऊन ४० यंत्रे लागतील आणि संगणक अंकीय नियंत्रित नसलेली यंत्रे १९८७ मध्ये १,५८४ लागतील, तर १९९० मध्ये ३९२ लागतील असा अंदाज आहे.
भारतातील यांत्रिक हत्यारांचे उत्पादन, आयात व निर्यात
(कोटी रुपयांत).
| वर्ष | उत्पादन | आयात | निर्यात |
| १९६० | ५·८६ | २०·९४ | – |
| १९७० | ३७·२३ | १८·३० | २·७६ |
| १९८० | १८५·९४ | १०४·८६ | २०·८५ |
| १९८४ | ३०६·५३ | १७०·०० | २१·७९ |
हिंदुस्थान मशिन टूल्स लि. या सरकारी क्षेत्रातील कारखान्याची १९५३ मध्ये स्थापना झाली. या कारखान्याच्या बंगलोर (कर्नाटक), पिंजोर (हरयाणा), कलमसरी (केरळ), हैदराबाद (आंध्र प्रदेश) व अजमेर (राजस्थान) येथे यांत्रिक हत्यारांचे उत्पादन करणाऱ्या शाखा आहेत (यांखेरीज या कारखान्यातर्फे घड्याळे, कालमापक यंत्रे व दुग्धोत्पादन यंत्रसामग्री यांचे उत्पादन करण्यात येते). भारतातून निर्यात होणाऱ्या यांत्रिक हत्यारांपैकी सर्वाधिक निर्यात या कारखान्यातून होते. या कारखान्यातर्फे विकसनशील देशांत यांत्रिक हत्यारांचे कारखाने उभारण्यास मदतही करण्यात येते. किर्लोस्कर, पर्फेक्ट मशीन टूल्स, विडिया इंडिया, व्होल्टाज, गोदरेज इ. खासगी क्षेत्रातील कारखाने यांत्रिक हत्यारांच्या उत्पादनात व निर्यातीत अग्रेसर आहेत.
मुंबई येथील इंडियन मशिन टूल-मॅन्युफॅक्चरर्स ॲसोसिएशन ही उत्पादकांची संस्था भारतात तयार होणाऱ्या यांत्रिक हत्यारांची प्रदर्शने भरविते. या संस्थेतर्फे असे सहावे प्रदर्शन १९८६ मध्ये मुंबई येथे भरले होते.
यांत्रिक हत्यारांसंबंधी भारतात पुढील संस्था संशोधन करतात : द सेंट्रल मशिन टूल इन्स्टिट्यूट, बंगलोर सेंट्रल टूल रूम, उद्योग मंत्रालय, लुधियाना प्रोटोटाइप डेव्हलपमेंट अँड ट्रेनिंग सेंटर, नवी दिल्ली सेंट्रल मेकॅनिकल एंजिनिअरिंग रिसर्च इन्स्टिट्यूट, दुर्गापूर. विविध उत्पादन उद्योगातील प्रत्यक्ष काम करणारे अभियंते व यांत्रिक हत्यारांसंबंधी संशोधन करणारे संशोधक यांच्यात विचारविनिमय होणाऱ्या उद्देशाने १९६७ पासून ऑल इंडिया मशिन टूल डिझाइन अँड रिसर्च कॉन्फरन्स ही परिषद दर दोन वर्षांतून एकदा भरविण्यात येते. १९८६ मध्ये दिल्ली येथे अशी बारावी परिषद भरलेली होती. (चित्रपत्र २२).
संदर्भ :
- DeGarmo, R. E., Materials and Processes in Manufacturing, London 1979.
- Dyke, R., Numerical Control, Englewood Cliffs, N. J. 1967.
- Kibbe, R. and others, Machine Tool Practices, New York, 1979.
- Ludwig, O. A.; McCarthy, W. J., A Short History of Machine Tools, 1965.
- Lyman, T., Ed., Metals Handbook, Vol. 3.Machining, Metals Park, Ohio, 1967.
- McCarthy, W. J.; Smith, R. E., Machine Tool Technology, 1968.
- Merdinger, A. Numerical Control, 1975.
- Repp, V. E.; McCarthy, W. J., Machine Tool Technology, 1984.
- Roberts, A. D.; Prentice, R. C., Programming for Numerical Control Machines, New York, 1968.
लेखक : वैद्य, ज. शि.; दीक्षित, चं. ग.; कुलकर्णी, प्रि. खं.
 |
 |
 |
 |
 |
 |