पृष्ठ अंत्यरूपण, धातूंचे : संगमरवर, फरशी, सिमेंटची टाइल, काच, प्लॅस्टिक, लाकूड, चिनी मातीच्या वस्तू, कापड, कागद वगैरेंच्या पृष्ठभागांना गुळगुळीतपणा व चमक किंवा तकाकी आणतात ती मुख्यत: त्यांची आकर्षकता वाढविण्यासाठी असते. परंतु धातूंच्या वस्तूंचे किंवा यंत्रातील अथवा इतर रचनात्मक कामातील भागांच्या पृष्ठांचे काही विशिष्ट हेतूसाठी अंत्यरूपण करावे लागते अशा वस्तू किंवा भाग बव्हंशी ⇨यांत्रिक हत्यारे, मुद्रा व मुद्राकारक [⟶ मुद्रा-२], घडीव [⟶ घडाई, धातूची] किंवा ओतीव [⟶ ओतकाम] पद्धती वापरून बनवितात. या पद्धतींतील प्रक्रियांमुळे त्यांच्या पृष्ठभागावर हत्यारांच्या घावाचे वण (ठोके), यंत्रणाने (कर्तन क्रियेने किंवा कातकामाने) पडलेले चरे (ओरखडे), कंगोरे, खरखरीतपणा, कण, सूक्ष्म खळगे किंवा उंचवटे राहतात. यामुळे प्रत्यक्ष वापरात अशा पृष्ठभागांची घर्षणजन्य झीज जास्त होऊन कार्यक्षमतेवर परिणाम होतो. म्हणून असे पृष्ठभाग जर गुळगुळीत केले, तर झीज कमी होऊन कार्यक्षमता वाढते. पृष्ठभाग गुळगुळीत करून जर त्याचा चकचकीतपणा आरशासारखा स्वच्छ व प्रकाश परावर्ती केला, तर त्यावर वातावरणातील धूळ जमू शकणार नाही. त्यामुळे पृष्ठभागात दोष निर्माण होण्याची संधीच मिळणार नाही. त्याचप्रमाणे या क्रियेत आकार व आकारमानात अत्यंत सूक्ष्म अचूकपणा आणला जातो. दाढी करण्याच्या पोलादी पात्याची धार जरी डोळ्यांना सरळ दिसून बेटाच्या स्पर्शाला तीक्ष्ण वाटली, तरी सूक्ष्मदर्शक भिगांतून त्या धारेचे स्वरूप केस बिंचरायच्या फणीसारखे दिसते. धार लावण्याच्या क्रियेत त्यातील दंतुरता कमी करतात. धातूंच्या पृष्ठभागांना गुळगुळीतपणा देऊन चकाकी आणण्यासाठी त्यांना अती कठीण (ठिसूळ) पोलादाची धार हत्यारे, गोळ्या किंवा छर्रे, तसेच नैसर्गिक किंवा कृत्रिम अपघर्षकापासून [⟶ अपघर्षक] तयार केलेले घासकागद, घासपट्टे, ठोकळे, कांडया, पिष्टी (पेस्ट) आणि सहाणी वापरून हाताने किंवा यंत्राने घासतात. या क्रियेस ‘अंत्यरूपण’ म्हणतात.
पद्धती : (१) कानसकाम : उच्च कार्बनी पोलादाच्या निरनिराळ्या आकारांच्या कानशींच्या पृष्ठभागावर अंगचे धार दाते ठेवलेले असतात. प्रती सेंमी. लांबीत असणाऱ्या कमीजास्त दात्यांच्या संख्येप्रमाणे त्यांचे अनुक्रमे खरबरीत, बॅस्टर्ड, मध्यम व सूक्ष्म असे प्रकार असतात. वस्तूंचे किंवा भागांचे खरखरीत पृष्ठभाग गुळगुळीत करण्यासाठी असे पृष्ठभाग अशा प्रकारच्या कानशींनी क्रमाक्रमाने हाताचा दाब देऊन घासून काढतात. [⟶ कानसकाम].
(२) घासकागद काम : कागदावर अथवा कापडावर आसंजक [चिकट पदार्थ; ⟶ आसंजके] लावून अपघर्षकाच्या कणांचा थर देऊन घासकागद वा कापड तयार करतात [⟶ घासकागद]. अनेक लहान मोठया छिद्रांच्या चाळण्यांतून चाळून अपघर्षकाचे लहान मोठे आकारमान ठरविले जाते. त्यामुळे घासकागदात जाड व पातळ असे अनेक प्रकार असतात. पृष्ठभाग घासून गुळगुळीत करण्यासाठी क्रमांकाप्रमाणे क्रमाक्रमाने घासकागदाचे प्रकार वापरतात. काचेचे अपघर्षकी कण असलेले घासकागद लाकडाचा पृष्ठभाग पॉलिश देण्यापूर्वी गुळगुळीत करण्यासाठी वापरतात. एमरी किंवा सिलिकॉन कार्बाइडाचे अपघर्षकी कण असलेले घासकागद वा कापड धातूंचे पृष्ठभाग चकचकीत व गुळगुळीत करण्यासाठी वापरतात. घासकागदाने पृष्ठभाग हाताच्या दाबाने घासून जशी अंत्यरूपण क्रिया करतात तशीच घासकागद चिकटविलेल्या तबकड्या किंवा निरंत पट्टे यंत्राने फिरवून त्यावर पृष्ठभाग हाताने दाबून धरूनही अशी क्रिया करतात. धातूच्या नमुना तुकड्याची अंतर्रचना सूक्ष्मदर्शकातून अनेकपट विवर्धित करून त्याचे छायाचित्र घेण्यासाठी त्याचा पृष्ठभाग गुळगुळीत करून चकचकीत करतात. त्यामुळे प्रकाश परावर्तनाने छायाचित्र स्पष्ट निघते.
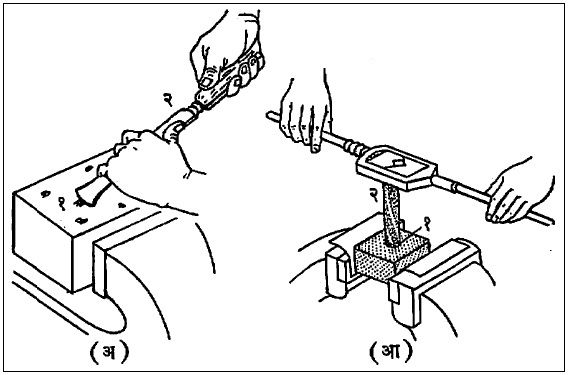
(३) तासणीकाम : हाताने पृष्ठभागांचे कानसकाम किंवा यांत्रिक हत्यारांनी यंत्रण (कातकाम) केल्यानंतरही त्यावर काही ठिकाणी किंचित उंचवटे राहतात. अशा ठिकाणचाच भाग फक्त कठीण अशा पोलादी हत्याराच्या धारेने सावकाश खरवडून हळूहळू संपूर्ण पृष्ठभाग एक समपातळीत आणला जातो. म्हणून अशा हत्यारांना खर्डे असे म्हणतात. असे हातखर्डे चपटे, त्रिकोणी किंवा अर्धगोल प्रकारचे असतात. ⇨ छिद्रण यंत्राने पाडलेल्या छिद्राचा पृष्ठभाग पोलादी छिद्रतासणीने अचूक मापाचा व गुळगुळीत करतात. छिद्रतासणीच्या दंडगोल परिघीय भागावर सरल किंवा मळसूत्री धारा सम अंतरावर अंगच्या ठेवलेल्या असतात. धारांमुळे धातूचा पृष्ठभाग खरवडला जाऊन धातूचा कीस किंवा चुरा तासून निघतो.
मोठया प्रमाणावर छिद्रतासणीकाम करण्यासाठी छिद्रण यंत्रात छिद्रतासणी बसवून असे काम करतात.
(४) चकाकी आणणे : ज्यावेळेस धातूंच्या काही यंत्रभागात ⇨ब्रोचण यंत्रावर छिद्राव्यतिरिक्त निरनिराळ्या आकाराने आरपार गाळे पाडतात, त्यावेळेस अशा गाळ्यांता पृष्ठभाग गुळगुळीत करून त्याला चकाकी आणण्यासाठी बोथट धारांचे अनुरूप पोलादी दंडकर्तक त्यांत दाबाने सारतात. त्यामुळे धातूचा कीस न निघता तो घर्षणजन्य उष्णतेने नरम होऊन पृष्ठभागावर पसरून त्याला चमक किंवा झिलई आणतो. सोनार हाताचा दाब देऊन पोलादी बोथट हत्याराने सोन्याच्या अलंकारांना अशाच प्रकारे झिलई देतो.
(५) गोलिका ताडण : रेतीसाच्यात धातूचा रस ओतून तयार केलेल्या वस्तूच्या किंवा यंत्रभागांच्या पृष्ठभागावर रेती घट्ट चिकटलेली असते. तसेच काही ठिकाणी कंगोरेही राहतात. अशा ओतीव वस्तूंचे पृष्ठभाग रेती आणि कंगोरे काढून स्वच्छ करण्यासाठी कठीण मिश्रपोलादाच्या गोळ्यांचा वातसंपीडकाच्या [⟶ संपीडक] साह्याने त्यावर वर्षाव करतात. गोळ्यांच्या ताडनाने (माऱ्याने) पृष्ठभागाची सफाई होते.
(६) घसटण : धातूच्या लहानसहान ओतीव वस्तूंच्या पृष्ठभागावर रेती चिकटलेली असते व काही ठिकाणी धातूच्या कडा किंवा कंगोरे राहून गेल्याने पृष्ठभाग खरखरीत किंवा ओबाडघोबड होतो. अशा पृष्ठभागांची सफाई करण्यासाठी तसेच इतर यंत्रण केलेल्या वस्तूंना चकाकी देण्यासाठी अशा वस्तू एका फिरत्या पोलादी षट्कोनी किंवा अष्टकोनी पिंपात टाकतात. पिंपाच्या सर्वांगावर छिद्रे असतात. शिवाय कठीण धातू किंवा दगडाचे विशिष्ट आकाराचे भरीव तुकडे चक्की क्रियेसाठी माध्यम म्हणून पिंपात टाकतात. पिंप यांत्रिक पद्धतीने फिरते ठेवल्याने त्यात अपकेंद्री (केंद्रापासून दूर ढकलणारी) प्रेरणा निर्माण होते. ओतीव वस्तू एकमेकांवर आपटत व घसटत राहिल्याने त्यांच्या पृष्ठभागांची सफाई होऊन कडा कंगोऱ्यांना गोलाई येते व पृष्ठभाग चकचकीतही होतात. याला ‘पिंप अंत्यरूपण क्रिया’ म्हणतात.
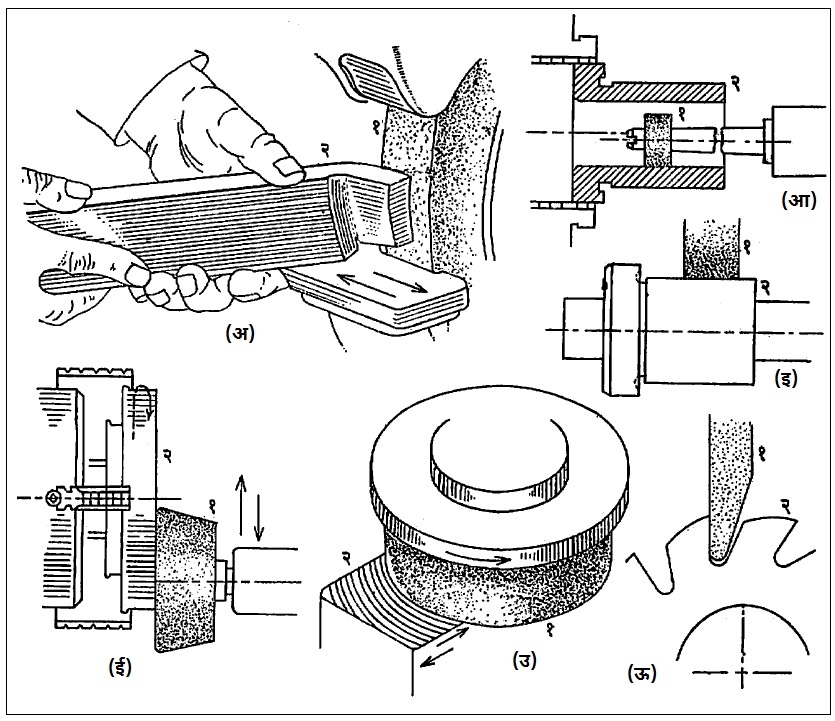
(७) शाणन : निरनिराळ्या आकाराच्या सहाणी (शाणन चक्रे) निरनिराळ्या अपघर्षकांपासून बनवितात [⟶ अपघर्षक एमरी]. या सहाणी ⇨ शाणन यंत्रात बसवून वेगाने हव्या त्या पातळीत फिरवितात आणि त्यानी धातूंच्या वस्तूंच्या किंवा भागांच्या पृष्ठभागांचे शाणन (पेषण) करून अंत्यरूपण क्रिया करतात. आ. २ मध्ये निरनिराळ्या शाणनक्रिया दाखविल्या आहेत. या पद्धतीने एक मायक्रॉन पर्यत (०.००१ मिमी.) मापांत सूक्ष्मता मिळू शकते. शाणनक्रियेने पृष्ठभागांचे अंत्यरूपण करताना मुबलक थंड कर्तन द्रवाचा प्रवाह चालू ठेवावा लागतो. कारण सहाणींना उच्चशीघ्र गती दिलेली असते.
(८) बहिर्उगाळण : अपघर्षकाचे कण सूक्ष्म व भरड आकारमानाचे ८ ते ६०० मेशचे (चाळणीच्या जाळीत प्रती २.५ सेंमी. लांबीत असलेली छिद्रांची संख्या) तयार मिळतात. त्याचा वापर तेलात किंवा ग्रीजमध्ये मिसळून उगाळण क्रियेसाठी करतात. हाताने व यंत्राने अशा दोन्ही पद्धतींनी धातूंच्या पृष्ठभागांचे अंत्यरूपण अपघर्षकांच्या मदतीने करतात व त्यासाठी २०० ते ६०० मेशचे अपघर्षक कण वापरतात.
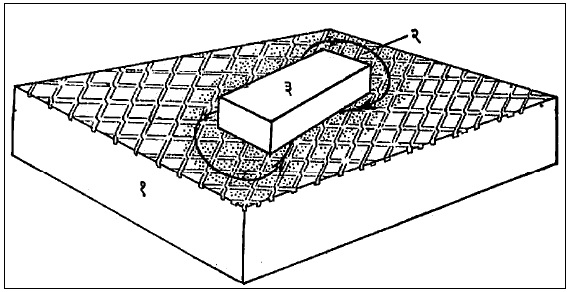
त्यामुळे शाणनापेक्षा जास्त गुळगुळीत पृष्ठभागांची निर्मिती होते. आ. ३ मध्ये हाताने करावयाची बहिर्उगाळण क्रिया दाखविली आहे. यात खोबणी पाडलेल्या बिडाच्या सपाट ठोकळ्यावर अपघर्षक पिष्टी पसरून त्यावर वस्तूचा पृष्ठभाग हाताने मध्यम दाब देऊन इंग्रजी आठ (8) आकड्याच्या आकारात घसटून उगाळण क्रिया केली जात असल्याचे दाखविले आहे. बहिर्उगाळण यंत्रात बिडाच्या ठोकळ्याऐवजी फिरते कार्यपट असून त्यावर अपघर्षक पिष्टी पसरून एक किंवा अनेक वस्तू ठेवून कार्यपट झाकून जाईल असा पिंजऱ्याच्या आकाराचा झाकणभाग यंत्रशीर्षातून हवा तेवढा दाब देऊन वरून पक्का बसविलेला असतो. कार्यपटाला परिभ्रमी (बाह्य अक्षाभोवती फिरण्याची) व घूर्णी (स्वत:भोवती फिरण्याची) गती दिल्याने बहिर्उगाळणक्रिया होते. काही यंत्रांत प्रती मिनिटाला ३,६०० कंपने विद्युत् चुंबकाने पुरवून उगाळणक्रिया करण्यात येते. एंजिनात दट्ट्या व दट्ट्याकडी, झडपा व आसने, भुजा, दंड आणि धारवा (बेअरिंग), दांडिका व धारवा पुंगळी, भुजाखीळ व संयोगदांडा किंवा दंतचक्र जोडी, स्क्रू व नट आणि इतर यंत्रांतील अशाच प्रकारच्या सहचरी भागांचे उगाळण केल्याने घर्षण कमी होऊन अनिष्ट आवाज नाहीसे होतात. कुठल्याही अवघड आकाराचे पृष्ठभाग गुळगुळीत करणे या पद्धतीने सोपे होते. कारण पृष्ठभागाच्या उलट आकाराच्या लाकडी, ॲल्युमिनियम, पितळ किंवा बीड या धातूंचा अथवा प्लॅस्टिकचा ठोकळा तयार करून अपघर्षक कण वापरल्यास ते त्यांत रुतून बसतात. अशा प्रकारे बहिर्उगाळणक्रियेसाठी उगाळण साधन (लॅप) म्हणून अशा ठोकळ्यांचा उपयोग होतो.
(९) अंतर्उगाळण : बहिर्उगाळण पद्धत बाह्य पृष्ठभाग गुळगुळीत करण्यासाठी वापरतात, तर अंतर्उगाळण पद्धत विशेषत: छिद्रांचे अथवा प्रच्छिद्रांचे आतील पृष्ठभाग गुळगुळीत करण्यासाठी वापरतात. या पद्धतीत अपघर्षक आसंजकात मिसळून त्याचे हव्या त्या आकाराचे ठोकळे किंवा कांड्या (होन) तयार करतात. त्यांच्या आकाराशी जुळत्या आकाराच्या पृष्ठभागांचे अंत्यरूपण हाताने किंवा यंत्राच्या साहाय्याने करतात. ज्या बाह्य पृष्ठभागांचे अंत्यरूपण अतिसूक्ष्म करावयाचे असते त्यासाठी हीच पद्धत वापरतात.
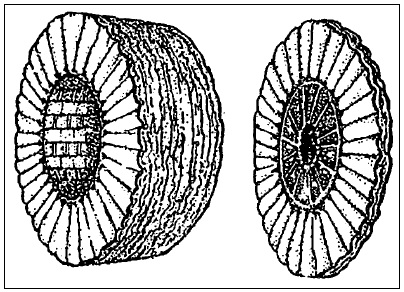
(१०) उजळण : (बफिंग). मलमल अथवा जाडेभरडे कापडाचे वर्तुळाकार तुकडे एकावर एक शिवून साधारण १० ते ३० मिमी. जाडीची व १०० ते २५० मिमी. व्यासाची चक्रे तयार करतात. असे चक्र विद्युत् चलित्राने (मोटरने) फिरविलेल्या निमुळत्या मळसूत्री दंडावर पिळून घट्ट बसवितात. चक्राचे तोंड (कड) अपघर्षक कणांनी माखतात. त्यासाठी मेणात किंवा चरबीत हव्या त्या प्रकारचे व आकारमानाचे अपघर्षक कण मिसळून त्याच्या साबण कांड्या बनवितात. तसेच गेरू, खडू, संगजिरे अशा पदार्थांचाही वस्तूंच्या पृष्ठभागांना उजाळा देण्यासाठी उपयोग करतात. असे चक्र उच्च शीघ्र गतीने फिरत असताना वस्तूचा पृष्ठभाग चक्राच्या अपघर्षकाने माखलेल्या तोंडावर दाबवून धरून सरकवीत ठेवल्याने पृष्ठभाग अत्यंत गुळगुळीत होऊन त्यावर आरशासारखी अप्रतिम चमक येते. अशा कापडी चक्राला ‘बफ’ म्हणतात. ते लवचिक असल्याने कोणत्याही आकाराचा व कसलेही नक्षीकाम केलेला पृष्ठभाग स्वच्छ करून उजळता येतो. एका धातूच्या पृष्ठभागावर दुसऱ्या धातूचे विलेपन करण्यापूर्वी किंवा मुलामा (अतिपातळ थर) देण्यापूर्वी असे पृष्ठभाग उजळक्रियेने प्रथम स्वच्छ व गुळगुळीत करून घेतात. त्यामुळे मुलामा उत्तम बसतो.
संदर्भ : Lindberg, R. A. Processes and Materials of Manufacture Boston, 1964.
वैद्य, ज. शि.; दाढे, वि. ग.; दीक्षित, चं. ग.