ब्रोचणयंत्र : अनेक धारदार दाते असलेले निमुळत्या दांडीसारखे कर्तक हत्यार धातूच्या वा प्लॅस्टिकाच्या वस्तुभागाच्या पृष्ठावरून वा वस्तुभागामध्ये अगोदरच पाडलेल्या छिद्रातून रेटून किंवा खेचून (ओढून) काढून त्याला जरूर तो आकार देण्याच्या यंत्रण क्रियेला ब्रोचण क्रिया म्हणतात. यात वापरण्यात येणाऱ्या कर्तक हत्याराला ब्रोचण कर्तक व ते ज्या यंत्रात बसवून ही क्रिया केली जाते त्याला ब्रोचण यंत्र म्हणतात. अशा प्रकारचा कर्तक १८५० मध्ये प्रथम वापरात आला आणि १८८२ मध्ये पहिले ब्रोचण यंत्र अमेरिकेत तयार झाले. वस्तुभागाच्या बाह्य पृष्ठावर थंड अवस्थेत विविध आकाराचे खुले गाळे व खोबणी पाडण्यासाठी अक्षरखाच दंडाच्या (ज्याच्या आतील व बाहेरील बाजूस लांबीच्या दिशेने दंतचक्रासारखे कंगोरे असतात अशा दंडाच्या) कर्तनासाठी, वस्तुभागामध्ये छिद्रण यंत्राने पाडलेल्या छिद्राला अचूक वर्तुळाकार किंवा जरूर तो आकार देण्यासाठी, तसेच घडीव वा ओतीव पद्धतीत वस्तुभागामध्ये अंगच्या ठेवलेल्या आरपार अंतर्गत गाळ्याचे अंत्यरूपण करण्यासाठी ब्रोचण क्रिया करतात. आ. १ मध्ये ब्रोचण यंत्रावर अंतर्गत व पृष्ठीय ब्रोचण क्रियेने तयार केलेले काही नमुनेदार आकार दाखविले आहेत.
वस्तुभागाच्या बाह्य पृष्ठावर ब्रोचण करण्याच्या क्रियेला बहिर्ब्रोचण म्हणतात आणि त्यासाठी वापरण्यात येणारा कर्तक भरीव पट्टीचा असून त्याच्या एका अंगावर तीक्ष्ण दाते असतात. वस्तुभागातील बंद बाजूच्या आरपार गाळ्यांचे ब्रोचण करण्याच्या क्रियेला अंतर्ब्रोचण म्हणतात व त्यासाठी वापरण्यात येणारा कर्तक भरीव असून त्याच्या सर्व अंगावर दाते असतात. पृष्ठीय ब्रोचणासाठी पृष्ठीय ब्रोचण कर्तक वापरतात.
|
|

ब्रोचण क्रियेच्या विविध पद्धती : (१) खेचण पद्धती : या पद्धतीत वस्तुभाग स्थिर असून त्याच्या आरपार गाळ्यातून भरीव लांब कर्तक ब्रोचण यंत्राच्या साहाय्याने ओढून काढतात. विशेषेकरून अंतर्ब्रोचणासाठी तसेच पृष्ठीय ब्रोचणात ही पद्धत वापरतात.
(२) रेटण पद्धती : यात वस्तुभाग स्थिर असून कर्तक रेटण्याची योजना केलेली असते. यातील कर्तक आखूड असून हस्तचलित दाबयंत्राने किंवा द्रवीय दाबयंत्राने [⟶ दाबयंत्र] रेटा देण्याची योजना केलेली असते. छिद्रण यंत्रावर पाडलेले भोक अचूक वर्तुळाकार करण्यासाठी वा चाकाच्या तुंब्यात चावी गाळे पाडण्यासाठी या पद्धतीचा उपयोग करतात.
(३) पृष्ठीय पद्धती : यात वस्तुभाग स्थिर ठेवल्यास त्याच्या पृष्ठावरून कर्तक पुढेमागे किंवा वरखाली सरकवितात अथवा कर्तक स्थिर ठेवून वस्तुभाग सरकवितात. यामुळे कोणत्याही आकाराच्या पृष्ठाचे अनुरूप आकाराच्या कर्तकाने अंत्यरूपण करता येते.
(४) अखंड किंवा निरंत पद्धती : यामध्ये वस्तुभागाचे अनेक नग सरळ आडव्या किंवा वर्तुळाकार दिशेत ब्रोचण यंत्रात फिरते ठेवून कर्तक स्थिर ठेवतात.
ब्रोचण कर्तक : सामान्यतः शीघ्र गती पोलादापासून [⟶ पोलाद] ब्रोचण कर्तक बनवितात. काही कर्तकांवर विशेषतः जेथे अचूक आकारमान महत्वाचे असते तेथे कार्बांइडाचे दाते वा वलये अंत्यरूपणासाठी बसविलेली असतात. काही कर्तक मृदू पोलादाच्या दांडीवर मिश्र पोलादाचे तीक्ष्ण दाते बसवून तयार करतात. त्यांना निवेशित ब्रोचण कर्तक म्हणतात. सर्व पृष्ठावर अंगचेच तीक्ष्ण दाते ठेवलेल्या कर्तकाला भरीव ब्रोचण कर्तक म्हणतात. एकाच पृष्ठावर अंगचे दाते ठेवलेल्या कर्तकाला पृष्ठीय ब्रोचण कर्तक म्हणतात. क्रमाक्रमाने वाढत्या लांबीचे दाते असलेल्याला वर्धित ब्रोचण कर्तक म्हणतात. घडीव किंवा ओतीव पद्धतीने बनविलेल्या वस्तुभागात अंगच्या ठेवलेल्या भोकांचे किंवा आरपार गाळ्यांचे ब्रोचण करण्यासाठी कर्तकाच्या पृष्ठावर अवडचवड दाते पृथकपणे ठेवलेले असतात. लागोपाठच्या दोन दातांमधील अंतर ब्रोचण क्रियेच्या प्रकारावर व वस्तुभागाच्या स्वरूपावर अवलंबून असते. ब्रोचण क्रिया करावयाच्या धातूंच्या कठिनतेनुसार दातांच्या धारांचे कोन व क्रियेची गती यांचे प्रमाणीकरण करण्यात आलेले आहे. टंगस्टन कार्बाइडाच्या कर्तकाची गती दर मिनिटास १५ ते ४५ मी. असते. काही वस्तुभागांसाठी लागोपाठ अनेक वेळा निरनिराळे कर्तक वापरून ब्रोचण क्रिया करावी लागते. ब्रोचण क्रियेतील घर्षणजन्य उष्णता कमी करण्यासाठी आणि वंगणासाठी गंधकयुक्त तेले व पाण्यात विरघळणारी तेले वापरतात. ब्रोचणानंतर वस्तुभागांच्या पृष्ठांवर चकाकी आणण्यासाठी ब्रोचण कर्तकासारखीच हत्यारे वापरतात पण त्यांच्या दात्यांना गोलाई दिलेली असते.
यंत्राची रचना व प्रकार : ब्रोचण क्रियेच्या दिशेवरून या यंत्राचे (१) उभे व (२) आडवे असे दोन प्रमुख प्रकार पडतात.
ब्रोचण यंत्राची रचना इतर यांत्रिक हत्यारांच्या मानाने सोपी असते. आडव्या यंत्रात बिडाच्या ओतीव सांगाड्यात एक बैठक असते व तिची लांबी ब्रोचण धावेच्या (चालीच्या) दुपटीपेक्षा थोडी जास्त असते. ज्याच्यावर ब्रोचण क्रिया करावयाची असेल तो वस्तुभाग बैठकीवर स्थिर ठेवण्यासाठी धारक पकडीची योजना केलेली असते. तसेच ब्रोचण कर्तक खेचण किंवा रेटण क्रियेसाठी घट्ट पकडून ठेवण्याची व्यवस्था केलेली असते. या क्रिया ज्या शक्तीद्वारे करावयाच्या असतील तिच्या प्रेषणासाठी काही यंत्रांत नट व मळसूत्र (स्क्रू) यंत्रणा, काहींत द्रवीय यंत्रणा, तर काहींत यांत्रिक रेटक वापरतात. मूलशक्ती विद्युत् चलित्राने (मोटरने) पुरविली जाते. शीतक द्रव पुरविण्यसाठी पंप बसवितात. उभ्या ब्रोचण यंत्रात आडव्या बैठकीवर काटकोनात बिडाचा अंगचा उभा स्तंभ असतो.
आडव्या यंत्रात ब्रोचण कर्तक वस्तुभागातून खेचून ब्रोचण क्रिया करतात. या यंत्राचा उपयोग अक्षखाचा, विविध आकारांचे आरपार गाळे, चावी गाळे व छिद्रांचे अंत्यरूपण करण्यासाठी होतो. यात ब्रोचण कर्तक जास्त लांबीचा वापरता येत असल्याने जास्त जाडीच्या वस्तुभागाचे ब्रोचण होऊ शकते.
उभ्या यंत्राचे निरनिराळे प्रकार असून त्यांत ब्रोचण क्रिया कर्तक उभा खाली रेटून किंवा वरच्या अथवा खालच्या दिशेत ओढून केली जाते. यातील कर्तक फार लांबीचा नसतो. वरच्या दिशेत कर्तक ओढून ब्रोचण करणारे यंत्र अंतर्ब्रोचणासाठी वापरतात. पृष्ठीय ब्रोचणासाठी एक किंवा दोन रेटकयुक्त उभे यंत्र वापरतात. दोन रेटकयुक्त यंत्रात जेव्हा एक रेटक वर जातो तेव्हा दुसरा खाली येतो आणि त्यामुळे दोन वस्तुभाग अलगपणे पकडून त्यांच्या ब्रोचणास लागणाऱ्या वेळात बचत होते. शक्तीसाठी उभ्या यंत्रात द्रवीय किंवा विद्युत् यांत्रिक यंत्रणा वापरतात. त्यामुळे मोठ्या वस्तुभागांचे ब्रोचण करणे सुलभ होते.
|
|
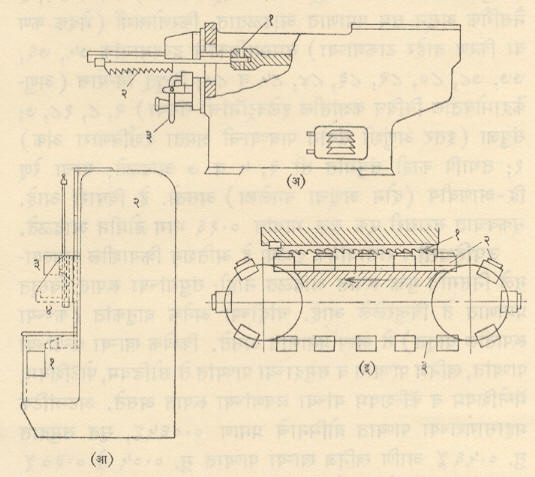
निरंत साखळी ब्रोचण यंत्रात कर्तक स्थिर ठेवून व अनेक वस्तुभाग निरंत साखळीवर सतत फिरते ठेवून त्यांचे ब्रोचण केले जाते त्यामुळे उत्पादन वाढते. आ. ३ मध्ये काही ब्रोचण यंत्रांच्या सर्वसाधारण रचना दाखविलेल्या आहेत.
फायदे व मर्यादा : मोठ्या प्रमाणावर उत्पादन करण्यासाठी ब्रोचण क्रियेचा चांगला उपयोग होतो. विशिष्ट धारक पकडी वापरून अनेक नगांचे जलद उत्पादन होऊ शकते. कुशल कारागिराची जरूरी लागत नाही. पृष्ठाचे अंत्यरूपण उत्तम होऊन मापाचा अचूकपणा ०.००१ मिमी. (१ मायक्रॉन) पर्यंत मिळू शकतो. सर्वसाधारण आकार व त्यांचे अंत्यरूपण ब्रोचण कर्तकाच्या एकाच धावेत होऊ शकते. पृष्ठांचे अंतर्ब्रोचण व बहिर्ब्रोचणही होऊ शकते. कर्तनद्रव व शीतक द्रव ब्रोचण कर्तक योग्य जागी आपोआप पूरवू शकतो. तथापि ब्रोचण क्रियेवर काही मर्यादाही येतात. उदा., अती जाड वस्तुभागाचे ब्रोचण होऊ शकत नाही. धारक पकडीत वस्तुभाग घट्ट पकडून ठेवावा लागतो कारण त्यावर कर्तन क्रियेत मोठ्या प्रेरणा येतात. ब्रोचण कर्तक तयार करण्यास व त्याच्या दात्यांना धार लावण्यास फार खर्च येतो.
संदर्भ : 1. Chapman, W. A. J. Workshop Technology, Part 3, London, 1975.
2. Habicht, F. H. Modern Machine Tools, New York, 1963.
3. Wilson, F. W. Harvey, P. D., Ed., Tool Engineers Handbook, New York, 1959.
ओक, वा. रा. दीक्षित, चं. ग.
“