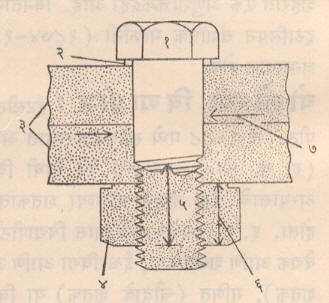
बोल्ट व नट : संरचनेतील किंवा यंत्रातील दोन भाग जोडण्याकरिता बोल्ट व नट यांचा उपयोग करतात. बोल्ट व नट यांनी केलेली जोडणी तात्पुरत्या स्वरूपाची असते. रिव्हेट वा वितळजोड यांचा वापर करून केलेली जोडणी कायम स्वरूपाची असते. तात्पुरत्या जोडणी पद्धतीत जोडलेले भाग सहज अलग करता येतात [⟶ धातु व अधातूंचे जोडकाम]. बोल्ट आणि तत्त्सम आटे असलेल्या बंधकाच्या जुळणीचे काही प्रकार आ. १ मध्ये दाखविले आहेत.
बोल्टाचे मुख्य भाग (१) डोके, (२) अंग, (३) आटे व (४) नट असे असतात. बोल्टाच्या अंगावर बाहेरचे आटे [⟶ स्क्रू] आणि नटाच्या छिद्राच्या आतल्या बाजूला अंतर्गत आटे असतात. स्टडच्या रचनेत डोके नसते परंतु एका भागातील छिद्रात नटाप्रमाणे अंतर्गत आटे असतात. बोल्टाने जुळणी करताना डोके एका पान्याने स्थिर धरावे लागते व दुसऱ्या पान्याने नट फिरवून आवळावा लागतो. यंत्राच्या रचनेत डोक्याकडील बाजूला पाना लावण्यास जागा नसल्यास स्टड, टोपी, स्क्रू किंवा यंत्र-स्क्रू यांचा उपयोग करून दोन भाग जोडता येतात. यंत्र-स्क्रू जागेवर बसविण्याकरिता पेचकसाने (स्क्रू ड्रायव्हराने) फिरविण्यासाठी डोक्यावर खाच असते.
|
|

|
विविध परिस्थितींत बोल्टाचा उपयोग बंधक म्हणून करावा लागत असल्यामुळे बोल्टाच्या डोक्याचे आकार षट्कोणी, चौरस, अर्धगोल किंवा तिरपमार असे असतात. बहुसंख्य बोल्टांच्या डोक्यांचा आकार षट्कोणी असतो, तसेच नटांचा आकार षट्कोणी किंवा चौरस असतो. बोल्टांचे काही प्रकार आ. २ मध्ये दाखविले आहेत. यंत्र-बोल्ट मोटारगाड्या, विमाने आणि विविध प्रकारची यंत्रे यांत वापरतात. स्टोव्ह-बोल्ट विद्युत् यंत्रे व उपकरणे आणि गृहोपयोगी उपकरणे यांत वापरतात. यांशिवाय विशिष्ट उपयोगांकरिता वापरावयाचे (उदा., शेतीच्या अवजारांकरिता वापरावयाचे) अनेक प्रकारचे बोल्ट उपलब्ध आहेत.
बोल्टाच्या बाबतीत अंगाचा व्यास व लांबी (डोके सोडून) ही मुख्य मापे असतात तसेच डोक्याचा आकार उदा., षट्कोणी, चौरस इ. व आट्यांसंबंधीची माहिती निश्चित करावी लागते [⟶ स्क्रू]. आट्यांचे विविध प्रकार असतात. त्यांपैकी त्रिकोणी काटच्छेद असलेले आटे बोल्टावर बहुधा वापरतात, तसेच आट्यांचे सूत्रांवर (दोन लगतच्या आट्यांमधील अंतर) हे एक महत्त्वाचे माप असते. इंटरनॅशनल स्टँडर्ड्स ऑर्गनायझेशन या आंतरराष्ट्रीय संस्थेने बोल्ट व नट यांच्या सर्व मापांची मानके (प्रमाणभूत मापे) तयार केलेली आहेत. भारतीय मानक संस्थेनेही बोल्ट व नट यांच्या विविध प्रकारांकरिता मानके प्रसिद्ध केली आहेत (उदा., बोल्टाची डोक्याखालील त्रिज्या, मानक क्र. ४१७२-१९६७ षट्कोणी बोल्ट व नट, मानक क्र. ३१३८-१९६६ बोल्ट व नट यांच्या आट्यांची मापे, मानक क्र. ३१३९-१९६६).
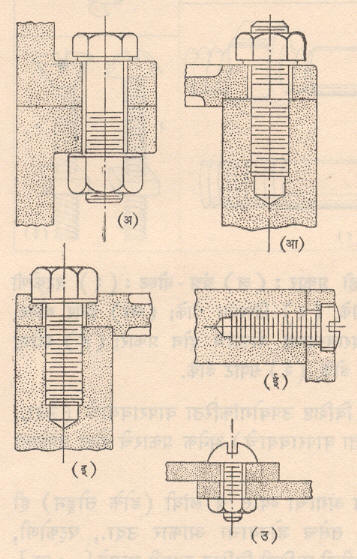
दोन भाग जोडताना ज्या वेळी नट आवळला जातो त्या वेळी बोल्टाच्या अंगाच्या काटच्छेदावर ताण प्रतिबल (ताणाने परिमाणांत बदल घडवून आणणारी प्रेरणा) येते व जोडलेल्या भागांच्या पृष्ठभागांवर दाब निर्माण होतो. झरणरहित (ज्यातून द्रव गळणार नाही असा) सांधा पाहिजे असल्यास पृष्ठभागांवरील दाब अंतर्गत द्रवाच्या दाबापेक्षा जास्त असावा लागतो. अशा ठिकाणी साधारणतः १२ मिमी. पेक्षा लहान आकारमानाचा बोल्ट वापरत नाहीत, कारण नट आवळताना तुटण्याचा संभव असतो. पान्याने नट फिरविताना पीडन परिबल (एखाद्या अक्षाभोवती प्रेरणेचा वळविण्याचा परिणाम म्हणजेच प्रेरणा व तिच्या क्रियारेषेचे अक्षापासूनचे लंबांतर यांच्या गुणाकाराने मिळणारी भौतिक राशी) कार्यान्वित होते. विशिष्ट मूल्यापेक्षा पीडन परिबल जास्त झाल्यास बोल्ट तुटतो म्हणून पान्यांची लांबी प्रमाणित केलेली असते. बोल्टामध्ये विविध उपयोगांकरिता उचित ताण प्रतिबल निर्माण व्हावे लागते म्हणून विशिष्ट प्रकारचे पीडन पाने असतात. त्यांमध्ये मर्यादेपेक्षा जास्त पीडन परिबल येऊ शकत नाही.
जोडलेल्या भागावर कार्यान्वित होणाऱ्या प्रेरणा बोल्टाच्या काटच्छेदाला समांतर असल्यास बोल्टाच्या अंगावर कर्तन प्रतिबल येते. बोल्टावर ताण प्रतिबल व कर्तन प्रतिबल अशी दोन प्रकारची प्रतिबले येतात. आवळलेल्या नटावर संपीडन (दाब देणारे) प्रतिबल येते (आ. ३).
बोल्ट व नट विविध ठिकाणी बंधक म्हणून वापरण्यात येत असल्यामुळे कार्बनयुक्त पोलाद, ॲल्युमिनियमाच्या मिश्रधातू, तांब्याच्या मिश्रधातू, अगंज (स्टेनलेस) पोलाद इ. विविध धातूंपासून बोल्ट बनवितात.
सर्वसाधारण कामाकरिता लागणारे बोल्ट स्वयंचलित बोल्ट घडाई यंत्रात बनवितात. तापविलेल्या किंवा थंड लोखंडी सळईपासून यंत्रात एका बाजूला डोके घडविले जाते व नंतर आटे पाडण्याच्या यंत्रावर आटे पाडले जातात. नट बनविण्याचे घडण यंत्र असते तसेच छिद्र व अंतर्गत आटे पाडण्याचे यंत्र निराळे असते. लेथ, चक्री कर्तन यंत्र, शाणन यंत्र (अपघर्षक म्हणजे खरवडून व घासून पृष्ठभाग गुळगुळीत करणारा पदार्थ चिकटविलेल्या उच्च वेगाने फिरणाऱ्या चक्राच्या साहाय्याने सपाट, दंडगोलाकार व अन्य पृष्ठभाग तयार करणारे यंत्र) यांच्या साहाय्याने, तसेच घडवण पद्धतीनेही बोल्टांचे व नटांचे आटे पाडतात [⟶ आटे पाडणे].
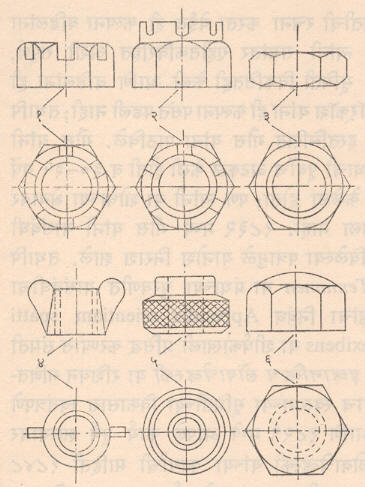
विविध प्रकारचे नट प्रचारात आहेत. विशिष्ट उपयोगानुसार त्यांची जाडी व आकारमान निवडतात. नटांचे काही प्रकार आ. ४ मध्ये दाखविले आहेत. यंत्रातील जोडलेले भाग हादऱ्यांनी किंवा कंपनांनी ढिले होण्याची शक्यता असते म्हणून नट जागीच रहाण्याकरिता अटकावे घालणे जरूर असते. खाची नट बसविल्यानंतर बोल्टाच्या अंगाला खाचेशी जुळेल असे लहान आकारमानाचे छिद्र पाडतात. त्या छिद्रात द्विदल खीळ घालतात व खिळीची टोके फाकतात. अशाच प्रकारची रचना बुरुजी नटाची असते. त्याला तीन खाचा असल्यामुळे खाचा व बोल्टातील छिद्र समोरासमोर आणणे शक्य होते. मुख्य नट बसविल्यानंतर जोड नट (जाडीला कमी असलेला) बसवितात. दोन पान्यांनी हे दोन्ही नट पकडून विरुद्ध दिशेने आवळतात. त्यामुळे नटांमध्ये अटकावा निर्माण होतो. पंखी नटाच्या दोन्ही पंखांमुळे हा नट हाताने आवळता वा ढिला करता येतो. ज्या ठिकाणी वारंवार या दोन्ही क्रिया कराव्या लागतात त्या ठिकाणी असा नट वापरतात. खरखरीत बाजू असलेला दंतुर नट हाताने आवळता येतो. टोपी नट बंद तोंडाचा असल्यामुळे बोल्टाचे टोक संपूर्ण झाकले जाते. यांमुळे बोल्टाच्या टोकाची खराबी होत नाही व जोडलेले भाग फिरते असल्यास बोल्टाच्या टोकात कर्मचाऱ्याचे कपडे अडकण्याचा धोका नसतो.
बोल्टाच्या डोक्याखाली किंवा नटाच्या खाली धातूचा वॉशर घालण्याची पद्धत आहे. जोडलेल्या भागांचा पृष्ठभाग खरबरीत असल्यास वॉशरचा उपयोग होतो. नट व पृष्ठभाग यांमधील दाबाचे त्यामुळे समवितरण होते. तसेच पृष्ठभाग यंत्राने जास्त काटेकोरपणे संस्कारित करावा लागत नाही. स्प्रिंग वॉशर वापरल्यास नट ढिला होत नाही.
पहा : स्क्रू.
संदर्भ : 1. Le Grande, R. The New American Machinist’s Handbook, New York, 1955. 2. Wilson, F. W. Harvey, P. D., Ed., Tool Engineers’ Handbook, New York, 1959.
सप्रे, गो. वि.
“
आपल्या मित्रपरिवारात शेअर करा..