मापक व तुल्यक: (गेजेस अँड कंपॅरेटर्स). अभियांत्रिकी उत्पादन पद्धतीत मापन पद्धती व मापन उपकरणे यांना महत्त्वाचे स्थान असते. मापनाच्या अचूकतेचा दर्जा उत्पादित वस्तूच्या किंवा यंत्राच्या उपयुक्ततेवर अवलंबून असतो. जितकी अचूकता जास्त तितका उत्पादन खर्च वाढतो म्हणून यंत्राची किंवा वस्तूची कार्यक्षमता व उपयुक्तता लक्षात घेऊन अचूकतेचा दर्जा ठरवावा लागतो. उत्पादन क्षेत्रातील पूर्वानुभव ध्यानात घेऊन राष्ट्रीय व जागतिक मानक संस्थांनी अठरा तऱ्हेचे अचूकतेचे दर्जे ठरविलेले आहेत. प्रत्येक दर्जाच्या श्रेणीत वस्तूच्या आकारमानावर आधारित मापनांच्या सीमा (मापन-सीमा) कोष्टकात दिलेल्या असतात. वस्तूंचे माप व आकारमान मोजण्याकरिता मापक आणि मूलभूत माप व प्रत्यक्ष माप यांमधील फरक मोजण्याकरिता तुल्यक वापरतात.
मोजपट्टी, कॅलिपर [→ हत्यारे (कर्मशालेतील)] व्हर्नियर मोजपट्टी व कॅलिपर [→ व्हर्नियर], बाह्य, अंतर्गत व व्हर्नियर, दर्शक सूक्ष्ममापक किंवा सूक्ष्ममापकावर आधारित मापक [→ सूक्ष्ममापक], सरक मापक (सरकवून एकमेकांना जोडता येणारे व अत्युच्च अचूकतेचे चौकोनी ठोकळे), व्यतिकरणमापक [→ व्यतिकरणमापन] अशी प्रत्यक्ष मापे घेण्याची उपकरणे उपलब्ध आहेत. अपेक्षित अचूकतेच्या दर्जाप्रमाणे योग्य ती उपकरणे वापरण्यात येतात. मोजपट्टीने साधारणतः ०·२५ मिमी., तर व्यतिकरणमापकाने १०-६ मिमी. इतकी अचूकता मिळते.
आधुनिक महोत्पादन तंत्रात (मोठ्या प्रमाणावर उत्पादन करण्याच्या तंत्रात) एकाच यंत्राचे सुटे भाग निरनिराळ्या कारखान्यांत तयार केले जातात आणि शेवटी जुळणी एके ठिकाणी केली जाते. अनेक ठिकाणी उत्पादित केलेल्या निरनिराळ्या भागांची जुळणी करावयाची असल्यास सुटे भाग अदलाबदल करता येण्यास योग्य असे असावयास पाहिजेत त्याकरिता एकमेकांत बसणाऱ्या भागांची मापे तंतोतंत असावयास पाहिजेत परंतु विविध कारखान्यांतील यंत्रांच्या अचूकतेचा दर्जा निरनिराळा असतो किंवा एकाच यंत्रावर उत्पादित केलेल्या सुट्या भागांची मापेही तंतोतंत असू शकत नाहीत. तसेच कर्तक साधनाच्या झिजेमुळे मापे अचूक येऊ शकत नाहीत. उत्पादन खर्चाच्या तसेच जुळणी सुलभ व योग्य होण्याच्या दृष्टीने मापे तंतोतंत असण्याची जरूरी नसते म्हणून यंत्राचा अभिकल्प (आराखडा) करताना आरेखावर मापांच्या सीमा-सूट सीमा दिलेल्या असतात [→ जुळणी व मापसूट]. सूट सीमा मोजण्याकरिता वापरावयाच्या उपकरणाने झटकन मोजता येण्याची सोय असावी लागते. त्याकरिता गुडदी, कंकण व झटितिमापक आणि यांत्रिक, विद्युत्, वायुदाबप्रेरित, प्रकाशीय व इलेक्ट्रॉनीय तुल्यक वापरतात.
यंत्रनिर्मितीमध्ये धावत्या जुळणीपासून आकुंचन जुळणीपर्यंत [→ जुळणी व मापसूट] विविध प्रकारच्या जुळण्या लागतात. दोन एकमेकांत बसणाऱ्या भागांपैकी एकाला ‘भोक’ व दुसऱ्याला ‘दांडा’ असे म्हणण्याची पद्धत आहे. मानक संस्थांनी २८ प्रकारच्या जुळण्या प्रमाणित केलेल्या आहेत. भोक व दांडा यांच्या आकारमानावर आधारित जुळणीच्या प्रकारांच्या सूट सीमांची कोष्टके उपलब्ध आहेत. तसेच कारखान्यात वापरण्यात येणाऱ्या झटिचिमापकांची झीज होत असल्याने मापकांच्या सूट सीमा व झीजमाया यांची प्रमाणित कोष्टकेही उपलब्ध आहेत.
यंत्रनिर्मिती करताना दोन ठिकाणी मापे घ्यावी लागतात. कारागीर यंत्रावर काम करता असताना त्याला मधून मधून माप घ्यावे लागते. सीमा-मापकांचा उपयोग करून तो सूट सीमेच्या कक्षेत माप ठेवतो. त्यानंतर काही टक्के भाग निरीक्षण कक्षात तपासले जातात. दोन्ही ठिकाणी एकसारखा सीमा-मापक वापरतात. सीमा-मापकांची झीज होत असल्यामुळे त्यांच्या मापाचे अंशन परीक्षण (दर्शविलेले अंश बरोबर आहेत की नाहीत हे तपासण्याची क्रिया) करावे लागते. त्याकरिता प्रधान मापक वापरतात. स्वीडिश अभियंते कार्ल योहानसन यांनी योजलेले सरक मापक प्रधान म्हणून वापरतात.
मुख्यत: रेषीय मापकांच्या पद्धतींचे या ठिकाणी विवरण केलेले आहे. तसेच सूट सीमा-मापक व तुल्यक यांचा विचार या ठिकाणी केला आहे. दाबमापक, तापमानमापक, विद्युत् मापक, वेगमापक वगैरे मापकांची माहिती संबंधित स्वतंत्र नोंदीत दिलेली आहे.
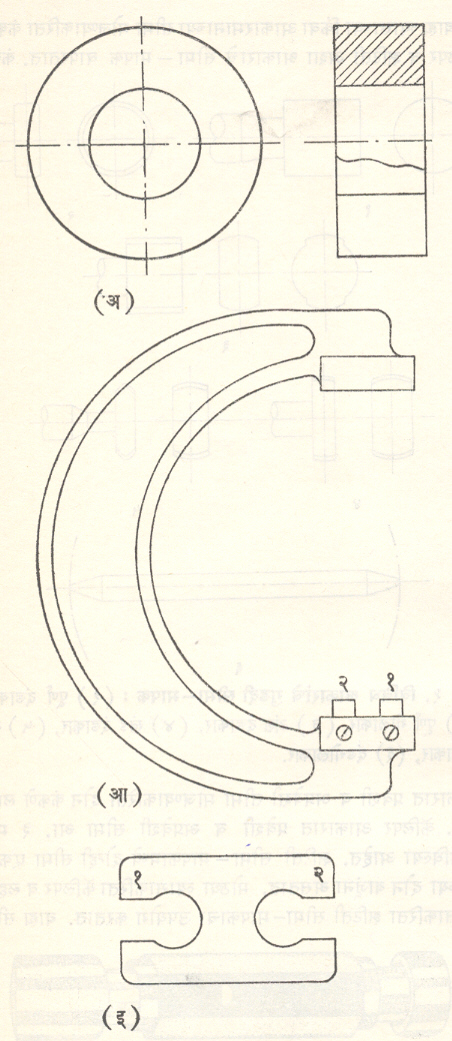
मापक: सूट सीमा–मापक : हे दोन प्रकारचे लागतात. पहिल्या प्रकारचे भोकाच्या मापाच्या सूट सीमा मोजण्याकरिता आणि दुसऱ्या प्रकारचे दंडाच्या मापाच्या सूट सीमा मोजण्याकरिता. भोकाकरिता गुडदी सीमा-मापक वापरतात (आ. १). मापाच्या सीमा मोजावयाच्या असल्यामुळे अपेक्षित लहानात लहान व मोठ्यात मोठे माप मोजण्याकरिता दोन मापक लागतात. त्यांना प्रवेशी व अप्रवेशी मापक असे म्हणतात. भोकाच्या मापाच्या बाबतीत गुडदीच्या आकाराचा अप्रवेशी मापक भोकाच्या मोठ्याच मोठा आकारमानाचा असतो, तर प्रवेशी मापक भोकाच्या लहानात लहान मापाचा असतो.
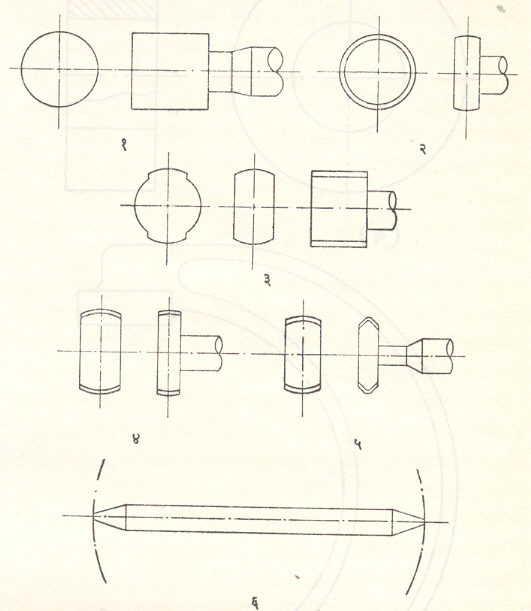
गुडदी सीमा-मापकाचे विविध आकार वापरतात. उदा., पूर्ण दंडाकार, पूर्ण गोलाकार, अंश दंडाकार, खंड दंडाकार, अंश गोलाकार व दंडगोलाकार. हे विविध आकार भोकांच्या व्यासाच्या किंवा आकारमानांच्या निरनिराळ्या कक्षांत वापरणे श्रेयस्कर असते. उदा., प्रवेशी सीमा-मापकांचा १२० मिमी. व्यासापर्यंत पूर्ण दंडाकार १२० ते ३१५ मिमी. व्यासाच्या कक्षेत खंड दंडाकार आणि त्यापुढे दंडगोलाकार.
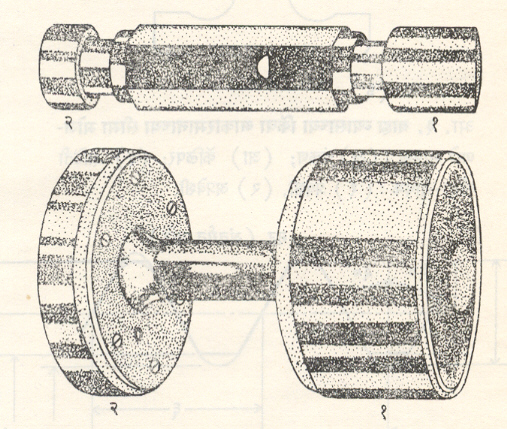
प्रवेशी व अप्रवेशी पूर्ण दंडाकार आकाराचे सीमा-मापक आ.२ मध्ये दाखविले आहेत. एकात मुठीवर दोन बांजूस दंडगोलाकार बसविलेले आहेत. अप्रवेशी भागाची लांबी प्रवेशी भागाच्या लांबीपेक्षा कमी असते.
बाह्य व्यासाच्या किंवा आकारमानाच्या सीमा मोजण्याकरिता कंकण, कॅलिपर व झटिती अशा आकाराचे सीमा-मापक वापरतात. कंकण आकारात प्रवेशी व अप्रवेशी सीमा मोजण्याकरिता दोन कंकणे लागतात. कॅलिपर आकारात प्रवेशी व अप्रवेशी सीमा आ. ३ मध्ये दाखविल्या आहेत. झटिती सीमा-मापकामध्ये दोन्ही सीमा एकाच पटीच्या दोन बाजूंना असतात. मोठ्या व्यासाकरिता कॅलिपर व लहान व्यासाकरिता झटिती सीमा-मापकाचा उपयोग करतात. बाह्य सीमा-मापकात अप्रवेशी भागाचे माप दंडाच्या लहानात लहान आकारमानाचे असते आणि प्रवेशी भागाचे माप दंडाच्या मोठ्यात मोठ्या आकारमानाचे असते.
जागतिक मानक संस्थेने सीमा-मापकांच्या संबंधी शक्य असेल तेथे टेलर पद्धत वापरावी, असे ठरविले आहे. विल्यम टेलर या इंग्रज अभियंत्यांनी या पद्धतीचे एकस्व (पेटंट) घेतले होते. टेलर पद्धतीत प्रवेशी गुडदी सीमा-मापकांची किंवा कंकण सीमा-मापकाची लांबी-जाडी कार्यखंडाच्या (जिच्यावर यांत्रिक कार्य करणाऱ्या येत आहे वा केलेले आहे अशा वस्तूंचा वा भागाच्या) लांबीइतकी असावी लागते. अप्रवेशी सीमा-मापकाच्या बाबतीत मापक व कार्य खंड यांच्या दोन व्यासीय बिंदूंना स्पर्श झाला पाहिजे. झटिती सीमा-मापक किंवा कॅलिपर सीमा-मापक यांच्या बाबतीत टेलर पद्धत वापरता येत नाही. तसेच टेलर पद्धत सर्वच ठिकाणी वापरता येत नाही.
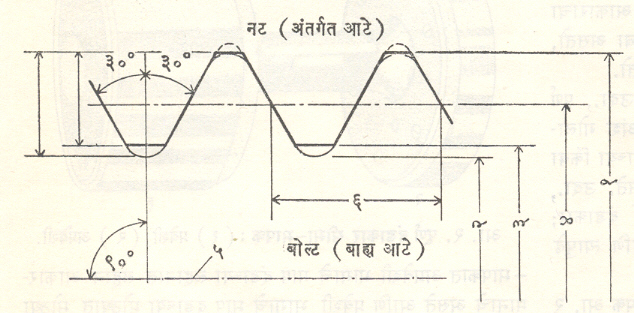
नट व बोल्ट यांच्या आट्याचे सीमा-मापक : दोन एकमेंकात बसणाऱ्या व आटे असलेल्या कार्यखंडापैकी एकास दंडगोलाकाराच्या बाहेरील भागावर आटे पाडलेले असतात. त्यास बोल्ट म्हणतात. दुसऱ्या भागात छिद्र असून त्याच्या आतील भागावर आटे असतात. त्यास नट म्हणतात [→ बोल्ट व नट]. नटाच्या आट्याच्या तळातील व्यासाला व बोल्टावरील आट्यांच्या डोक्यावरील मापाला बृहत् व्यास म्हणतात. तसेच नटाच्या आट्यांच्या डोक्यावरील व्यासाला व बोल्टावरील आट्यांच्या तळातील व्यासाला लघू व्यास म्हणतात. त्याशिवाय सूत्रांतर (दोन लगतच्या आट्यांमधील अंतर), कार्यकारी व्यास व आट्यांच्या आकाराची अचूकता ही महत्त्वाची मापे असतात. लघू व्यास व बृहत् व्यास मोजण्याकरिता सीमा-मापके वापरतात. कार्यकारी व्यास, सूत्रांतर व आट्यांचा आकार यांकरिता विशिष्ट पद्धती वा मापन यंत्रे वापरतात. आट्यांच्या आकाराची अचूकता तपासण्याकरिता ⇨ प्रकाशक्षेपक वापरतात.
 मानक संस्थांनी चार प्रकारच्या सूट सीमा प्रमाणित केलेल्या आहेत. त्यांचा वापर केल्यास नट आणि बोल्ट यांच्या जुळणीच्या चार श्रेणी मिळतात.
मानक संस्थांनी चार प्रकारच्या सूट सीमा प्रमाणित केलेल्या आहेत. त्यांचा वापर केल्यास नट आणि बोल्ट यांच्या जुळणीच्या चार श्रेणी मिळतात.
आट्यांचा मापनाकरिता पुढे दिलेले सीमा-मापके वापरतात : (अ) नटाकरिता : (१) कार्यात्मक क्षमता पहाण्याकरिता प्रवेशी आट्यासहित गुडदी सीमा-मापक : या सीमा-मापकाने नटाचा लघुतम बृहत् व्यास मोजला जातो. नटाच्या आट्यांचा पूर्ण लांबीत सहजपणे सीमा-मापक फिरला पाहिजे. (२) नटाच्या आट्यांचा महत्तम बृहत् व्यास तपासण्याकरिता प्रवेशी आट्यासहित गुडदी सीमामापक. (३) आटे पाडण्याआधी नटाला छिद्र पाडावे लागते. आटेविरहित गुडदी सीमा-मापकाने लघुत्तम व बृहत् व्यासाच्या सीमा मोजल्या जातात.
(आ) बोल्टाकरिता किंवा बाह्य आट्यांकिरता : (१) बोल्टाच्या आट्यांचा महत्तम बृहत् व्यास दिलेल्या सीमेमध्ये आहे किंवा नाही हे तपासण्याकरिता आट्यांसहित संयोजनक्षम प्रवेशी कंकण सीमा-मापक. याने कार्यात्मक क्षमतेचीही तपासणी केली जाते. (२)लघु व्यासाच्या लहानात लहान मापाच्या तपासणीकरिता आट्यांसहित झटिती सीमा-मापक किंवा आट्यासहित निर्देशक सीमा-मापक. (३) पातळ जाडीच्या कार्यखंडावरील बाह्य आटे मोजताना झटिती सीमा-मापकाने त्यांचा आकार विकृत होण्याचा संभव असतो. अशा परिस्थितीत आट्यांसहित कंकण प्रकारचा सीमा-मापक वापरतात. (४) वरील (१), (२) व (३) प्रकारचे सीमा-मापक संयोजित करण्याकरिता आट्यांसहित गुडदी सीमा-मापक. (५) आट्यांविरहित प्रवेशी व अप्रवेशी कंकण सीमामापक. बोल्टावर आटे पाडण्याआधी असलेल्या दंडगोलाच्या व्यासाच्या सीमा या मापकांनी मोजल्या जातात.
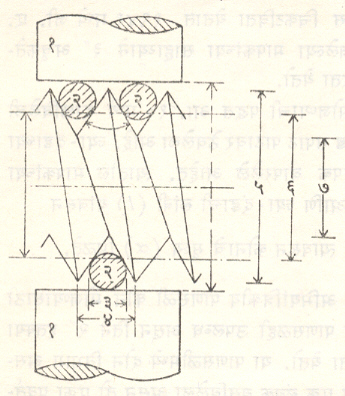
कार्यकारी व्यास मोजण्याकरिता तीन किंवा दोन अचूक मापाच्या तारा आ. ५ मध्ये दाखविल्याप्रमाणे वापरतात. तारांचा वर्तुळाकार काटच्छेद आट्याच्या त्रिकोणाच्या दोन बांजूस कार्यकारी व्यासावर स्पर्श करण्याकरिता तारेचा व्यास विशिष्ट असावा लागतो. विविध सूत्रांतरांकरिता निरनिराळ्या व्यासाच्यातारा वापराव्या लागतात.सूक्ष्ममापकानेतारांसहित व्यास मोजून कार्यकारी व्यास काढता येतो. मापक उत्पादक अशा प्रकारच्या अचूक व्यासाच्या तारा तयार करतात. कार्यकारी व्यास तसेच सूत्रांतर मोजण्याकरिता विशेष उपकरणेहीउपलब्ध आहेत.
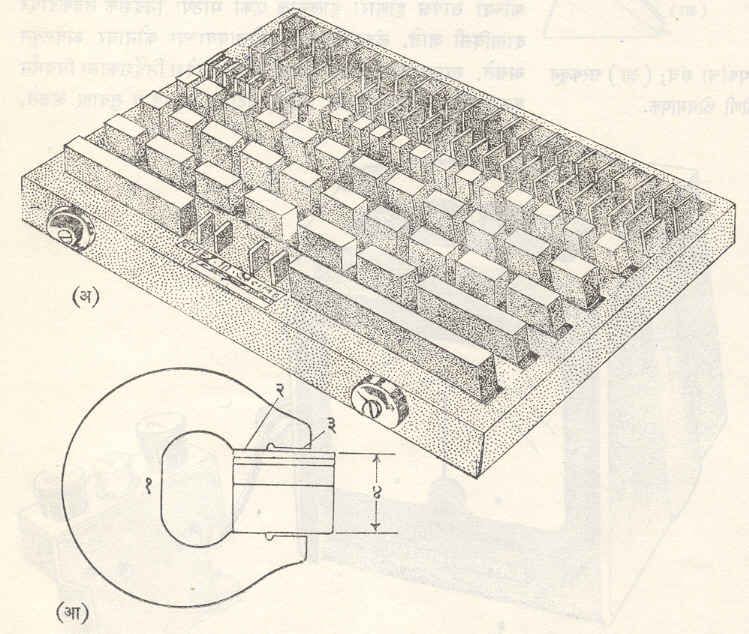
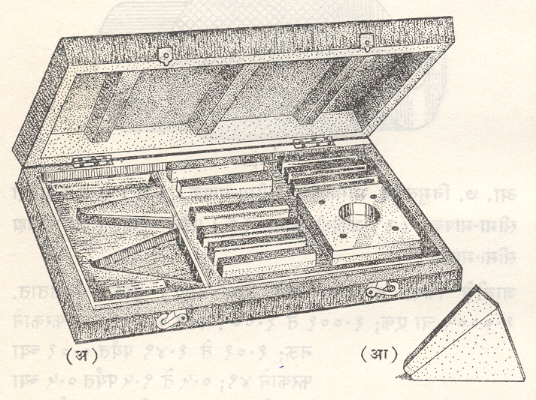
योहानसन सरक मापक : सीमा-मापकांचेअंशन परीक्षण, कार्यखंडावर अचूक रेखन, ज्या दंडाने कोन मोजणे (याचे वर्णनखाली दिले आहे) इ. कामांकरिता योहानसन सरक मापक वापरतात. एकोणिसाव्या शतकाच्या शेवटी योहानसन यांनी सरक मापक तयार केले. सरक मापक पोलादापासून अचूक जाडीचे चौकोनी ठोकळ्यांच्या आकाराचे असतात (आ.६) यात अचूकतेच्या II, I, ०,०० व अंशन परीक्षण अशा पाच श्रेणी उपलब्ध आहेत. II श्रेणीच्या २० मिमी. पर्यंतच्या जाडीची-लांबीची-अचूकता – २५ X१०-५ मिमी. ते + ५० X १०-५ मिमी., I श्रेणीची −१५ X १०-५ मिमी. ते + २० X १०-५ मिमी., तर ० श्रेणीची ± १० X १०-५ मिमी. इतकी असते. मापकाचे सर्व पृष्ठभाग शाणन (घासून गुळगुळीत करण्याची क्रिया) व उगाळण (सूक्ष्म अपघर्षक कण पृष्ठभागावर असलेल्या साधनाने पॉलिश करण्याची क्रिया) पद्धतीने अचूक बनविलेले असतात. दोन ठोकळे एकमेकांवर सरकवून बसविल्यास चिकटतात आणि एकमेकांस चिकटणारे पृष्ठभाग समाकर्षणाने संलग्न होतात. सरक मापक विविध जाडीच्या विशिष्ट संचामध्ये मिळतात. संचातील ठोकळे एकमेकांस चिकटवून पाहिजे असलेले माप तयार करता येते. ११२ पासून ३२ ठोकळ्यांचे संच असतात. ८८ ठोकळ्यांच्या संचामध्ये पुढे दिलेल्या जाडीचे किंवा लांबीचे(मापे मिमी. मध्ये) ठोकळे असतात. १·०००५ चा एक१·००१ ते १·००९ पर्यंत ०·००१ च्याफरकाने नऊ १·०१ ते १·४९ पर्यंत ०·०१ च्या फरकाने ४९ ०·५ ते ९·५ पर्यंत ०·५ च्या फरकाने १९ व १० ते १०० पर्यंत १०च्या फरकाने १० ठोकळे असतात.आ. ६. (आ) मध्ये अप्रवेशी कॅलिपरसीमा-मापकाचे माप सरक मापकांनीमोजण्याची पद्धत दाखविली आहे. त्यात१·००६, १·४३, ५·५० व ३०·०० असेचार मापाचे ठोकळे वापरून ३७·९३६मिमी. असे माप बनविलेले आहे. उत्पादन केंद्रात साधारणपणे श्रेणीचा व ८८ठोकळ्यांचा संच वापरण्यात येतो.
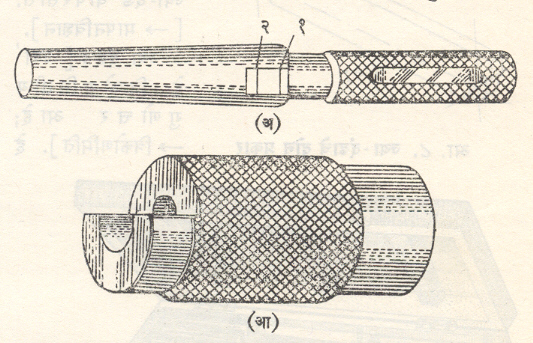
निमुळत्या आकाराच्या भागांकरिता मापक: निमुळत्या आकाराचे दंड किंवाभोके यंत्रांच्या भागांमध्ये पुष्कळ ठिकाणीवापरतात. बाह्य व अंतर्गत निमुळत्याभागांचे मापन व सीमा मापन करणेमहत्त्वाचे असते. निमुळत्या भागाकरिताउपयोगात येणारी दोन सीमा-मापकेआ. ७ मध्ये दाखविली आहेत.
सीमा-मापकावर प्रवेशी व अप्रवेशीसीमा दोन रेघांनी दाखविलेल्या असतात व मापावयाचा भाग व मापक यांच्या निमुळत्या भागांचा सर्व ठिकाणी स्पर्श होतो किंवा नाही हे पहाणे जरूरीचे असते. गुडदी सीमा-मापकांच्या निमुळत्या भागाला निळा रंग लावून तो आतील निमुळत्या भागात फिरवितात. निमुळता भाग अपेक्षेप्रमाणेझाला असल्यास निळारंग सर्वत्र एकसारखालागतो. तसे नसल्यासनिमुळता भाग बरोबर नाही असे समजतात. निमुळत्या भागाचाकोन मापण्याकरिताज्या-दंड वापरतात. [→ मापनविज्ञान ].
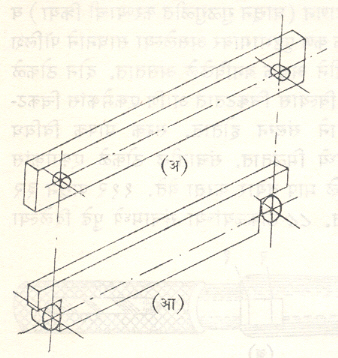
ज्या-दंड : [‘ज्या’ हेत्रिकोणमितीयगुणोत्तर आहे → त्रिकोणमिति]. हे एक अचूक मापनाचे उपकरणआहे. दोनप्रकारचे ज्या-दंड आ. ८ मध्ये दाखविलेले आहेत. आ.८ (अ) मधील प्रकारात दोन दंडगोल आकाराच्या गुडदा पट्टीच्या पृष्ठभागावर पुढे येतील अशा प्रकारे बसविलेल्या असतात, तर आ. ८ (आ) मध्ये दाखविलेल्या प्रकारात पट्टीच्या खाचांत त्या बसविलेल्या आहेत. गुडद्यांच्या मध्यबिंदूंमधील अंतर तसेच गुडद्यांचा व्यास अचूक असतो. ज्या-दंडाचीलांबी १०० ते ३००मिमी. च्या दरम्यान असते.
कोनमापक उपकरणे : कोन मोजण्याकरिता साधा कोनमापक, व्हर्नियर कोन-मापक [→ व्हर्नियर ], अचूक त्रिकोणी कोनमापकांचा संच, ज्या-दंड व सरकमापक, पाणसळ, इलेक्ट्रॉनीय संतुलन उपकरण इ. साधने वापरतात.
व्हर्नियर कोनमापकाने ५′ इतक्याआकारमानाचा कोन मोजता येतो. सरकमापकांच्या संचासारखाच योहानसन कोनमापकांचा संच असतो (आ. ९). अशा संचामध्ये १२ कोनमापक व एक चौकोन असतो. दोन त्रिकोणी मापक सरक-मापकांप्रमाणे एकमेंकास चिकटविता येतात. १९४१ मध्ये जी. ए. टॉमलिनसन यानी योजलेल्या मापकांच्या साहाय्याने ३″ अचूकतेपर्यंतचा कोन तयार करता येतो.
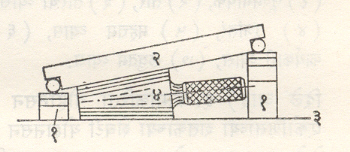
ज्या-दंडाने कोन मोजण्याची पद्धत आ. १० मध्ये दाखविलेली आहे. निमुळता कार्यखंड सपाट पाटावर ठेवलेला आहे. ज्या-दंडाच्या दोन्ही बाजूंस सरकमापक वापरलेले आहेत. त्यातील मापकांच्या मूल्यांतील फरक (h) आणि ज्या-दंडाची लांबी (l) यांवरून ज्या α = h/2 l मिळते. त्यावरून कोनाचे मूल्य (α) मिळते.
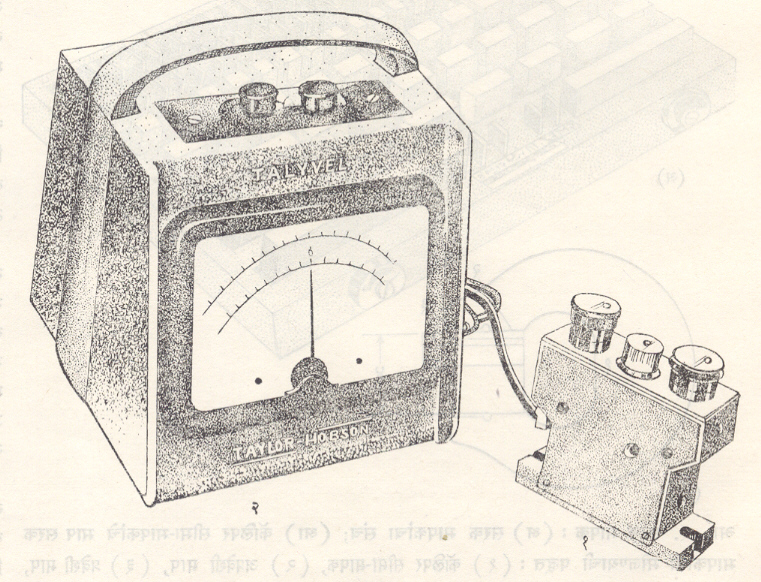
विविध अचूकतेच्या अभियांत्रिकीय पाणसळी कोन मोजण्यासाठी वपारतात. इलेक्ट्रॉनीय पाणसळही उपलब्ध असून तिने २″ इतक्या अचूकतेचा कोन मोजता येतो. या पाणसळीमध्ये दोन विभाग असतात. लहान विभागात एक लंबक बसविलेला असून तो एका प्रवर्तनीय ⇨ ऊर्जापरिवर्तकाचा चल (गतिशील) घटक असतो. हा विभाग एका केबलीद्वारे मुख्य विभागाला जोडलेला असून त्यात समतोलक मंडलाचा दुसरा भाग असतो. हे मंडल एका ट्रँझिस्टरयुक्त विवर्धकाला (इलेक्ट्रॉनीय विवर्धक) जोडलेले असते. यामुळे लंबकाची त्याच्या बैठकीच्या सापेक्ष होणारी हालचाल एका मोठ्या निर्देशक तबकडीवर दाखविली जाते. लंबकाचे स्थान मोजावयाच्या कोनावर अवलंबून असते. स्थानातील स्थित्यंतराप्रमाणे विद्युत् संदेश निर्देशकाला विवर्धन करून मिळतो. हे उपकरण विद्युत् घटावर चालते व सुवाह्य असते.
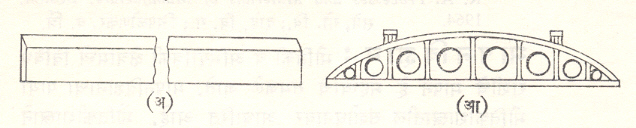
 सरळपणाचे मापन: अनेक यंत्रांतील कर्षकांचे (ओढण्याची क्रिया करणाऱ्या साधनाचे) स्थलांतर कार्यखंडाच्या सापेक्ष सरळ रेषेत असते. त्याकरिता लागणारे नियंत्रण मार्ग सरळ असावे लागतात. तसेच एकमेकांत बसणारे व पश्च-अग्र (मागे-पुढे होणारी) गती असलेले दोन कार्यखंड (उदा., एंजिनाचा सिलिंडर व त्यात मागे-पुढे होणारा दट्ट्या) सरळ असावे लागतात म्हणून कार्यखंडांच्या निर्मितीनंतर त्यांचा सरळपणा तपासावा लागतो. त्याकरिता अचूक सरळ कड असलेली पट्टी वापरतात. आ. १२ मध्ये दोन प्रकारच्या सरळ कड पट्ट्या दाखविल्या आहेत. सरळ कड पट्ट्यांची लांबी ३०० मिमी. पासून २ मी. पर्यंत असते. सरळपणाची अचूकता ०·००५ ते ०·०१५ मिमी. इतकी असते.
सरळपणाचे मापन: अनेक यंत्रांतील कर्षकांचे (ओढण्याची क्रिया करणाऱ्या साधनाचे) स्थलांतर कार्यखंडाच्या सापेक्ष सरळ रेषेत असते. त्याकरिता लागणारे नियंत्रण मार्ग सरळ असावे लागतात. तसेच एकमेकांत बसणारे व पश्च-अग्र (मागे-पुढे होणारी) गती असलेले दोन कार्यखंड (उदा., एंजिनाचा सिलिंडर व त्यात मागे-पुढे होणारा दट्ट्या) सरळ असावे लागतात म्हणून कार्यखंडांच्या निर्मितीनंतर त्यांचा सरळपणा तपासावा लागतो. त्याकरिता अचूक सरळ कड असलेली पट्टी वापरतात. आ. १२ मध्ये दोन प्रकारच्या सरळ कड पट्ट्या दाखविल्या आहेत. सरळ कड पट्ट्यांची लांबी ३०० मिमी. पासून २ मी. पर्यंत असते. सरळपणाची अचूकता ०·००५ ते ०·०१५ मिमी. इतकी असते.
ज्या कार्यखंडाचा सरळपणा तपासावयाचा असेल त्याची ज्ञात अचूकतेच्या सरळ कड पट्टीशी तुलना करून सरळपणा मोजतात. सरळ कड व पट्टी व कार्यखंड यांच्यातील प्रकाशित फट (प्रकाश उद्Iमाच्या विरुद्ध दिशेने पाहिल्यास) एकसारखी असावी लागते. सूक्ष्मतासणीने उंचवटे काढून प्रकाशित फट एकसारखी करतात. सरकमापक व सरळ कड पट्टी यांच्या साहाय्याने किंवा समांतरकाचा (समांतर प्रकाशकिरणांची शलाका निर्माण करणाऱ्या साधनाचा) उपयोग करून अचूकतेचा दर्जा वाढविता येतो.

सपाटपणाचे मापन : यंत्रामध्ये पश्च-अग्र गती असलेले व सपाट पृष्ठभागाचे कार्यखंड बऱ्याच ठिकाणी असतात. अशा परिस्थितीत दोन्ही कार्यखंडांच्या पृष्ठभागांचा सपाटपणा अचूक असावा लागतो. निर्मित कार्यखंडांच्या सपाटपणाच्या निरीक्षणाकरिता अचूक सपाट पाटाचा वापर करतात. सपाट पाट २०० मिमी. व्यासाचे किंवा ३०० X ३०० मिमी. ते २ X २ मी. चौरस आकाराचे असतात. ज्या कार्यखंडाच्या पृष्ठभागाचे निरीक्षण करावयाचे असेल त्या पृष्ठभागाला निळा रंग लावतात.ज्ञात अचूकतेच्या सपाट पाटावर घासल्यास कार्यखंडावरील उंचवट्याचा रंग निघतो. उंचवट्यांचे पृष्ठभागावरील वितरण समान झाले पाहिजे. तसे ते नसल्यास सूक्ष्मतासणीने उंचवटे काढून समान वितरण होईपर्यंत प्रक्रिया चालू ठेवतात. समांतरक, व्यतिकरणमापक व प्रकाशीय सपाट काच यांचा उपयोग करून सपाटपणाची अचूकता तपासतात.
तुल्यक: कार्यखंडाचे माप निर्धारित सूट सीमांमध्ये आहे किंवा नाही यांचे निरीक्षण तुल्यकाने करता येते. साधारणपणे तुल्यकावर कार्यखंडाचे प्रत्यक्ष माप मिळत नाही. महोत्पादन तंत्रात कार्यखंडाच्या आकारमानाचे झटकन निरीक्षण करावे लागते. तुल्यकाने असे निरीक्षण दृश्य स्वरूपात करता येते. तुल्यकाचे अनुयोजना सरकमापकाने करतात. यांत्रिक, वायुदाबप्रेरित, विद्युत् आणि इलेक्ट्रॉनीय असे विविध प्रकारचे तुल्यक प्रचारात आहेत.
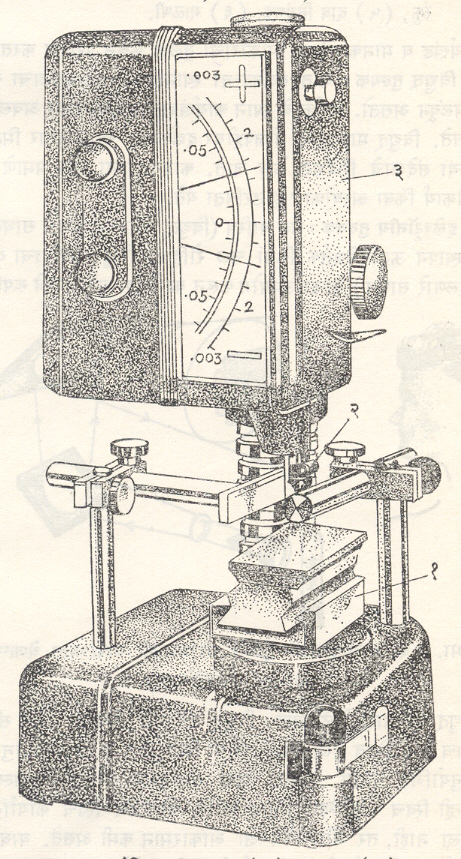
यांत्रिक तुल्यक: यामध्ये तळपाट, उदग्र स्तंभ व तबकडीमापक हे भाग असतात (आ.१४). तबकडीमापकाचा दर्शक कार्यखंडावर टेकेल असे उदग्र स्तंभावर अनुयोजन करतात. दर्शकाच्या खालून कार्यखंड सरकविल्यास तबकडीवरील काटा माप दर्शवितो. तबकडीवरसीमा निर्देशित केलेल्या असल्यामुळे माप स्वीकार्य किंवा अस्वीकार्य आहे, हे ठरविता येते.
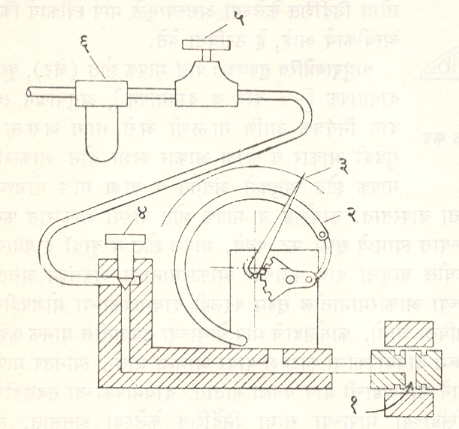
वायुदाबप्रेरित तुल्यक: यात मापक झोत (जेट), बूरदाँ दाबमापक [→ दाब व दाबमापन], अनुयोजन स्क्रू, दाब नियंत्रक आणि गाळणी असे भाग असतात. गुडदी आकार व कंकण आकार अशा दोन आकारांचे मापक झोत अनुक्रमे अंतर्गत व बाह्य माप मोजण्याकरिता वापरतात. कार्यखंड व मापक झोत यांच्या आकारात फरक असल्यास त्यामध्ये सूक्ष्म फट पडते. मापक झोत व बूरदाँ दाबमापक यांमधील वायूचा दाब फटीच्या आकारमानावर अवलंबून असतो. फटीच्या आकारमानातील सूक्ष्म बदलही दाबमापकाच्या मोजपट्टीवर दाखविला जातो. कार्यखंडाचे माप घेण्याच्या सुरुवातीस मानक कंकण वापरून दाबमापकाचा काटा शून्यावर आणला जातो. त्यानंतर मापक झोताने कार्यखंडाची मापे घेतली जातात. दाबमापकाच्या तबकडीवर कार्यखंडांच्या मापाच्या सीमा निर्देशित केलेल्या असतात. त्या सीमांच्या बाहेर माप असल्यास कार्यखंड स्वीकार्य किंवा अस्वीकार्य ठरवितात. दाबातील फरक १,२५० ते २०,००० पट विवर्धित केला जातो. पाडलेल्या छिद्रातील आकार दोष, निमुळतेपणा, अनियमितता इ. उणिवा वायुदाबप्रेरित तुल्यकाने दिसून येतात.
प्रकाशीय तुल्यक : यात प्रकाशीय भिंगे व आरसे यांचा उपयोग करून कार्यखंडातील विवर्धित प्रतिमा पडद्यावर प्रक्षेपित केली जाते. कार्यखंड व मानक यांच्या आकाराची तुलना करून परीक्षण करतात.
विद्युत् तुल्यक : यात दर्शकाच्या स्थानावर विद्युत् मंडलाचा रोध अवलंबून असतो. दर्शकाचे स्थान कार्यखंडाच्या आकारावर अवलंबून असते. विद्युत् मापकाच्या मोजपट्टीवर दर्शकाच्या स्थानानुसार मिळालेल्या संदेशाचे निर्देशन केले जाते. कार्यखंडाच्या सीमांप्रमाणे तो स्वीकार्य किंवा अस्वीकार्य हे ठरविता येते.

इलेक्ट्रॉनीय तुल्यक : चल धारित्र (विद्युत् भार साठविणारे साधन), विस्थापम ऊर्जापरिवर्तक किंवा चल रोहित्र (विद्युत् प्रवाहाचा दाब बदलणारे साधन) यांचा उपयोग करून कार्यखंडाच्या मापाचे रूपांतर विद्युत् संदेशात केले जाते. विद्युत् संदेशाचे विवर्धन करून सीमा स्विच कार्यान्वित केला जातो. सीमा स्विच उच्च व नीच सीमांनुसार अनुयोजित करता येतात. उच्च सीमेबाहेर विस्थापन झाल्यास दोन्ही स्विच कार्यान्वित होतात आणि कोणताच स्विच कार्यान्वित झाला नाही, तर नीच सीमेपेक्षा आकारमान कमी असते. यावरून कार्यखंड स्वीकार्य की अस्वीकार्य, हे ठरविता येते.
संदर्भ : 1. Chapman, W. A. J. Workshop Technology, Part I and II, London, 1972.
2. Houghton, P. S. Workshop Practice, Bombay, 1961.
3. Hume, K. J. Engineering Metrology, London, 1970.
4. Judge, A. W. Engineering Workshop Practice, Calcutta, 1961.
5. Kverneland, K. O. World Metric Standards for Engineering, New York, 1978.
6. Lindberg,R. A. Processes and Materials of Manufacture, Boston, 1964.
सप्रे, गो. वि दाढे, वि. ग.: चिपळोणकर, व. त्रिं.
“