विणकाम:सुतापासून अथवा धाग्यांपासून कापड विणण्याची कला म्हणजे विणकाम होय. कापड मागांवर  अथवा सुयांच्या साहाय्याने विणतात. विणकामात उभे (ताण) व आडवे (बाणा) धागे पद्धतशीरपणे गुंतवून कापड तयार होते. न विणताही कापड तयार करतात अशा कापडाला बिनावीण (नॉनवोव्हन) कापड म्हणतात.
अथवा सुयांच्या साहाय्याने विणतात. विणकामात उभे (ताण) व आडवे (बाणा) धागे पद्धतशीरपणे गुंतवून कापड तयार होते. न विणताही कापड तयार करतात अशा कापडाला बिनावीण (नॉनवोव्हन) कापड म्हणतात.
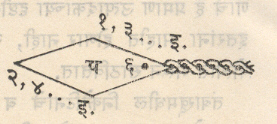
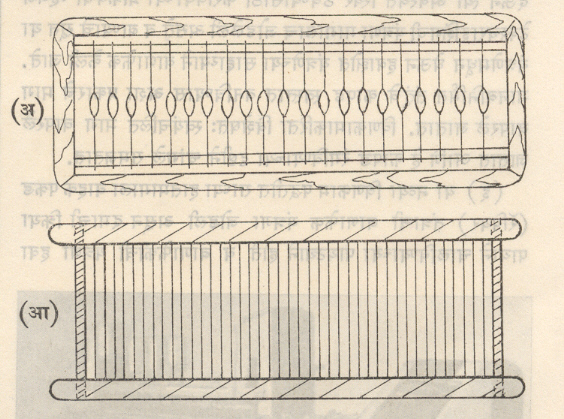
कापड किनारीला समांतर म्हणजे उभ्या व रूंदीला समांतर म्हणजे आडव्या धाग्यांनी गुंफलेले असते. उभे धागे ताणलेले असतात म्हणून त्यांना ताणा धागे आणि आडवे धागे धोट्यातून एका बाजूकडून (किनारीकडून) दुसऱ्या बाजूकडे बाणाप्रमाणे फेकले जातात. म्हणून त्यांना वाणा धागे म्हणतात. उपयोगानुसार कापडाची रुंदी म्हणजेच पन्हा ठरवितात. कापडाच्या लांबीला पुष्कळदा अशी ठराविक मर्यादा असतेच असे नाही. ताणा व बाणा धाग्यांची गुंफण म्हणजे वीण असून अशी सर्वात साधी वीण आ. १ मध्ये दाखविली आहे. तिच्यात १, २, ३, व ४ हे ताण धागे, तर ५, ६ ७, व ८ हे बाणा धागे आहेत. १, २, आणि ५, ६ धाग्यांची गुंफणच पुढे ३, ४ व ७, ८ धाग्यांत दिसते. ५ हा धागा विणला जाताना २ व ४ हे ताणा धागे त्याच्यावर आणि १ व ३ हे ताणा धागे त्याच्याखाली आहेत. पुढे ६ हा बाणा धागा विणला जाताना १ व ३ हे ताणा धागे त्याच्यावर आणि २ व ४ ताणा धागे त्याच्या खाली आहेत. मागावर विणकाम होताना काही ताणा धागे वर उचलले जातात व काही खाली राहतात. यामुळे ताण्याची बोगद्यासारखी पोकळी तयार होते (पेला). बाण्याचा धागा पोकळीतून धोट्यामार्फत एका किनारीपासून दुसरीपर्यंत नेला जातो. आ. २ मध्ये १, ३ इ. ताणा धागे वर उचलले असून २, ४ इ. ताणा धागे खाली राहिले आहेत. याद्वारे तयार झालेल्या पोकळीतून ६ बाण धागा आरपार जाऊ शकतो. नंतर फणीने ६ हा बाणा धागा ठोकून घेतात आणि पायटे (पावडी) हलवून जे ताणा धागे वर असतात ते खाली जातात व खाली असलेले धागे वर उचलले जाऊन पोकळी बनते. या पोकळीतून ७ हा बाणा धागा नेला जातो व अशा रीतीने विणकाम पुढे चालू राहते.
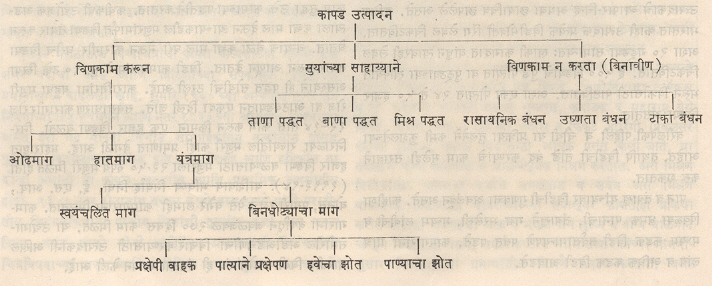
 कापड विणण्याआधी त्याची रुंदी व बहुतकरून लांबी, तसे प्रत्येकच डेसीमीटरमध्ये (किंवा इंचात) ताण्याच्या व बाण्याच्या धाग्यांची संख्या, धाग्याची वा सुताची जाडी (किंवा क्रमांक), कापडावर करावयाच्या विरंजन (रंग घालविण्याची क्रिया), रंजनक्रिया (रंगणी) इ. प्रक्रिया या सर्व गोष्टी माहीत असणे आवश्यक असते. कापड उत्पादनच्या प्रचलित पद्धतींचे वर्गीकरण थोडक्यात कोष्टक क्र. १ मध्ये दिले आहे.
कापड विणण्याआधी त्याची रुंदी व बहुतकरून लांबी, तसे प्रत्येकच डेसीमीटरमध्ये (किंवा इंचात) ताण्याच्या व बाण्याच्या धाग्यांची संख्या, धाग्याची वा सुताची जाडी (किंवा क्रमांक), कापडावर करावयाच्या विरंजन (रंग घालविण्याची क्रिया), रंजनक्रिया (रंगणी) इ. प्रक्रिया या सर्व गोष्टी माहीत असणे आवश्यक असते. कापड उत्पादनच्या प्रचलित पद्धतींचे वर्गीकरण थोडक्यात कोष्टक क्र. १ मध्ये दिले आहे.
इतिहास:अन्न व निवारा या गरजा भागल्यनंतर मानवाने वस्त्रनिर्मितीला सुरुवात केली. झाडापासूनची वल्कले गेल्यानंतर सुतापासूनची वस्त्रनिर्मिती सुरु झाली. अनेक वर्षापासून पृथ्वीच्या निरनिराळ्याखंडांत कापसाच्या धाग्यापासून कापड विणणे ही कला अनेकांना अवगत होती परंतु तिचे स्वरूप अगदी सामान्य व पद्धत अगदी घरगुती स्वरूपाची होती.
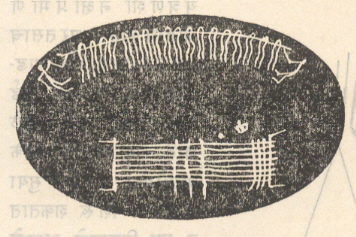
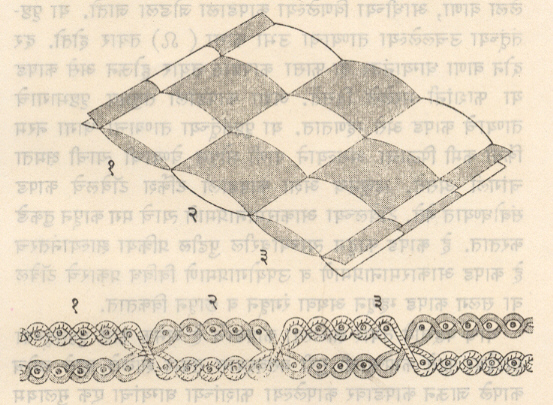
प्राचीन विणकामाच्या संबंधीचा सर्वात पुरातन उपलब्ध पुरावा मध्य ईजिप्तमधील अल् बदारी येथे उत्खननात एका स्त्रीच्या थडग्यात आढळला. या थडग्यात एक मातीचे वाडग्यासारखे भांडे मिळाले. त्यवर रूळ (बीम) लावलेल्या आडव्या मागावर विणकाम होत असल्याचे चित्र आहे (आ.३). हा काळ साधारणपणे इ. स. पू. ४४०० असावा. या चित्रात ताण्याचे धागे दोन आडव्या रूळांवर ताणलेले असून या दोन्ही रूळांची मिळून चार टोके जमिनीत पक्की केलेली आहेत. ताण्याचे धागे दुसऱ्या एका रूळाच्या साहाय्याने वेगळे केलेले दाखविले आहेत. एक दांडी किंवा सळई ताण्याचा धाग्यांवर टेकलेली दिसत असून एकाआड एक ताण्याचे धागे या दांडीला बांधलेले आहेत. ही दांडी उचलली की, ताण्याचे धागे विभागले जाऊन पोकळी तयार होते व तीमधूनच बाण्याचा धागा घातला जात असावा. त्यानंतर विणकामाच्या या पुरातन पद्धतीत थोडीशी पुढची वाटचाल म्हणजे ताण्याचा रूळ पक्का न बांधता वजने लावून ताण्याचे धागे ताणून धरणे ही होय. अशा प्रकारची वजने उत्खननात मिळाली असून तो काळ साधारणपणे इ. स. पू. ३००० वर्षांपूर्वीचा असावा.भारतातही या काळी विणकाम प्रगत अवस्थेत होते, याचा एक उल्लेख जगाच्या इतिहासात आहे. इ. स. पू. २००० वर्षाच्या वर्षाच्या काळात भारतातील कापड ईजिप्तमध्ये (पूर्वीच्या मिस्रदेशात) ममी तयार करताना वापरले जात असे परंतु कापड कसे तयार केले जात असे त्यासंबंधी विशेष माहिती नाही. सगळ्यात पुरातन चित्र ईजिप्तच्या अठराव्या राजघराण्यातील असून तो काळ इ. स. पू. १५६७ ते १३२० हा असावा. या चित्रालवरून त्या काळच्या कापडाच्या (वस्त्राच्या) प्रचलित असलेल्या विविध प्रकारांची कल्पना येते. सुंदर नक्षीकाम केलेले पडद्याचे (टॅपेस्ट्रीचे) कापड विशेष प्रकारच्या मागावरच होत असले पाहिजे. अशा प्रकारचे कापड इ. स. पू. १४८३-१४११ या काळातील असून ते थीब्झ येथील यांच्या थडग्यात मिळाले. यावरून त्या काळातील विणकाम कलेच्या प्रगतीची कल्पना येत. भारतातील अजिंठा लेण्यातील चित्रांवरून त्या काळी कशिद्यांचे कापड विणले जात होते व तो काळ इ. स. पू. दुसरे ते इ. स. पहिले शतक यांमधील असावा. त्या काळी अतिततलम कापड विणले जात होते व परदेशी प्रवासी अशा कापडाला ‘विणलेली हवा’ (आबावाव) किंवा शबनम म्हणत व तसे कापड तेवढ्या वजनाचे सोने देऊन खरेदी करीत. चीनमध्ये इ. स. पू. बाराव्या शतकात शांग (यिन) राजघराण्याच्या काळात ब्राँझच्या मूर्ती कशिद्याच्या कापडांत गुंडाळून ठेवलेल्या आढळल्या. हे कापड विशेष प्रकारच्या मागावरच तयार झाले असले पाहिजे. इ. स. पू. ३०० च्या सुमारास चंद्रगुप्त मौर्यांच्या दरबारात ग्रीक राजदूत मीगॅस्थिनीझ यांनी जरीकाम केलेले कपडे व नक्षीकाम केलेली तलम मलमल पाहिल्याचे नमूद केले आहे. मध्य व दक्षिण अमेरिकेतही नवाहो इंडियन इ. स. पू. अनेक वर्षे चांगल्या शाली व ब्लँकेट विणत असल्याची नोंद आहे.
मागांचे प्रकार: इ. स. पू. अनेक वर्षे जगातील निरनिराळ्या प्रदेशांत विविध प्रकारचे कापड विणले जात असे. विणकामाच्या मागांचे विविध प्रकार त्या त्या देशातील विणकरांच्या (कोष्ट्याच्या) प्रगल्भतेवर, जवळ मिळणाऱ्या सामग्रीवर व सुताच्या दर्जावर अवलंबून राहत असत. काळानुसार त्यांमध्ये खालीलप्रमाणे सुधारणा होत गेली: (अ) दोन रुळांचे आडवे माग, (आ) वजन लावून ताण्याचे धागे ताणून ठेवणारे आडवे माग, (इ) दोन रुळांचे उभे माग, (ई) पायाने चालवावयाचा आडवा माग, (उ) ताण्याच्या दोन किंवा अधिक गटांवर नियंत्रण ठेवणारा आडवा माग किंवा आडव्या चौकटीचा भाग.
अशा प्रकारे विणकामाच्या सोयीच्या व सुलभतेच्या दृष्टीने निरनिराळ्या प्रदेशांत मागामध्ये वेळोवेळी फरक होत गेले परंतु खरा उल्लेखनीय फरक इ.स. नंतर तेराव्या शतकात यूरोपीय देशांत दिसून आला. तज्ञांच्या मते पूर्वेकडील देशांच्या अनुकरणावरूनच नव्या भागाचे प्रगत स्वरूप पाश्चिमात्य देशांच्या स्थिर होऊ लागले. आतापर्यंत हे स्वरूप कौटुंबिक किंवा व्यक्तिपुरतेच मर्यादित असे व पिढ्यानपिढ्या परंपरागत पद्धतीने विणकाम चालत असे.
आडव्या चौकटीचा भाग: सध्याच्या हातमागाचे सर्वांत जुने स्वरूप पाश्चिमात्य देशांत तेराव्या शतकातील चित्रांवरून स्पष्ट होते (आ. ५). हा भाग लाकडी चौकटीत बसविलेला असून पायाच्या साहाय्याने ताण्याचे एकाआड एक धागे खालीवर करण्याची त्यामध्ये सोय आहे. त्यामुळे हात मोकळे राहून बाण्याचे धागे ताण्याच्या धाग्याच्या पोकळीमधून पाहिजे त्याप्रमाणे घालता येतात.
 या मागामध्ये जास्तीची सुधारणा म्हणजे ताण्याचे धागे दोन किंवा अधिक गटांत वेगळे करता येऊन त्यांची हालचाल नक्षी वा आकृतिबंध प्रमाणे वरखाली करता येते. अशा प्रकारे वयांचे गट वयी चौकटीवर (शाफ्टवर) पाहिजे तसे बसविता येतात आणि अशा जास्तीत जास्त चोवीस वयी चौकटी मागांवर लावण्याची सोय केलेली असते. त्यामुळे विविध प्रकारच्या विणकामाचे नमुने विणकराला पाहिजे त्याप्रमाणे तयार करता येतात. याशिवाय या भागावर फणी पुढेच बसविली असल्याने बाणा घातल्यावर फणी आतमध्ये दाबून बाणा आधी विणलेल्या वस्त्रापर्यंत सहजी जोडता येतो. अशा प्रकारे कापड विणण्याची ही
या मागामध्ये जास्तीची सुधारणा म्हणजे ताण्याचे धागे दोन किंवा अधिक गटांत वेगळे करता येऊन त्यांची हालचाल नक्षी वा आकृतिबंध प्रमाणे वरखाली करता येते. अशा प्रकारे वयांचे गट वयी चौकटीवर (शाफ्टवर) पाहिजे तसे बसविता येतात आणि अशा जास्तीत जास्त चोवीस वयी चौकटी मागांवर लावण्याची सोय केलेली असते. त्यामुळे विविध प्रकारच्या विणकामाचे नमुने विणकराला पाहिजे त्याप्रमाणे तयार करता येतात. याशिवाय या भागावर फणी पुढेच बसविली असल्याने बाणा घातल्यावर फणी आतमध्ये दाबून बाणा आधी विणलेल्या वस्त्रापर्यंत सहजी जोडता येतो. अशा प्रकारे कापड विणण्याची ही 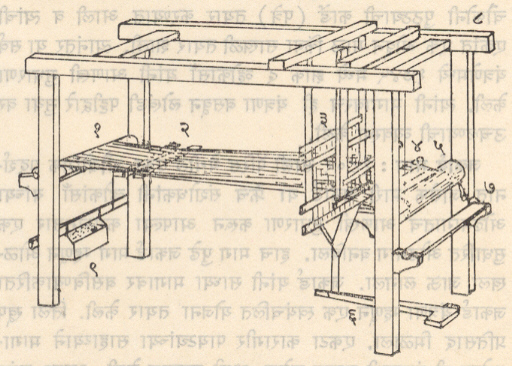 पद्धत अनेक शतके चालू होती. पुढे विणण्याच्या कलेत जास्त प्रगती होत गेली. ताण्याच्या धाग्यामधून निरनिराळी नक्षीची, वेलबुट्टीची चित्रे विणताना चोवीस वयी चौकटीची मर्यादा अपुरी पडायला लागली व धागे वर खेचणाऱ्या जास्तीच्या नियंत्रण यंत्रणेची सोय मागावर करण्यात आली. या प्रकारची यंत्रणा असलेल्या मागाला ओढमाग (ड्रॉ माग) असे म्हणू लागले.
पद्धत अनेक शतके चालू होती. पुढे विणण्याच्या कलेत जास्त प्रगती होत गेली. ताण्याच्या धाग्यामधून निरनिराळी नक्षीची, वेलबुट्टीची चित्रे विणताना चोवीस वयी चौकटीची मर्यादा अपुरी पडायला लागली व धागे वर खेचणाऱ्या जास्तीच्या नियंत्रण यंत्रणेची सोय मागावर करण्यात आली. या प्रकारची यंत्रणा असलेल्या मागाला ओढमाग (ड्रॉ माग) असे म्हणू लागले.
ओढमाग:अशा प्रकारच्या मागाचा उदय मुळात चीन व इतर पौर्वात्य देशांत झाला. अशा मागावर कशिदा असलेली रेशमी वस्त्रे विणली जाऊ लागली. भारतात राजदरबारी भारी वस्त्रे, विशेषतः उत्तर भारतात तयार होऊ लागली. यूरोपात याच काळात इटली व आजूबाजूच्या देशांत अशी रेशमी वस्त्रे या पद्धतीच्या मागाच्या साहाय्याने विणता येऊ लागली. या मागाचे आणखी एक वैशिष्ट्य म्हणजे ताण्याचे विशिष्ट गटच नव्हे, तर ताण्याचा एकेक धागाही हव्या असलेल्या नक्षीप्रमाणे वर उचलण्याची सोय करता आली. याकरिता दोरीच्या साहाय्याने असे ताण्याचे धागे उचलण्याची यंत्रणा तयार झाली. काही वेळेला तर अशा प्रकारे दोरी ओढणारा मागावर बसून राही व नक्षीप्रमाणे विशिष्ट दोऱ्या ओढून ताण्याचे धागे वर उचलून घेतले जात. पुढे सतराव्या शतकात याही पद्धतीत यूरोपात, विशेषतः इटली व फ्रान्स येथील मागांमध्ये जास्त सुधारमा होऊन यंत्राकडूनच अशा प्रकारे दोऱ्या ओढण्याची व्यवस्था झाली. त्यामुळे दोऱ्या खेचणाऱ्या माणसाकडून दोऱ्या खेचण्यात होणारी दिरंगाई आणि चुकाही टाळता आल्या. अशा प्रकारची यंत्रणा प्रथम बेसिल बूचन यांनी १७२५ मध्ये प्रत्यक्ष वापरत आणली. ज्या प्रकारची नक्षी असेल त्याफ्रमाणे विशिष्ट ताण्याचे धागे वर खेचण्याकरिता एक यंत्रणा तयार केली. यामध्ये जाड कागदाच्या गुंडाळीवर ज्याप्रमाणे नक्षी असेल त्या ठिकाणी भोक पाहून त्या भोकांतून जाड सुयांच्या योगे विशिष्ट ताण्याचे धागे दोऱ्याकडून वर खेचण्याची व्यवस्था करण्यात आली. एका सिलिंडरवर (दंडगोलावर) ही भोके पाडलेली कागदाची गुंडाळी बसविण्यात आली व हे सिलिंडर बाण्याचा प्रत्येक धागा पोकळीतून घालताना सुयांच्या निवड पेटीकडे ढकलण्याची यंत्रणा तयार केली गेली. ज्या ठिकाणी कागदावर भोक असेल त्यामधून सुई आतमध्ये जाऊन दोरी स्थिर राहते. व ज्या ठिकाणी भोक नसेल त्या ठिकाणची सुई सरकली जाऊन त्या सुईला जोडलेली दोरी वर ओढली जाते. म्हणणे ताण्याचे ते विशिष्ट धागे वर खेचले जातात. हे वर खेचलेले धागे नंतर पायांनी पायटे ओढून वा दाबून खाली खेचले जातात. १७२८ साली यामध्ये आणखी सुधारणा झाली. जाड कागदाऐवजी लांबट चौकोनी पुठ्ठ्याची कार्डे (पत्रे) तयार करण्यात आली व त्यांची एकांत एक ओवून माळ किंवा साखळी तयार झाली. त्यानंतर या सर्व यंत्रणेमध्ये १७४५ मध्ये झाक द व्होकांसाँ यांनी आणखी सुधारणा केली. त्यांनी मागावरच ही यंत्रणा बसवून लोखंडी पट्टीद्वारे सुया वर उचलण्याची व्यवस्था केली.
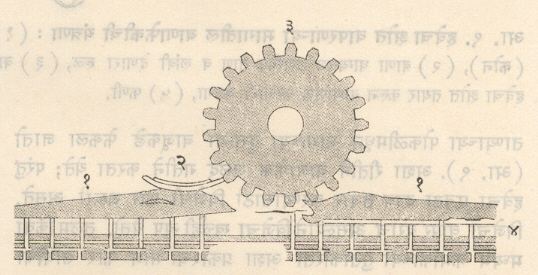
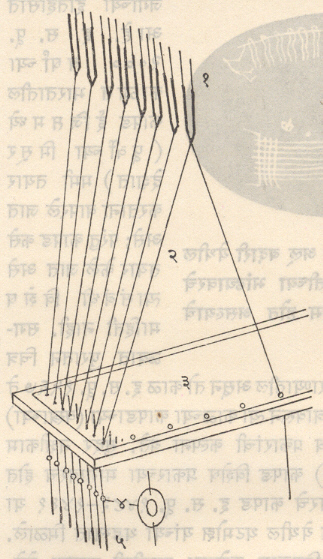 जकार्ड माग:१८०१ साली पॅरिस येथील एका औद्योगिक प्रदर्शनात जोसेफ मारी जकार्ड या फ्रेंच संशोधकांनी व्होकांसाँ यांच्या ओढमागातच आणखी सुधारणा करून आपल्या कल्पनेनुसार एक सुधारित ओढमाग बनविला. हाच माग पुढे जकार्ड माग म्हणून ओळखला जाऊ लागला. जकार्ड यांनी साध्या मागावर बसविण्याकरिता जकार्ड यंत्रणा म्हणून एक स्वयंचलित योजना तयार केली तिला खूप प्रतिसाद मिळाला. एकटा कारागीर पायट्यांच्या साहाय्याने मागाबरोबर ही यंत्रणाही चालवू शकेल, अशी व्यवस्था केली. आता सबंध जगात याच यंत्रणेचा वापर त्यामध्ये कमीअधिक फरक करून केला जातो. या यंत्रमेचे स्वरूप पुढीलप्रमाणे सांगता येईल. ही यंत्रणा साच्यावरच (मागावरच) ठेवली असून पायट्यांच्या साहाय्याने एकटा साचेवाला (कारागीर) ती चालवू शकतो. ताण्याचा प्रत्येक धागा दोऱ्या व जोडण्या किंवा बंधस्थाने यांच्या मालिकेतून घेतला जातो व ही दोरीवजनाच्या साहाय्याने खाली ताणून ठेवली जाते. आणि वरच्या बाजूला एका आकड्याला बांधलेली असते. हा आकडा सुया खेचणाऱ्या यंत्रणेशी नक्षीप्रमाणे जोडला जातो अगर तसाच मोकळा राहतो. भोके पाडलेले आकुतिबंध कार्ड जेव्हा सिलिंडरवर दाबले जाते. तेव्हा कार्डावर भोके असलेल्या ठिकाणी सुया आतमध्ये शिरु शकतात. व त्या ठिकाणचे आकडे उचलले जाऊन ताण्याचे विशिष्ट धागे वर उचलले जातात परंतु जेव्हा आकृतिबंध कार्डावर भोके नसलेल्या ठिकाणी सुया टेकतात तेव्हा सुया मागे सरकल्या जाऊन त्या ठिकाणचे आकडे वर ओढले जात नाहीत. प्रत्येक कार्ड बाण्याच्या एका धाग्यासाठी तयार केलेले असते. त्यामुळे नक्षीच्या लांबीमध्ये जेवढे बाणा धागे असतील, तेवढी कार्डे बनवावी लागतात. अनेक कार्डाची अशी साखळी तयार करून फिरणाऱ्या सिलिंडरवर ती एका पाठीमागून एक दिली जातात, जकार्डमध्ये ताण्याच्या पोकळीची नेहमीची जागा खालचीच असते. नक्षीप्रमाणे ताण्याचा धाग्या वर उचलला जातो. एरव्ही दोरीवरील वजनाच्या साहाय्याने तो धागा खाली येतो. हे वजन साधारणपणे १२ ग्रॅ. म्हणजेच जेव्हा हा धागा उचलला जातो. तेव्हा तो वजनासहित उचलला जातो. चाकूसारखी पाती वरखाली सतत होत असतात. जरूरीनुसार नक्षीप्रमाणे ही पाती आकड्यांना वरखाली खेचतात व त्याप्रमाणे ताण्याचे धागेही वरखाली होऊन नक्षी तयार होते. ताण्याचे धागे जकार्डच्या दोऱ्यांच्या मालिकेतून आकृतिबंधाप्रमाणे ओवले जातात. नक्षी प्रथम आलेख कागदावर काढली जाते, त्यानंतर ही नक्षी जकार्डच्या आकृतिबंध कार्डावर छिद्रण यंत्राच्या साहाय्याने स्थानांतरित करतात. कार्डावर भोक असेल त्या ठिकाणी धागा वर उचलला जातो व भोक नसेल त्या ठिकाणाचा धागा पोकळीत खालीच राहतो. चाकूसारखी पाती पायट्याच्या साहाय्याने वरखाली केली जातात. बाकीचे सर्व काम जकार्डच्या स्वयंचलित यंत्रणेमार्फतच होते. जकार्ड यंत्रणेमधील वरील आकड्यांतून सगळ्यात खाली असणाऱ्या वजनापर्यंत चालमारे काम आ. ६. वरून कळून येईल.
जकार्ड माग:१८०१ साली पॅरिस येथील एका औद्योगिक प्रदर्शनात जोसेफ मारी जकार्ड या फ्रेंच संशोधकांनी व्होकांसाँ यांच्या ओढमागातच आणखी सुधारणा करून आपल्या कल्पनेनुसार एक सुधारित ओढमाग बनविला. हाच माग पुढे जकार्ड माग म्हणून ओळखला जाऊ लागला. जकार्ड यांनी साध्या मागावर बसविण्याकरिता जकार्ड यंत्रणा म्हणून एक स्वयंचलित योजना तयार केली तिला खूप प्रतिसाद मिळाला. एकटा कारागीर पायट्यांच्या साहाय्याने मागाबरोबर ही यंत्रणाही चालवू शकेल, अशी व्यवस्था केली. आता सबंध जगात याच यंत्रणेचा वापर त्यामध्ये कमीअधिक फरक करून केला जातो. या यंत्रमेचे स्वरूप पुढीलप्रमाणे सांगता येईल. ही यंत्रणा साच्यावरच (मागावरच) ठेवली असून पायट्यांच्या साहाय्याने एकटा साचेवाला (कारागीर) ती चालवू शकतो. ताण्याचा प्रत्येक धागा दोऱ्या व जोडण्या किंवा बंधस्थाने यांच्या मालिकेतून घेतला जातो व ही दोरीवजनाच्या साहाय्याने खाली ताणून ठेवली जाते. आणि वरच्या बाजूला एका आकड्याला बांधलेली असते. हा आकडा सुया खेचणाऱ्या यंत्रणेशी नक्षीप्रमाणे जोडला जातो अगर तसाच मोकळा राहतो. भोके पाडलेले आकुतिबंध कार्ड जेव्हा सिलिंडरवर दाबले जाते. तेव्हा कार्डावर भोके असलेल्या ठिकाणी सुया आतमध्ये शिरु शकतात. व त्या ठिकाणचे आकडे उचलले जाऊन ताण्याचे विशिष्ट धागे वर उचलले जातात परंतु जेव्हा आकृतिबंध कार्डावर भोके नसलेल्या ठिकाणी सुया टेकतात तेव्हा सुया मागे सरकल्या जाऊन त्या ठिकाणचे आकडे वर ओढले जात नाहीत. प्रत्येक कार्ड बाण्याच्या एका धाग्यासाठी तयार केलेले असते. त्यामुळे नक्षीच्या लांबीमध्ये जेवढे बाणा धागे असतील, तेवढी कार्डे बनवावी लागतात. अनेक कार्डाची अशी साखळी तयार करून फिरणाऱ्या सिलिंडरवर ती एका पाठीमागून एक दिली जातात, जकार्डमध्ये ताण्याच्या पोकळीची नेहमीची जागा खालचीच असते. नक्षीप्रमाणे ताण्याचा धाग्या वर उचलला जातो. एरव्ही दोरीवरील वजनाच्या साहाय्याने तो धागा खाली येतो. हे वजन साधारणपणे १२ ग्रॅ. म्हणजेच जेव्हा हा धागा उचलला जातो. तेव्हा तो वजनासहित उचलला जातो. चाकूसारखी पाती वरखाली सतत होत असतात. जरूरीनुसार नक्षीप्रमाणे ही पाती आकड्यांना वरखाली खेचतात व त्याप्रमाणे ताण्याचे धागेही वरखाली होऊन नक्षी तयार होते. ताण्याचे धागे जकार्डच्या दोऱ्यांच्या मालिकेतून आकृतिबंधाप्रमाणे ओवले जातात. नक्षी प्रथम आलेख कागदावर काढली जाते, त्यानंतर ही नक्षी जकार्डच्या आकृतिबंध कार्डावर छिद्रण यंत्राच्या साहाय्याने स्थानांतरित करतात. कार्डावर भोक असेल त्या ठिकाणी धागा वर उचलला जातो व भोक नसेल त्या ठिकाणाचा धागा पोकळीत खालीच राहतो. चाकूसारखी पाती पायट्याच्या साहाय्याने वरखाली केली जातात. बाकीचे सर्व काम जकार्डच्या स्वयंचलित यंत्रणेमार्फतच होते. जकार्ड यंत्रणेमधील वरील आकड्यांतून सगळ्यात खाली असणाऱ्या वजनापर्यंत चालमारे काम आ. ६. वरून कळून येईल.
मागावर बसविणायची ही जकार्ड यंत्रणा नक्षीच्या आकारमानावर म्हणजेच पर्यायाने आकड्यांच्या संख्येवर अवलंबून असते. नक्षी मोठी असल्यास एकापेक्षा अधिक अशा यंत्रणा मागावर ठेवाव्या लागतात. त्यामुळे गुंतागुंतीची विस्तृत नक्षीही कारागीर मागावर सहजी विणू शकतो.
धावता धोटा:अठराव्या शतकापर्यंत कापड विणण्यासाठी ताण्यात बाणा घुसविणयासाठी करावयाची धोटाफेक जाड दोरीच्या साहाय्याने हातानेच करावी लागे. हे काम मेहनतीचे असे. त्यामुळे कारागीर थकून जाई व कापडाचे उत्पादनही कमी होई. १७३३ मध्ये जॉन के यांनी मागावरील हाताने करावयाच्या या धोटाफेकीच्या पद्धतीत संशोधन करून यांत्रिक धोटाफेकीची व्यवस्था केली. के इंग्लंडमधील रूंद साच्यावर काम करणारे कारागीर होते. अशा रुंद साच्यावर एकाच धोटाफेकीत एका बाजूकडून दुसऱ्या बाजूकडे धोटा पाठविणे अत्यंत अवघ़ड काम असे, म्हणून अशा साच्यांवर दोन कारागीर बसवावे लागत. साच्याच्या मध्यापर्यंत प्रथम उजवीकडून डावीकडे एक कारागीर धोटाफेक करी, तर दुसरा कारागीर तोच धोटा पुन्हा मध्यापासून डावीकडे थेटपर्यंत धोटाफेक करी व हाच क्रम पुन्हा डावीकडून उजवीक़डे दुसरा बाणा ताण्याच्या पोकळीत घालण्याकरिता दोनदा धोटाफेक करावी लागे. अशा प्रकारे दर बाण्याच्या वेळी दोनदा धोटाफेक करण्याने उत्पादन तर घटेच शिवाय कापडामध्ये दोषही निर्माण होई. याकरिता के यांनी धावत्या धोट्याची यंत्रणा तयार केली. तिच्यामध्ये जाड दोरीच्या साहाय्याने एका झटक्यात कारागिराला रुंद साच्यावरही एका बाजूकडून दुसऱ्या बाजूकडे धोटाफेक करणे सोपे झाले, त्यामुळे एकाच कारागिराला रुंद साचा चालविणे सोयीचे होऊ लागले. पुढे यंत्रमाग व स्वयंचलित मागावर के यांची ही धोटाफेकीची यंत्रणा उपयोगात आणता आली. त्यामुळे त्यांचे हे संशोधन फार महत्त्वाचे मानले जाते.
यंत्रमागाची सुरुवात:अठराव्या शतकापर्यंत कापड हातमागावर विणीत असत. १७८५ मध्ये एडमंड कार्टराईट या धर्मगुरूंनी प्रथम यंत्रमागावर कापड विणले. त्या काळी फक्त तीनच यंत्रणा मागावर प्रामुख्याने असत. पहिली ताण्याच्या धाग्यांची वयांच्या साहाय्याने विभागणी व वरखाली हालचाल करून पोकळी करणे (दमाची क्रिया), दुसरी धोट्याच्या साहाय्याने बाणा ताण्याच्या धाग्यांच्या पोकळीतून डावीकडून उजवीकडे दावीकडे फेकणे (बाणाफेकीची क्रिया) व तिसरी विणलेली कपडा रूळावर गुंडाळणे. हातमागावर कापड विणताना तोपर्यंत मागाच्या पाठीमागे कारागीर बसून तो ताण्याच्या धाग्यांना खळ लावी व हे काम कापड विणकामाच्या बरोबरीने चाले. त्यामुळे हातमागावर कापड विणण्यामध्ये ताण्याला खळ लावण्याकरिता खोटी होत नसे परंतु यंत्रमागावर कापड विणताना हाताने खळ लावण्याच्या कामात गती न आल्याने यंत्रमागाची खोटी होऊ लागली. एकोणिसाव्या शतकात ताण्याला खळ लावण्याकरिता एक खळ-लेपन (ड्रेसिंग) यंत्रणा तयार करण्यात आली. या यंत्रणेमध्ये ताण्याचे धागे मागावरील ताण्याच्या रुळाकडे जाताना खळीतून जाण्याची व्यवस्था करण्यात आली. पुढे याच खळ-लेपन यंत्रणेत खूप सुधारणा होऊन रीतसर ताणा पांजण यंत्रमा (स्लॅशर साइझिंग) उपयोगात येऊ लागली. याशिवाय १८१३ मध्ये स्कॉटलंडच्या विल्यम हॉरॉक्स यांनी यंत्रमागामध्ये बऱ्याच सुधारणा केल्या. त्यामध्ये ताण्याचे धागे रुळावरून योग्य प्रमाणात खेचले जाणे व विणलेले कापड कापडाच्या रुळावर ताण्याच्या धाग्यांवर ताण न पडता गुंडाळले जाणे, ही महत्त्वाची सुधारणा होय. यांशिवाय हातमागाच्या मानाने अतिशय सुटसुटीत पण अगदी मोजक्या जागेत मावेल असा यंत्रमाग तयार करण्यात आला. १८१३ साली इंग्लंडमध्ये सु. १०० यंत्रमाग चालू होते. बोस्टन येथील फ्रान्सिस लॉवेल यांनी यंत्रमादात बरीच सुधारणा केली. मुद्दाम अमेरिकेहून इंग्लंडमध्ये येऊन यंत्रमागाचे तंत्र त्यांनी शिकून घेतले. यंत्रमागाची चाल वाढविणे, ताण्याच्या धाग्यांना खळ लावणे ही यंत्रे त्यांनी खूप विकसित केली. अमेरिकेतील विल्यम क्रॉप्टन या तंत्रज्ञांनी मॅसॅचूसेटस येथील यंत्रमागाच्या छोट्या कारखान्यात अनेक प्रयोग करून निरनिराळ्या यंत्रणा यंत्रणामागावर बसविण्याच्या दृष्टीने तायर केल्या. चौपटीचे रंगीत कापट विणण्याचे तंत्र व त्याकरिता साच्यावर जोडण्यात येणारी यंत्रणा त्यांनी तयार केली. १८१६ मध्ये अमेरिकेत इरा ड्रेपर यांनी विणताना कापडाचा पन्हा कायम राहावा म्हणून भागाच्या दोन्ही बाजूंना पन्हा पट्टी वा पन्हारूळ (टेंपल रोल) बसविण्याची सोय केली. हा रूळ काटेरी टोकाचा असल्याने विणलेले कापड त्यावरून घेतल्यास कापडाच्या दोन्ही किनारी ताठ राहून कापड विणणे सोयीचे होते. १८३८ मध्ये इरॅस्टस बिगेली यांनी इंग्लंडमध्ये गालीचा किंवा सतरंजी बनविण्या करिता यंत्रमागा तयार केला. त्यांनी ताण्याचे धागे योग्य प्रमाणात ढिले होण्यासाठी खास ढिल यंत्रणा तयार केली एकापेक्षा अधिक बाण्याचे धागे एकाच ताण्याच्या धाग्यांच्या पोकळीत घालणारी यंत्रणा त्यांनी बनविली तसेच साचा बंद केल्यास तो फिरू नये म्हणून एक विशेष दाब (रोधक) यंत्रणा तयार केली. अशा प्रकारे एकदा यंत्रमाग व्यवस्थितपणे चालू निर्दोष कापड जास्त गतीने तयार व्हावे याकरिता मागावर विविध बसविण्यात आल्या. त्यामुळे कापड उत्पादनाची गतीही वाढली. त्यानुसार कापड विणण्यापूर्वीच्या प्रक्रियांची गती वाढविण्याविषयी प्रयत्न होऊ लागले. हातमागावर बसविण्याचा ताण्याचा रूळ विणून कापड तयार होईपर्यंत बराच अवधी लागे. तेवढ्या वेळात ताण्याचा दुसरा रूळ सहज तयार होई परंतु यंत्रमागावरील रूळ लवकर संपे, शिवाय निरनिराळ्या क्रमांकांच्या सुताचे व कापडाच्या प्रकारांचे रूळ आधीचे तयार करून ठेवावे लागत. हे रूळ ठराविक वयांमध्ये व फण्यांमध्ये ओवून ठेवायचे असतात. त्याकरिता निरनिराळ्या लांबीच्या व क्रमांकांच्या फग्या तसेच निरनिराळ्या वयाचे संच वेगवेगळ्या रुंदीच्या यंत्रमागाकरिता पूर्वनियोजित कापड उत्पादनासाठी तयार करून ठेवावे लागतात.
मागावरील मुख्य क्रिया:कोणत्याही यंत्रमागावर तयार होणाऱ्या कापडात ताण्याचे व बाण्याचे धागे एकमेकांत विणले जाणे आवश्यक असते. त्यकरिता दमाची, बाणाफेकीची व बाणाठोकीची या मुख्य क्रियांची योजना यंत्रमागात असावी लागते. या तिन्ही क्रियांमुळे ताणेबाणे एकमेकांत विणले जाऊन कापड तयार होते. पहिल्या दमाच्या क्रियेत ताण्याच्या धाग्यांचे दोन थर केले जाऊन त्यांमधून बाणा जाण्यासाठी पोकळी तयार होते. विषम गोल (टॅपेट), नकसकाम पिंजरा (डॉबी) किंवा जकार्डच्या साहाय्याने ही पोकळी तयार करण्यात येते. दुसऱ्या बाणाफेकीच्या क्रियेत एका बाजूकडून दुसऱ्या बाजूकडे घोटाफेक, हवेचा झोत, पाग्याचा झोत अगर प्रक्षेपी वाहकाच्या साहाय्याने बाणा नेला जातो. ही क्रिया एकाच बाजूकडून किंवा दोन्ही बाजूंकडून विशिष्ट यंत्रणेच्या साहाय्याने केली जाते. बाणाठोकीच्या क्रियेत ताण्याच्या धाग्यांमध्ये भरलेला बाण्याचा धागा फणीच्या योगे कापडामध्ये ठासला जातो. बाणा फेकल्यावर तो ठासण्यासाठी साच्यामध्ये फणी चौकट (फणी व धोट्याचा प्रवासाचा मार्ग मगे-पुढे करणारी यंत्रणा) फणीसह पुढे जाऊन कापडाशी मिडविली जाते. (आ. ७).
मागावरील साहाय्यक यंत्रणा:वरील प्रकारच्या तीन मुख्य क्रियांद्वारे हातमागावर किंवा यंत्रमागावर कापड विणतात. यांशिवाय यंत्रमागावर बऱ्याच प्रकारच्या यांत्रिक योजना किंवा यंत्रणा बसविलेल्या असतात. स्वयंचलित मागावर तर अशा अनेक साहाय्यक यंत्रणा उपयोजिल्या आहेत. या यंत्रणाद्वारे कापड सुलभ रीतीने व शक्यतोवर निर्दोष विणणे सोयीचे होते. या साहाय्यक योजना खालीलप्रमाणे आहेत.
बाणाखंड यंत्रणा :विणकाम चालू असताना वाण्याचा धागा संपला किंवा तुटला असता बाणाखंड यंत्रणेद्वारे साचा थांबविला जातो. साच्याला नव्याने गती मिळण्याचे बंद झाले, तरी साचा बराच वेळ चालत असल्याने साच्याच्या साठलेल्या गतीमुळे साच्याच्या भुजादंडाचे तीनचार फेरे होऊ शकतात. ही बाणाखंड यंत्रणा कृतीत आल्यावर या साठवलेल्या गतीकडून भुजादंडाचे दोन फेरे होण्यापूर्वाम्हणजे दोन आडवे धागे पडण्यापूर्वी साचा थांबविण्याचे काम गतिरोधक यंत्रणा करते. नाहीतर कापडात करली किंवा खुमास (फट वा मोकळी जागा) येण्याचा संभव असतो. एका कडेला असण्याऐवजी मध्यवर्ती लावण्यात येणाऱ्या मध्य ताणा बेचकी यंत्रणेत बाणा नसल्याचा साचा एकदम बंद होऊन कापड अत्यंत निर्दोष राखण्यास मदत होते. उत्तम दर्जाचे कापड विणण्यासाठी या यंत्रणेचा साच्यावर वापर केला जातो.
कापड ओढीची यंत्रणा: या यंत्रणेमुळे विणलेले कापड नियमित प्रमाणात ओढून ते गुंडाळलेले म्हणजे कापडातील बाण्याचे दर इंचाला प्रमाण सारखे राहाते. कापडामध्ये प्रत्येक नवीन बाणा पडल्यावर कापड ठराविक प्रमाणात ओढून गुंडाळणे जरूर असते. यामुळे विणकामाद्वारे ताणा किंवा बाणा धाग्यांत वक्रता येत नाही. कापड ओढीच्या अशा यंत्रणेचे सम व असम हे दोन प्रकार आहेत. कापडात दर इंचाला बाण्याचे प्रमाण सारखे पाहिजे असल्यास सम कापड ओढीची यंत्रणा असते पण जेव्हा कापडात दर इंचाला बाण्याचे प्रमाण सारखे नसले, तरी कापडाचे ठराविक प्रमाणात पाहिजे असते, त्या वेळी असम कापड ओढीची व्यवस्था करतात. भारतात सर्वसाधारणपणे सम कापड ओढीची यंत्रणा असते. पूर्वी पंचचक्री व आता सप्तचक्री (पाच व सात दातांच्या कापड खेचण्याच्या) यंत्रणांकडून कापड ओढीचे कार्य केले जाते व कापडात दर इंचाला बाण्यांचे प्रमाणही कायम ठेवले जाते. साधारणपणे सप्तचक्री यंत्रणा सर्वत्र प्रचलित आहे. कापडामध्ये एका इंचात पाहिजे असलेल्या बाण्यांच्या संख्येइतक्या दातांचे बदलीचक्र व ३६ दातांचे प्रमाणचक्र लावतात. त्यामुळे बाण्याच्या दर इंची प्रमाणात फरक पडत नाही.
ताणा नियंत्रणयंत्रणा : यंत्रमागावर कापड विणले जाते, तसतसे ताणा रुळावरून खेचला जातो व हा रूळ हळूहळू उलगडू लागतो. ताण्याचा रूळ उलगडू लागल्यावर नियंत्रण ठेवण्साठी या यंत्रणेचा उपयोग होतो. या यंत्रणेमध्ये रुळावरील ताण्याच्या गुंडीळीचा घेर जसजसा कमी होत जाईल त्या प्रमाणात दाबाचे प्रमाण कमी करण्यासाठी यांत्रिक योजना केलेली असते. नेहमीच्या पद्धतीत रुळावर दाब ठेवण्याचे काम साचेवाला करीत असल्यामुळे बऱ्याच वेळा ते योग्य प्रमाणात होत नाही. त्यामुळे कापड रेघायुक्त बनते. व यांच्यावर ताण पडल्यामुळे त्या लवकर निकामी होतात किंवा दाब कमी झाल्यास धागे ढिले पडून दर इंची बाण्याचे प्रमाण कमी होते. याकरिता अर्धस्वयंचलित ताणा नियंत्रण यंत्रणेत वजन सारखे वजन सारखे इकडेतिकडे सरकवण्याची जरूरी पडत नाही.
ताणाखंड यंत्रणा: पुष्कळ वेळा ताण्यांमधील एक किंवा अधिक धागे तुटल्यास साचा चालू राहून कापडात जाळी छापा वा विमुक्त धागा (मोकळ्या धाग्याचा भाग) हा किंवा बिगर धाग्याचे कापड हा दोष उत्पन्न होतो. त्याकरिता ताण्याच्या सर्व धाग्यांवर योग्य वजनाच्या पिना टाकतात व धागा तुटेल तेव्हा ही पिन खाली सतत आजूबाजूला हलणाऱ्या करवतीसारख्या असणाऱ्या ॲल्युमिनियमाच्या चार किंवा सहा पट्ट्यांमधील एका खाचेत अडकते व त्यांची गती रोखली गेल्याने साचा एकदम बंद होतो. त्यामुळे तुटलेला धागा तसाच कापडातील इतर धाग्यांबरोबर पुढे न जाता तेथेच अडकून राहतो व त्याला पुन्हा नवीन धाग्याचा जोड देऊन फणी वयीतून ओवल्यावर व त्यावर पुन्हा पिन टाकल्यावरच साचा चालू करता येतो. यामुळे कापड निर्दोष राखण्यास मदत होते. यंत्रमागावरील बऱ्याचशा भारी व सर्वस्वयंचलित मागांवरील कापडाच्या प्रकारातही ताणाखंड यंत्रणा वापरतात. उत्तम कापड काढण्याच्या दृष्टीने सर्व यंत्रमागांवर या यंत्रणेचा उपयोग होणे इष्ट आहे. साचा बंद होण्याचीक्रिया विद्युत् प्रवाह खंडित करूनही करता येते. तशी यंत्रणा बसवावी लागते.
गतिरोधक यंत्रणा: साच्याच्या भुजादंडावर दोन प्रचक्रे बलविलेली असतात. साच्यातील निरनिराळ्या 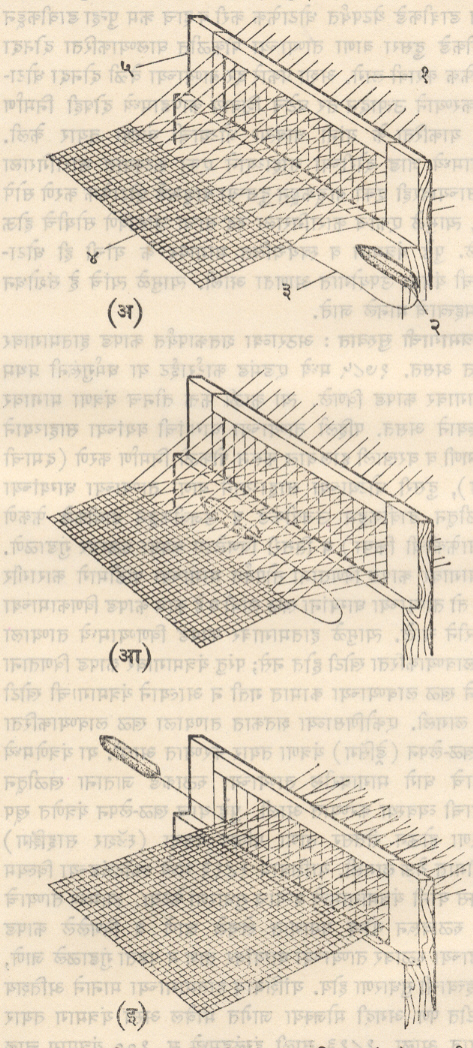 यंत्रणांची कार्यवाही होण्यासाठी त्यांना कमीजास्त शक्ती लागते. तेव्हा भुजादंडावर जोर कमी पडत असतो, त्या वेळी प्रचक्रामध्ये शक्ती साठविली जाते व जेव्हा जोर जास्त पडतो तेव्हा ती पुरविली जाते. सामान्यतः चापाच्या बाजूकडील प्रचक्रावर गतिरोध यंत्रणा असते, म्हणून या प्रतक्राला गतिरोधक चक्र म्हणतात. जेव्हा बाणाखंड यंत्रणेद्वारे पट्टा घट्ट कप्पीवरून सैल कप्पीवर नेला जातो त्या वेळी साच्याला नवीन गती मिळण्याचे बंद होते व गतिरोध यंत्रणेकडून साच्याच्या भुजादंडावरील प्रचक्रामध्ये साठवलेली गती कमी केली जाऊन साचा एक दीड फेऱ्यात पूर्णपणेथांबविला जातो. बाष्पाचे सूत तुटले वा संपले असता साचा ताबडतोब थांबविण्यासाठी या यंत्रणेची आवश्यकता असते.
यंत्रणांची कार्यवाही होण्यासाठी त्यांना कमीजास्त शक्ती लागते. तेव्हा भुजादंडावर जोर कमी पडत असतो, त्या वेळी प्रचक्रामध्ये शक्ती साठविली जाते व जेव्हा जोर जास्त पडतो तेव्हा ती पुरविली जाते. सामान्यतः चापाच्या बाजूकडील प्रचक्रावर गतिरोध यंत्रणा असते, म्हणून या प्रतक्राला गतिरोधक चक्र म्हणतात. जेव्हा बाणाखंड यंत्रणेद्वारे पट्टा घट्ट कप्पीवरून सैल कप्पीवर नेला जातो त्या वेळी साच्याला नवीन गती मिळण्याचे बंद होते व गतिरोध यंत्रणेकडून साच्याच्या भुजादंडावरील प्रचक्रामध्ये साठवलेली गती कमी केली जाऊन साचा एक दीड फेऱ्यात पूर्णपणेथांबविला जातो. बाष्पाचे सूत तुटले वा संपले असता साचा ताबडतोब थांबविण्यासाठी या यंत्रणेची आवश्यकता असते.
ताणा संरक्षक यंत्रणा: काही कारणांमुळे ताणा पोकळीत धोटा अडकून राहिल्यास आणि त्याच स्थितीत फणी कापडाशी जाऊन भिडल्यास ताण्याच्या धाग्यावर अवास्तव ताण पडून धागे तुटतात व कापड फाटते काही वेळा धोटाही फुटतो किंवा पिचतो त्यामुळे नुकसान होऊन कामाची खोटी होते. हे नुकसान टाळण्यासाठी दोन यंत्रणा प्रचलित आहेत. एका यंत्रणेमध्ये धोटा अडकला असता फणी चौकट पुढे जाऊ न देता थांबविली जाण्याची व्यवस्था केलेली असते. अशा यंत्रणेला घट्ट फणी यंत्रणा असे म्हणतात तर दुसऱ्या यंत्रणेत फणी चौकट पुढे जात असली, तरी आपल्या जागेवरून निसटण्याची व्यवस्था केलेली असते. हिला सैल फणी यंत्रणा म्हणतात. बहुतेक यंत्रमागांमध्ये हिचाच उपयोग केलेला आढळतो. जास्त रुंदीच्या किंवा कॅनव्हाससारखे भारी कापड विणण्यास घट्ट फणी यंत्रणेचा उपयोग केला जातो.
कापड ढिले करण्याची यंत्रणा: (करली बंद योजना). बाणाखंड यंत्रणेमुळे साच्याला नवीन गती मिळण्याचे बंद झाले, तरी कापड ओढ थांबविली जात नसल्याने कापडात करली पहू शकते. यासाठी कापडावरील ओढ कमी करून गतिरोधक यंत्रणेने साचा पूर्णपणे बंद होईपर्यंत गुंडाळलेली २-३ बाण्याच्या अंतराएवढे कापड ढिले करण्यासाठी या यंत्रणेचा अवलंब करतात. हिच्यामुळे कापड ओढीच्या रॅचेट यंत्रणेतील गती देणारे कुत्रे वर उचलले जाऊन रॅचेट चाकाला गती देण्याचे बंद झाल्याने कापड ओढीची क्रिया थांबविली जाते. कापडीतील दर इंची बाण्याच्या संख्येप्रमाणे कापड कमीजास्त प्रमाणात सैल करता यावे म्हणून कुत्रे उचलल्यामुळे उलट फिरणाऱ्या रॅचेट चाकाला एका घोड्यावरील (ब्रॅकेटवरील) दाताकडून पकडून ठेवले जाते व कापड योग्य प्रमाणात सैल होते. त्यामुळे कापडामध्ये करली किंवा खुमास हे दोष येत नाहीत.
कापडाच्या किनारपकडीची यंत्रणा: ताण्याची पोकळी निर्माण होताना विभागले गेलेले दोन थर वाणठोक झाल्यावर वरचे धागे खाली व खालचे धागे वर जातात. त्यामुळे वाण्याच्या धाग्यांवर ताण पडून ते वाकविले जातात. अशा वेळी कापडाच्या दोन्ही किनारींना घट्ट धरून ठेवण्यासाठी पन्हापट्टीची यंत्रणा असते. नाहीतर कापड आकसल्यामुळे फणीतील किनारीच्या तारांवर फणीतील ताऱ्यांच्या रुंदीपेक्षा कापडाची रुंदी नेहमी कमीच येणार परंतु पन्हापट्टीमुळे कापडाच्या दोन्ही किनारी ताणून ठेवल्याने कापडाची रुंदी फारशा प्रमाणात कमी होत नाही. याप्रमाणे कापडाची रुंदी कमी होण्याला आकसणे (संकोचन) म्हणतात. कापडाच्या दोन्ही किनारी पकडून ठेवण्यासाठी दोन पन्हापट्ट्या असून प्रत्येक पट्टीला दोन काटेरी रूळ असतात. काटेरी रुळाचे दात वक्र रेषेत असतात. हे रूळ एका लोखंडी पेटिकेत बसविलेले असून वरच्या बाजूला झाकण असते. या झाकणाच्या खालून व काटेरी रुळाच्या वरून कापड घेतले जाते. काटेरी रुळाचे दात कापडामध्ये शिरून कापड बाहेरच्या बाजूला ओढून ठेवतात. या दोन रुळांच्या पन्हापट्टीशिवाय वलयी पन्हापट्टीही बरेच वेळा उपयोग आणतात. विशेषेकरून भारी वजनांच्या घट्ट (एका इंचात जास्त ताणाबाणा असलेल्या) कापडासाठी वलयी पन्हापट्टी वापरली जाते. हिच्यात रुळांऐवजी काटे असलेली वलये व वॉशर असतात. ही एका चातीवर तिरपी बसविली असल्यामुळे कापड दोन्ही किनारींच्या बाजूंना ताणून ठेवले जाते. काही वेळा वलयी पन्हापट्टीच्या टोकाकडील वलयाचे काटे इतर वलयांच्याकाट्यांपेक्षा जाड व लांब असतात. त्यामुळे जाड किंवा घट्ट कापडाच्या दोन्ही किनारी चांगल्या रीतीने ताणून ठेवल्या जातात. पन्हापट्टीची योजना ठराविक रुंदीचे व व्यवस्थित किनारीचे कापड बनविण्याच्या दृष्टीने फार उपयुक्त असते. आधुनिक यंत्रमागांवर अशा विविध साहाय्यक यंत्रणा बसविल्या असल्यामुळे कापड निर्दोष तयार राहण्यासाठी त्यांच्यावर वारंवार निरीक्षण ठेवणे आवश्यक असते. साच्यातील या विविध यंत्रणांमध्ये फेरफार करून किंवा वेळ प्रसंगी जास्तीची यंत्रणा जोडून निरनिराळ्या प्रकारच्या कापडांचे उत्पादन करता येते. उदा. बदलपेटी यंत्रणा चौकटीचे कापड बनविण्याकरिता उपयोगी असते. टर्किश टॉवेल बनविण्याकरिता किंवा पृष्ठभाग तंतुमय असलेले कापड (पाइल) तयार करण्याकरिता लागणारी यंत्रणा, लेनो, लॅपेट इ. प्रकारचे कापड बनविण्याची यंत्रणा इ.विविध यंत्रणा आधुनिक यंत्रमागावर बसविता येतात. या यंत्रमागामध्ये धोट्यातील कांडी संपल्यावर धोटा हातानेच बदलायचा असल्याने कापडाच्या उत्पादनावर तेवढे बंधन पडते व साच्यातील चाल काही मर्यादेपर्यंतच वाढविणे फायदेशीर ठरते बाण्याचा धागा जाडाभरडा असेल त्या वेळी कांडीमधील सूत २-३ मिनटांत संपून जाते व नवीन कांडी भरण्याकरिता साचा वरचेवर थांबवावा लागतो. अशा वेळी कांडी धोट्यामध्ये घालण्याची स्वयंचलित यंत्रणा फार फायदेशीर पडते. अशी यंत्रणा असणाऱ्या यंत्रमागाला स्वयंचलित यंत्रमाग म्हणतात. सुरुवातीला कांडी धोटयामध्ये बदलण्याच्या ऐवजी धोटाच कांडीसह बदलला जात असे. अशा भागास धोटा बदलणारा स्वयंचलित भाग म्हणत परंतु या भागास नंतर अनेक अडचणी उत्पन्न झाल्या. धोटे फुटू लागले, कापडात दोष निर्माण होऊ लागले. त्यामुळे धोटा बदलणारा भाग आसा कृत्रिम तंतूचा बाणा असताना उपयोगात आणतात व सुती किंवा सुताच्या संमिश्र बाण्याकरिता कांडी बदलण्याची सोय असणारा भागच सर्रास वापरतात.
स्वयंचलित भाग: या भागाचे वैशिष्ट्य म्हणजे साचा न थांबता धोट्यामधील कांडीवरील धागा संपल्यावर नवीन कांडी साच्यातील धोट्यामध्ये भरण्याची यंत्रणास, हे होय. ही यंत्रणा साध्या यंत्रमागावरही बसविता येते. ज्या यंत्रमागावर खालच्या बाजूकडून धोटाफेक होते अशा भागावरच ही यंत्रणा बसू शकते, परंतु अशी यंत्रणा बसवलेले भागच घेणे अनेक दृष्टींनी सोयीचे असते. या यंत्रणेत साच्याची चाल वाढविता येते. यांशिवाय साच्यावर बसविलेल्या इतर साहाय्यक यंत्रणाही अधिक कार्यक्षम असाव्या लागतात. हा स्वयंचलित यंत्रमाग ताण्याचे धागे तुटून वरचेवर बंद पडू नये म्हणून त्याच्यावर ताण्याच्या धाग्यांचा बळकटपणा वाढवावा लागतो. असा बळकटपणा दोन प्रकारे वाढविता येतो. एक म्हणजे मूळ धाग्याचा बळकटपणा वाढविणे व दुसरे म्हणजे धाग्याला खळ देण्याचे प्रमाण थोडे वाढविणे. ताप्याचे धागे तुटण्याचे प्रमाण कमी झाल्यामुळे व बाष्पाची कांडी आपोआप धागे तुटण्याचे प्रमाण कमी झाल्यामुळे व बाण्याची कांडी आपोआप बदलण्याच्या यंत्रणेमुळे साचा थांबण्याचे प्रमाण एकदम कमी होऊन साच्यावरील कापड शक्यतो निर्दोष राखण्यास मदत होते.
स्वयंचलित मागावर एका बाजूला (मुठीच्या बाजूला) सुताने भरलेल्या कांड्या गोलाकार पद्धतीने कोषात वा पेटीत बसविलेल्या असतात. धोट्यामधील कांडी संपण्याच्या आधीच एकदोन फेऱ्यांत धोट्यामधील कांडी मागाच्या पेटीत असताना कांडीवर छोट्या दांडीचा दबाव येऊन त्या जागी कोषातील भरलेली कांडी दाब देऊन बरोबर बसविली जाते. ही क्रिया एका क्षणातच होते. रिकामी झालेली कांडी खाली ठेवलेल्या डब्यात पडते व भरलेली कांडी धोट्यात बसविला जाऊन साचा चालू राहतो. कांडीवरील धागा संपत आल्याचे निदर्शनास आणण्याचे काम चाचपणी यंत्रणेच्या (फिल्टरच्या) साहाय्याने किंवा विजेरीच्या साहाय्याने होते. कांडीवरील धागा संपत आला असेल,त्या वेळी चाचपणी करताना यंत्रणा रिकाम्या कांडीवर घसरते. (ही यंत्रणा कांडी-कोषाच्या विरुद्ध बाजूला बसविलेली असते.) किंवा कांडीवर बसविलेल्या धातूच्या पट्टीवर, धागा संपल्यामुळे, या यंत्रणेचे टोक टिकून विद्युत् मंडल पुरे होऊन, भरलेल्या कोषातील कांडी रिकाम्या कांडीच्या जागी चपखलपणे बसून साचा चालूच राहतो. हा कांडीचा कोष वरचेवर कांड्या भरून भरलेला ठेवतात. त्याकरिता अनेक साच्यांचा मिळून एक कांडी भरणारा कारागीर ठेवतात. कांड्यांवर खालच्या बाजूला तीन किंवा चार लोखंडी कड्या बसविल्या असल्यामुळे धोट्यावर बसविलेल्या चापात कांड्या बरोबर चपखलपणे बसतात.
स्वयंचलित मागावर कांड्या बदलण्याच्या यंत्रणेशिवाय बाणा संरक्षण, कापड ओढीची, ताणा नियंत्रण, ताणाखंड, करलीबंद ताणा संरक्षक, गतिरोधक, किनारपकडीची, कापड ढिले करण्याची अशा विविध साहाय्यक यंत्रणा बसविलेल्या असतात. कापड निर्दोष तयार होण्यासाठी या सर्व यंत्रणांची आवश्यकता असते. या यंत्रणाची उत्तम देखभाल ठेवणे अतिशय जरूरीचे असते. स्वयंचलित यंत्रमागांवर विविध कापडांच्या गरजेनुसार नकसकाम पिंजरा (लहान, भूमितीय आकृती विणण्यासाठी असलेला यांत्रिक भाग) बसविण्याचीही व्यवस्था असते. तसेच चौकडाकापड तयार करण्यास बदलपेटी बसविण्याची सोय असते. साधा आधुनिक यंत्रमाग अगर स्वयंचलित यंत्रमाग यांची गती किती असावी, हे पुढीलसारख्या बर्या च गोष्टींवर अवलंबून असते: यंत्रमागाचे आकारमान, पन्हा, कापडाचा प्रकार, सुताचा, क्रमांक, सुताचा व कांजीचा दर्जा, यंत्रमागाची अवस्था, कापड खात्यातील हवामान वैगेरे. साच्यावर जकार्ड, नकसकाम पिंजरा किंवा बदलपेटी बसविल्यास साच्याची चालं कमी ठेवावी लागते. विशेषतःबदलपेटी लावलेली असल्यास किंवा जकार्डची यंत्रणा बसविली असल्यास साचा कार्यक्षम रितीने चालण्यास साच्याची गती नेहमापेक्षा कमी ठेवणेच इष्ट असते. स्वयंचलित यंत्रमाग पुष्कळ वेळा खास जास्त गतीचा म्हणून बनविला असल्यास त्याप्रमाणे त्याची चाल ठेवतात. स्वयंचलित यंत्रमागाचे वैशिष्ट्य म्हणजे त्याची उत्तम कार्यक्षमता, निर्दोष कापड उत्पादन व कामगाराकडे चारपेक्षा अधिक साचे चालवण्यास देण्याची शक्यता हे होय. त्यामुळे साच्याच्या गतीपेक्षा वरील तीन गोष्टी फार महत्त्वाच्या असतात. एका कारगिराला स्वयंचलित साचे किती द्यावेत, हे पुढील बाबी विचारात घेऊन ठरविण्यात येते: ताण्याचे धागे तुटण्याचे प्रमाण, साच्याची चाल, कापडाचा प्रकार, यंत्राच्या दोषामुळे साच्याचे थांबण्याचे प्रमाण, बाण्याच्या कांडीवरील सुताची लांबी किंवा क्रमांक व धागा तुटण्याचे प्रमाण इ. अशा रीतीने स्वयंचलित साच्यांची कार्यक्षमता उंच राखण्यास योग्य प्रकाराचा ताण्यांचा रूळ, वाण्याचा दर्जा, प्रशिक्षित कारागीर, सुयोग्य हवामान व साच्याची उत्तम देखभाल या सर्व गोष्टींची अत्यंत जरूरी असते.
नकसकाम पिंजरा व बदलपेटी : ताण्याच्या धाग्यामध्ये बाण्याचा धागा घालण्यासाठी ताण्यांच्या धाग्याचे दोन पथर करावे लागतात व हे कार्य दम्याच्या योजनेद्वारे केले जाते. विशिष्ट विणीच्या कापडासाठी लागणाऱ्यावयी चौकटीनुसार दमाची योजना करतात. साधारणपणे साधी वीण, टिवल वीण किंवा सॅटीन वीण यांच्यासाठी आठ वयांच्या वयी चौकटीपर्यंत विषम गोल (टॅपेट) दमाची क्रिया उपयोगात आणतात. साध्या यंत्रमागावर जास्तीत जास्त आठ वयी चौकटीची सोय केलेली असते. त्यामुळे वरील सर्व विणीसाठी विषम गोल दमाची क्रिया कार्यक्षम यंत्रणा म्हणून मानली जाते परंतु जेव्हा कापडाच्या ज्या विणी किंवा प्रकार विषम गोलाच्या साहाय्याने तयार करता येत नाहीत व जकर्डच्या साहाय्याने तयार करणे किफायतशीर नसते, अशा विणींच्या कापडाचे उत्पादन नकसकाम पिंजऱ्याचा वापर करून करतात.उदा., साडी वा धोतंरांच्या किनारी, पडद्यांचे कापड किंवा छोट्या नक्षीचे किंवा आकृतिबंधाचे कापड, तसेच आठपेक्षा अधिक वयी चौकटी असणाऱ्याविणींसाठी नकसकाम पिंजरा वापरतात, हा पिंजरा बहुधा ६ ते ४० पायट्यांपर्यंत असतो परंतु विशेषतः ८ ते २४ पायट्यांपर्यंत कार्यक्षमतेच्या दृष्टीने तो योग्य ठरतो. जास्त वया असलेल्या वयी चौकटी उपयोगात आणल्यास त्यांना हालचालीस पुरेशी जागा उपलब्ध नसते. शिवाय ताणा धोटा पोकळीतून पसार होण्यास पुरेशी उंची किंवा पोकळी मिळणे आवश्यक असते नाही तर धाग्यांवर गैरवाजवी ताण पडून ताण्याचे धागे तुटण्याचे प्रमाण वाढते. किनारीकरीता जेव्हा नकसकाम पिंजरा उपयोगात आणायचा असतो त्या वेळी वय चौकटीवर वया न घेता फणीफलक वापरून नकसकाम पिंजऱ्याच्या पायट्यांवर फारसा ताण पडत नाही. या पिंजऱ्याचे अनेक फायदे प्रकार असले तरी सामान्यातः जोडपायटे किंवा जोडउच्चालक पिंजरा वापरला जातो. बहुतेक सर्व पिंजरे मागावर एका बाजूला बसवितात परंतु मागावर बसविल्यामुळे ते दुरूस्त करणे अवघड असते शिवाय पिंजऱ्याची सावली ताण्यावर किंवा कापडावर पडते व त्याच्या हालत्या भागांवर घातलेले तेल अथवा वंगण खालील ताण्याच्या धाग्यांवर पडते.या सर्व गोष्टींमुळे आधुनिक गतिनियामक पिंजरा (कॅम डॉबी) साच्याच्या एका बाजूला बाहेर बसवितात. त्यामुळे त्याचा वापर सहजपणे करता येतो. पिंजऱ्याच्या निरनिरळ्या भागांचे कार्यवेळापत्रक व जुळवणी फार महत्त्वाची असल्याने साच्यावर नवीन रूळ बांधल्यावर काळजीपू्र्वक चालवणे आवश्यक असते. आधुनिक पिंजऱ्यामध्ये बाणाजोडा यंत्रणा असल्यामुळे तुटलेला बाणा त्याच पोकळीत बरोबर जुळविता येतो. त्यामुळे तुटक नक्षीचा दोष टाळता येतो. याशिवाय पिंजऱ्याच्या सर्व पायट्या व त्यांना बांधलेल्या वयाच्या वयी चौकटी एका पातळीत सहजी आणण्याची सोय असल्यामुळे ताण्याचे धागे तुटल्यास ते जोडून वयी, फणीतून ओढून घेणे सोपे जाते. अशा रीतीने नकसकाम पिंजरा लावलेल्या मागावरील कापडांतील दोष या वरील दोन यंत्रणांमुळे बरेचसे कमी करता येतात.
बदलपेट्या असलेला माग : या मागाचे मुख्यतः दोन प्रकार आहेत: (१)गोलाकार फिरणाऱ्या पेट्या, (२) सरकत्या किंवा वरखाली होणाऱ्या पेट्या. पहिल्या प्रकारात धोटे एका गोलाकार सिलिंडरच्या खाचात बसविलेले असतात व ते सिलिंडर फिरवून तो धोटा धोटा-फलकाच्या पातळीत आणता येतो. ही यंत्रणा ऊर्ध्वदंड साच्यावर तसेच निसटत्या फणीच्या साच्यावर बसविता येते. स्वयंचलित मागावर अधोदंड माराची योजना असल्यामुळे तेथे गोलाकार पेट्या एका चौकटीत एकावर एक बसवितात व ती चौकटवर किंवा खाली करून जरूर ती पेटी धोटाफलकाच्या पातळीत आणली जाते.या प्रकारात ओलांडून जाणाऱ्या व क्रमाक्रमाने वरखाली होणाऱ्या असे दोन पोटप्रकार आहेत. ओलांडून जाणाऱ्या प्रकारच्या पेट्याच जास्त प्रचारात आहेत.
जेव्हा मागच्या दोन्ही बाजूंना एकाहून अधिक बदलपेट्या असतात तेव्हा बाण्याच्या आकृतिबंधात सम अथवा विषम कोणत्याही संख्येचे वाणा धागे चालू शकतात. अशा मागांना ऐच्छिक सोय असणारे माग किंवा घोटाफेकीची हवी तशी सोय असणारे माग म्हणतात. त्यामुळे कोणत्याही बाजूने आधी ठरविलेल्या क्रमानुसार घोटफेक करणे शक्य होते. एका बाजूला दोन व दुसऱ्या बाजूला एक पेटी असल्यास त्या योजनेला २ × १ असे संबोधले जाते. दोन्ही बाजूंस दोन-दोन किंवा चार-चार पेट्या असल्यास त्या मागास २ × २ किवा ४ × ४ पेट्यांचे माग म्हणतात. विषम संख्येचे बाण्याचे आकृतिबंध विणण्याचा किंवा चाराहून जास्त प्रकारचे बाणा धागे कापडांत घालण्याचा प्रसंग क्वचितच येतो. म्हणून सर्व योजनांमध्ये४ × १ अशा ओलांडून जाणाऱ्या पद्धतीच्या बदलपेट्याच जास्त प्रचलित आहेत.
नकसकाम पिंजरा किंवा साच्यांवर बसविल्यास साच्याची चाल चालू आकारमानापेक्षा कमी करावी लागते, तसेच साध्या यंत्रमागापेक्षा असा पिंजरा किंवा बदलपेटी बसविलेल्या यंत्रमागास साच्याच्या रुंदीप्रमाणे १/४ ते १/२ अश्वशक्ती जास्त लागते. स्वयंचलित यंत्रमागात आधीच हा पिंजरा किंवा बदलपेटी बसविली असल्यास त्याप्रमाणेच गती ठेवली जाते व अश्वशक्तीही त्यानुसार ठेवली जाते. साध्या विषम गोल दमाच्या क्रियेच्या यंत्रमागापेक्षा पिंजरा दमाच्या क्रियेच्या यंत्रमागात पोकळीची उंची थोडीशी जास्त ठेवावी लागते, त्यामुळे ताण्यावर ओढ किंवा ताण जास्त पडून ताण्याचे धागे तुटण्याचे प्रमाण थोडे वाढण्याचा संभव असतो. त्या कारणाने पिंजरा बसविलेल्या यंत्रमागाची गती थोडी कमी ठेवणेच इष्ट असते. तसेच बदलपेटी बसविलेल्या यंत्रमागात पेटी बदलाकरिता वेळ अपुरा पडू नये म्हणून बदलपेटी लावलेल्या यंत्रमागाची गतीही साध्या यंत्रमागापेक्षा कमी ठेवणेच योग्य असते.
बिनधोट्यांचे भाग : विसाव्या शतकाच्या मध्यापासून स्वंचलित मागामध्ये अनेक सुधारणा झाल्या. त्यांमध्ये धोट्याची आवश्यकता वाटेनाशी झाली. यूरोप, अमेरिका व जपान या देशांनी यंत्रमागांमध्ये एक प्रकारची क्रांतीच केली आहे. बिनधोट्याच्या मागात इलेक्ट्रॉनीय प्रयुक्ती व सूक्ष्मप्रक्रियक वापरल्याने याद्वारे जास्तीत जास्त व उच्च दर्जाची कापडनिर्मिती शक्य झाली आहे. याची खूपशी कामे नियंत्रित झाली असून यावर निर्माण होणाऱ्याव कापडाचा तपशील, त्रुटी व त्यांवरील उपाय लगेच समोर दिसू शकतात. त्यामुळे त्याची देखभाल सुलभ झाली आहे. आंतरराष्ट्रीय प्रदर्शनांमध्ये (उदा., पॅरिस, १९८० व हॅनोव्हर, १९९१) सर्व माग बिनधोट्याचेच होते. भारतातही असा मागांची संख्या हळूहळू वाढते आहे. जागतिक स्पर्धेच्या दृष्टीने हा बदल अपरिहार्य झाला आहे. स्थूलमानाने बिनधोट्याच्या यंत्रमागांचे वर्गीकरण खालीलप्रमाणे करता येईल: (१) प्रक्षेपी माग, (२) हवेचा झोत वापरणारे माग, (३) पाण्याचा झोत वापरणारे माग व (४) एकाच वेळी दिशांनी विणणारे तरंग माग.
या सर्व अत्याधुनिक यंत्रमागांत अतिजलद गतीने निर्दोष कापड तयार करणे हाच एक मुख्य उद्देश आहे.
प्रक्षेपी माग : यामध्ये धोट्याऐवजी एक छोटा बाणावाहक वापरतात. मागाच्या एका बाजूकडून दुसऱ्याबाजूकडे तो फेकण्यात येतो. त्यामधील बाणा ताण्यात घातला गेल्यावर तो वाहक खाली ठेवलेल्या वाहक नलिकेद्वारे पुन्हा मूळ ठिकाणी तेथे बाण्याचा धागा भरून घेऊन पुन्हा त्या बाजूकडून दुसऱ्या बाजूकडे फेकला जातो. असे अनेक छोटे वाहक बाणा घालण्यासाठी तयार ठेवलेले असतात. अशा रीतीने ताण्यात बाणा घालण्याचे काम सतत चालूच राहते. हे वाहक आकाराने अगदी छोटे (९० × १४ × ६ मिमी.) व सु. ४० ग्रॅम वजनाचे असून त्यांची संख्या १७ ते ४० पर्यंत असू शकते. त्यांची गती एका सेकंदास २,२०० मी. एवढी असते. या मागावर बाणा वाहकास बाण्याच्या धाग्याचा सतत पुरवठा होण्याकरिता २ ते ४ किग्रॅ. वजनाच्या बाण्याचा पुरवठा करणारा कोन (शंकू) साच्याच्या एका बाजूस ठेवलेला असतो. कापडाची जेवढी रुंदी असेल तेवढ्याच लांबीचा धागा बाणा वाहक कापडाच्या एका किनारीपासून दुसऱ्या किनारीपर्यंत घेऊन जातो. दोन्ही बाजूंच्या किनारी पन्हापट्टीच्या साहाय्याने घट्ट धरून ठेवल्या जातात. अशा प्रकारे अतिशय जलद कापड विणले जाते. साधारणपणे १५३ इंच (३८२ सेंमी.) मागावर एका मिनिटात ९७५ मी. बाणाफेक होऊ शकते. अशा मागावर १ ते ३ ताण्याचे रूळ एका वेळी बसविता येतात. रुळांचे आकारमानही खूप मोठे असते. रुळाची थाळी ८०० ते १,००० मिमी. व्यासाची असू शकते. व एका रुळापासून ४,००० मी. पर्यंत कापड निघू शकते. एक कारागीर असे ८ ते १६ पर्यंत साचे चालवू शकतो. सर्वसाधारणपणे एका १३० इंच (३२५ सेंमी.) बिनधोट्याच्या साच्याचे उत्पादन ४ ते ६ स्वयंचलित धोट्यांच्या साच्याइतके असू शकते. १ पौंड (सु.४५० ग्रॅ.) वजनाच्या धोट्याऐवजी १.५ औंस (४२.५ ग्रॅ.) वजनाच्या या नवीन वाहकाने कापड उत्पादनाच्या दृष्टीने एक प्रकारे क्रांतीच केली आहे. १९३२ साली रॉसमन या जर्मन तंत्रज्ञांनी हे बिनधोट्यांचे साचे प्रथम वापरात आणले. या साच्यांना त्या वेळी कापड विणण्याचे यंत्र असे संबोधले जाई. स्वित्झर्लंडमधील सुल्झर कंपनीने अशी यंत्रे १९५२ साली कापडाच्या निरनिराळ्या रुंदीप्रमाणे बाजारात आणली.
 वाहक पकड (रॅपियर) माग : हा बिनधोट्याच्या मागाचा दुसरा प्रकार असून धोट्याऐवजी बाणावाहकाचा उपयोग यातही केला जातो. दोन वाहक पकडी मागाच्या दोन्ही बाजूंकडून मागाच्या मध्यापर्यंत येतात. त्यांमध्ये एका वाहक पकडीने पकडलेले बाण्याचे टोक दुसरी वाहक पकड पकडते व ते दुसऱ्या बाजूपर्यंत घेऊन जाते व अशा रीतीने बाणाफेक दोन वाहक पकडीच्या साहाय्याने होत आणि दोन्ही वाहक पकडी मागाच्या मध्यापर्यंत आल्यानंतर आपली दिशा बदलून मागाच्या मूळ बाजूकडे जातात. या वाहक पकडी पोलादी पट्ट्यांवर बसवलेल्या असतात व ताण्याच्या पोकळीतून बाहेर आल्यावर या पट्ट्या एका चक्रावर गुंडाळल्या जातात (आ. ८). खरे म्हणजे हे माग चालवायला सोपे व कापडाचे विविध प्रकार त्यावर निघू शकतात पण या मागाची चाल प्रक्षेपी मागाच्या मानाने फार कमी म्हणजे मिनिटाला ३६५ मी. पर्यंत बाणाफेकीची असते. सुधारित वाहक पकड मागामध्ये लवचिक (सहज वळणारा) व ताठ राहणारा असे दोन पोट प्रकार आहेत. यांपैकी पहिल्या प्रकारच्या मागाला जागा कमी लागते व गती मिनिटाला ५०० मी. असते तर दुसऱ्या प्रकारात मागाची गती मिनिटाला ७०० मी. पर्यंत असते. या सर्व बिनधोट्याच्या मागांची चाल बाणाफेकीच्या लांबीवर मोजली जाते म्हणजे एका मिनिटात ७०० मी. पर्यंत बाण्याचा धागा घातला जातो. १९६३ साली प्रथम अशा प्रकारचे माग विक्रीसाठी आले. अगदी तलम सुतापासून जाड्याभरड्या धाग्यापर्यंत तसेच रंगीत किंवा एकेक बाणा धाग्याची नक्षी वा आकृतिबंध असलेले कापडही या मागावर विणता येते.
वाहक पकड (रॅपियर) माग : हा बिनधोट्याच्या मागाचा दुसरा प्रकार असून धोट्याऐवजी बाणावाहकाचा उपयोग यातही केला जातो. दोन वाहक पकडी मागाच्या दोन्ही बाजूंकडून मागाच्या मध्यापर्यंत येतात. त्यांमध्ये एका वाहक पकडीने पकडलेले बाण्याचे टोक दुसरी वाहक पकड पकडते व ते दुसऱ्या बाजूपर्यंत घेऊन जाते व अशा रीतीने बाणाफेक दोन वाहक पकडीच्या साहाय्याने होत आणि दोन्ही वाहक पकडी मागाच्या मध्यापर्यंत आल्यानंतर आपली दिशा बदलून मागाच्या मूळ बाजूकडे जातात. या वाहक पकडी पोलादी पट्ट्यांवर बसवलेल्या असतात व ताण्याच्या पोकळीतून बाहेर आल्यावर या पट्ट्या एका चक्रावर गुंडाळल्या जातात (आ. ८). खरे म्हणजे हे माग चालवायला सोपे व कापडाचे विविध प्रकार त्यावर निघू शकतात पण या मागाची चाल प्रक्षेपी मागाच्या मानाने फार कमी म्हणजे मिनिटाला ३६५ मी. पर्यंत बाणाफेकीची असते. सुधारित वाहक पकड मागामध्ये लवचिक (सहज वळणारा) व ताठ राहणारा असे दोन पोट प्रकार आहेत. यांपैकी पहिल्या प्रकारच्या मागाला जागा कमी लागते व गती मिनिटाला ५०० मी. असते तर दुसऱ्या प्रकारात मागाची गती मिनिटाला ७०० मी. पर्यंत असते. या सर्व बिनधोट्याच्या मागांची चाल बाणाफेकीच्या लांबीवर मोजली जाते म्हणजे एका मिनिटात ७०० मी. पर्यंत बाण्याचा धागा घातला जातो. १९६३ साली प्रथम अशा प्रकारचे माग विक्रीसाठी आले. अगदी तलम सुतापासून जाड्याभरड्या धाग्यापर्यंत तसेच रंगीत किंवा एकेक बाणा धाग्याची नक्षी वा आकृतिबंध असलेले कापडही या मागावर विणता येते.
 हवेचा झोत वापरून बाणफेक करणारा माग : चेकोस्लोव्हाकियाच्या ब्लाडिमिर स्वॅटी या तंत्रज्ञांनी १९५५ मध्ये या प्रकारच्या मागावर प्रथम कापड विणले. अशा १०५ सेंमी. साच्यावर एका मिनिटात २,००० मी. पर्यंत बाणाफेक करता येऊ लागली. हे प्रमाण त्या काळी सर्वांत जास्त समजले जाई. मागाच्या एका बाजूला हवेच्या दाबामुळे निर्माण झालेल्या झोतांतून कापडाच्या रुंदीइतकाच बाणा ताण्याच्या पोकळीमधून मागाच्या दुसऱ्या बाजूकडे फेकला जातो (आ. ९). अशा रीतीने बाणाफेक जलद गतीने करता
हवेचा झोत वापरून बाणफेक करणारा माग : चेकोस्लोव्हाकियाच्या ब्लाडिमिर स्वॅटी या तंत्रज्ञांनी १९५५ मध्ये या प्रकारच्या मागावर प्रथम कापड विणले. अशा १०५ सेंमी. साच्यावर एका मिनिटात २,००० मी. पर्यंत बाणाफेक करता येऊ लागली. हे प्रमाण त्या काळी सर्वांत जास्त समजले जाई. मागाच्या एका बाजूला हवेच्या दाबामुळे निर्माण झालेल्या झोतांतून कापडाच्या रुंदीइतकाच बाणा ताण्याच्या पोकळीमधून मागाच्या दुसऱ्या बाजूकडे फेकला जातो (आ. ९). अशा रीतीने बाणाफेक जलद गतीने करता  येते परंतु हवेचा एवढा दाब तयार करण्यासाठी विजेची फार जरूरी असते. विजेचा वापर बराच असल्याने विजेचा खर्चही खूप येतो. तलम किंवा मध्यम क्रमांकाच्या सुताकरिता अशा प्रकारचा माग फार सोयीचा असतो.
येते परंतु हवेचा एवढा दाब तयार करण्यासाठी विजेची फार जरूरी असते. विजेचा वापर बराच असल्याने विजेचा खर्चही खूप येतो. तलम किंवा मध्यम क्रमांकाच्या सुताकरिता अशा प्रकारचा माग फार सोयीचा असतो.
पाण्याचा झोत वापरून बाणाफेक करणारा भाग: ज्याप्रमाणे हवेच्या झोताने बाणाफेक केली जाते, त्याच तत्त्वाप्रमाणे पाण्याच्या झोताने बाणाफेक केली जाते. पाण्यामुळे कापडाच्या ताणाच्या किंवा बाणाच्या बलावर परिणाम होत नाही, अशाच प्रकारचे धागे या मागावर वापरतात उदा., नायलॉन, पॉलिप्रॉपिलीन, अँक्रिलिक, पॉलिएस्टर. या मागांवर हवेच्या झोताच्या मागापेक्षा जास्त ऊर्जा खर्च करावी लागते, शिवाय पाण्याचा निचराही योग्य मार्गाने होणे आवश्यक असते. पाण्याला दाद न देणाऱ्याअशा सुतापासून या मागावर जलद गतीने कापड विणता येते. यावर साधारणपणे एका मिनिटाला २,५०० मी. पर्यंत बाणाफेक करता येते.
तरंग माग : १९८३ मध्ये टेक्स्टीमा न्युव्हो पिकोने या कंपनीने ह्या पद्धतीचा माग प्रथम बाजारात आणला. या मागाचे ४०० सेंमी. रुंदीच्या साच्यावर एका मिनिटात २,००० मी. लांबीइतकी बाणाफेक करणे शक्य होते. साधा कपडा अतिशय जलद गतीने कमी खर्चात विणण्यासाठी या साच्यांची प्रसिद्धी झाली. ९२ टक्क्यांपर्यंत कार्यक्षमता या साच्यावर मिळू लागली. तरीसुद्धा असे साचे प्रायोगिक अवस्थेतच आहेत. सतत वरखाली होणाऱ्या छोट्या वयांच्या अनेक जोड्या पाण्याच्या पृष्ठभागावरील तरंगासारख्या दिसतात म्हणून अशा साच्यांना तरंग माग संबोधले जाते. अशा साच्यांवर निरनिराळ्या प्रकारचे कापड विणता यावे याकरिता संशोधन सुरू आहे.
गोल बाणाफेक करणारे माग : अशा प्रकारच्या मागावर धोट्यांची बाणाफेक गोलाकार पद्धतीने होते. तसेच बाणाठोकही संपीडक (दाब देणाऱ्या) चक्राच्या साहाय्याने गोलाकार होते. फक्त वयांची हालचाल नेहमीच्या साध्या मागाप्रमाणे वरखाली होत असते. या मागावर नळीच्या आकाराचे सलग गोलाकार कापड निघते. गोणपाटाच्या पिशव्या किंवा साध्या सुती पिशव्या, होजपाईप्स इ. कापडाचे प्रकार या साच्यावर काढले जातात. एकापेक्षा अधिक धोटे वापरल्यास कापडाचे उत्पादन अधिक वाढते. उदा., चार धोटे उपयोगात आणल्यास प्रत्येक धोटा दर मिनिटात ८० ते ९० बाणे १. ४२ मी. परिघ असलेल्या कपड्यात घालू शकतो म्हणजेच बाणाफेकीची लांबी एका मिनिटात ४५७ ते ५१२ मी. पर्यंत होऊ शकते. अशा प्रकारच्या साच्यावर साधे कापडही विणता येते म्हणजेच गोल कापड मध्येच जोडावर कापून सपाट करता येते. अर्थात तागाचे साधे गोणपाट तयार करताना खास किनार विणावी लागते. या प्रकारच्या मागांचा उपयोग अतिशय मर्यादित आहे. बाण्याची धोट्यामधील मर्यादित लांबी व मागाची मंद गती हे याचे कारण आहे. त्यामुळे अशा प्रकारचे माग विशेष प्रचलित नाहीत.
 विविध प्रकारचे इतर भाग : (अ) अरुंद कापड बनविणाऱ्या फीतमागावर वाती, रिबीनी, नवार, फीत इ. प्रकारचे कापड सहज विणले जाते. अशा प्रकारचे कापड विणणारे छोटे ८/१० माग ओळीने एका चौकटीवर बसवितात. चौकटीच्या खालील बाजूस बाण्याची सुताची गुंडाळी ठेवलेली असते. विणण्याचे काम नेहमीच्या पद्धतीने म्हणजे वया खालीवर होऊन बनणाऱ्याताण्याच्या पोकळीतून धोट्याच्या साहाय्याने बाणाफेक होते व फणीच्या योगे बाणा कापडात ठोकला जातो. या प्रकारच्या छोट्या मागावर बाणाफेकीची गतीही खूप वाढविता येते. उदा., १/२ इंच (१२.७ मिमी.) फितीच्या (रिबिनीच्या) कापडात एका मिनिटात ९५० वेळापर्यंत बाणा धागे घातले जातात. त्यामुळे या प्रकारच्या फीत कापडाचे उत्पादन बरेच होऊ शकते परंतु अशा मागावर साध्या विणीचे कापड विणता येते. त्यामुळे हे भाग जास्त प्रमाणात वापरत नाहीत.
विविध प्रकारचे इतर भाग : (अ) अरुंद कापड बनविणाऱ्या फीतमागावर वाती, रिबीनी, नवार, फीत इ. प्रकारचे कापड सहज विणले जाते. अशा प्रकारचे कापड विणणारे छोटे ८/१० माग ओळीने एका चौकटीवर बसवितात. चौकटीच्या खालील बाजूस बाण्याची सुताची गुंडाळी ठेवलेली असते. विणण्याचे काम नेहमीच्या पद्धतीने म्हणजे वया खालीवर होऊन बनणाऱ्याताण्याच्या पोकळीतून धोट्याच्या साहाय्याने बाणाफेक होते व फणीच्या योगे बाणा कापडात ठोकला जातो. या प्रकारच्या छोट्या मागावर बाणाफेकीची गतीही खूप वाढविता येते. उदा., १/२ इंच (१२.७ मिमी.) फितीच्या (रिबिनीच्या) कापडात एका मिनिटात ९५० वेळापर्यंत बाणा धागे घातले जातात. त्यामुळे या प्रकारच्या फीत कापडाचे उत्पादन बरेच होऊ शकते परंतु अशा मागावर साध्या विणीचे कापड विणता येते. त्यामुळे हे भाग जास्त प्रमाणात वापरत नाहीत.
(आ) दुसऱ्या प्रकारच्या मागावर टेक्श्चराइझिंग व हवा झोत यंत्रणा विणकामाकरिता एकत्र बसविलेली असते (आ. १२) शून्य पीळ (पीळहीन) असणार्याव मानवनिर्मित सुताला जरूर असणारा पीळ देऊन त्या अवस्थेत स्थिर ठेवण्यासाठी करावयाच्या प्रक्रियेची म्हणजे टेक्श्चराइझिंगची यंत्रणा मागालाच जोडलेली असते व बाण्याचे सूत या यंत्रणेमधून घेऊन हवाझोत यंत्रणेच्या साहाय्याने बाणाफेक केली जाते. मानवनिर्मित तंतूंचे कापड स्वस्तात बनविण्यास अशा प्रकारचे भाग वापरले जातात. विणकामाकरिता विशेषतः स्वयंचलित भाग वापरले जातात आणि हे कापड रंगविण्याच्या दृष्टीने चांगले समजतात.
 (इ) या नव्या विमकाम पद्धतीत साध्या हातमागाला वाहक पकड (रॅपियर) तंत्राची बाणाफेक यंत्रणा जोडली असून दमाची क्रिया पायाने चालविण्याच्या पायट्याने होते व बाणाफेकाची यंत्रणा हवा पकड पद्धतीची असते. हातमागावर बसविलेल्या या यंत्रणेमुळे ९६ सेंमी. रुंदीच्या मागावर १४० बाणे एका मिनिटात घालता येतात. १९९१ च्या हॅनोव्हर येथील जागतिक प्रदर्शनात अशा प्राकारचे माग ठेवण्यात आले होते. (आ. १३).
(इ) या नव्या विमकाम पद्धतीत साध्या हातमागाला वाहक पकड (रॅपियर) तंत्राची बाणाफेक यंत्रणा जोडली असून दमाची क्रिया पायाने चालविण्याच्या पायट्याने होते व बाणाफेकाची यंत्रणा हवा पकड पद्धतीची असते. हातमागावर बसविलेल्या या यंत्रणेमुळे ९६ सेंमी. रुंदीच्या मागावर १४० बाणे एका मिनिटात घालता येतात. १९९१ च्या हॅनोव्हर येथील जागतिक प्रदर्शनात अशा प्राकारचे माग ठेवण्यात आले होते. (आ. १३).
विणकामाकरिता लागणाऱ्या मागात आता पुष्कळ सुधारणा झाल्या आहेत. ह्या सुधारणा व प्रगती यांची माहिती वस्त्रोद्योगाला लागणाऱ्या यंत्रसामग्रीची प्रदर्शने किंवा त्यासंबंधी प्रसिद्ध होणारी माहिती यांद्वारे मिळते. दर चार वर्षांनी पॅरिस, हॅनोव्हर, मिलान, यांपैकी एका ठिकाणी ‘इटमा’ नावाने आंतरराष्ट्रीय वस्त्रनिर्मिती यंत्र प्रदर्शन भरते व जगातील वस्त्रोद्योगाची यंत्रे बनविणारे कारखानदार आपली अत्याधुनिक यंत्रे प्रथम या प्रदर्शनात दाखवितात. १९९१ साली असे प्रदर्शन हॅनोव्हर व १९९५ साली मिलान येथे झाले होते. त्याचप्रमाणे अमेरिकेत ॲटमे, भारतात इटमे व जपानमध्ये ऑटोमस नावाने ही प्रदर्शने भरत असतात. भारतात १९९२ साली असे चौथे अखिल भागतीय यंत्रसामग्री प्रदर्शने मुंबईत भरले होते.
 स्वयंचलित किंवा बिनधोट्याच्या अत्याधुनिक भागांवर विणण्यात येणाऱ्याविविध प्रकारच्या नक्षींचे वा आकृतिबंधांचे नियंत्रण संगणकाच्या व इलेक्ट्रॉनिकीच्या साहाय्याने केले जाऊ लागल्याने कापडाचे नवनवीन प्रकार निघत आहेत. एका दृष्टीने हे सोपे असले, तरी त्यांमधील गुंतागुंतीची यंत्रणा जाणून घेणे व दोष निर्माण झाल्यास ते त्वरीत सुधारणे हे काम खास प्रशिक्षित तंत्रज्ञानाच्या देखरेखीखालीच चांगल्या प्रकारे होऊ शकते.
स्वयंचलित किंवा बिनधोट्याच्या अत्याधुनिक भागांवर विणण्यात येणाऱ्याविविध प्रकारच्या नक्षींचे वा आकृतिबंधांचे नियंत्रण संगणकाच्या व इलेक्ट्रॉनिकीच्या साहाय्याने केले जाऊ लागल्याने कापडाचे नवनवीन प्रकार निघत आहेत. एका दृष्टीने हे सोपे असले, तरी त्यांमधील गुंतागुंतीची यंत्रणा जाणून घेणे व दोष निर्माण झाल्यास ते त्वरीत सुधारणे हे काम खास प्रशिक्षित तंत्रज्ञानाच्या देखरेखीखालीच चांगल्या प्रकारे होऊ शकते.
विणकामाची पूर्वतयारी : कापड विणण्याच्या बाबतीत विचार करताना ताण्याचा रूळ उत्तम प्रकारचा असणे अत्यंत आवश्यक असते. त्यामुळे तो भरण्याच्या आधी करायच्या प्रक्रियांना अतिशय महत्त्व आहे. हातमागावर कापड विणणे, यंत्रमागावर कापड तयार करणे व स्वयंचलित यंत्रमाग किंवा बिनधोट्याच्या जलद गतीच्या यंत्रमागावर कापड विणणे यांमध्ये मूलभूत फरक नसला, तरी ताण्याच्या रुळावर भरण्यासाठी लागणाऱ्या प्रक्रियांमध्ये खूपच फरक आहे. जेवढी मागाची गती जास्त तेवढे ताण्याचे धागे कापड विणताना तुटण्याचे प्रमाण कमी असायला पाहिजे. त्यामुळे ताण्याचे धागे बळकट व शक्यतो निर्दोष असणे अत्यंत आवश्यक असते. मागावर बसवायचा ताण्याचा रूळ व्यवस्थित भरलेला, जास्तीत जास्त लांबीचा, आधी कांजी दिलेले धागे समांतर गुंडाळलेला असायला पाहिजे.
 वरील सर्व प्रक्रिया म्हणजे विणकामाची पूर्वतयारी होय. कताईने तयार केलेले सूत कांडीवर असते तर विक्रीसाठी सूत वलयाकार आट्या (हँक), शंक्वाकार (कोन), फिरकी (चीझ) किंवा दंडगोलाकार (स्पूल वा रीळ) या प्रकारच्या गुंडाळीवर गुंडाळलेले असते (आ. १४). विणकामपूर्व प्रक्रियांचे स्वरूप थोडक्यात पुढे विशद केले आहे.
वरील सर्व प्रक्रिया म्हणजे विणकामाची पूर्वतयारी होय. कताईने तयार केलेले सूत कांडीवर असते तर विक्रीसाठी सूत वलयाकार आट्या (हँक), शंक्वाकार (कोन), फिरकी (चीझ) किंवा दंडगोलाकार (स्पूल वा रीळ) या प्रकारच्या गुंडाळीवर गुंडाळलेले असते (आ. १४). विणकामपूर्व प्रक्रियांचे स्वरूप थोडक्यात पुढे विशद केले आहे.
गुंडाळी यंत्र : साध्या यंत्रापासून ते कोनवर सूत गुंडाळणाऱ्यास्वयंचलित यंत्रापर्यंतच्या यंत्रांचा सुताची गुंडाळी तयार करण्यासाठी उपयोग होतो. या यंत्रांनी कांड्या वा आट्या यांच्यावरील सूत कोन, चीझ किंवा स्पूल यांवर गुंडाळतात. याचा अर्थ कमी लांबीच्या सुताच्या गुंडाळीपासून जास्त लांबीच्या सुताची गुंडाळी तयार करतात. कोन वा चीझ यावरचे सूत धोट्यात घालावयाच्या कांड्या भरण्यासाठी वापरतात व त्याकरिता हे सूत कांडी भरणाऱ्या, सुयांनी विणकाम करणाऱ्याअथवा ताणा भराई करणाऱ्यायंत्राकडे पाठवितात. शिवाय बिनधोट्याच्या मागावर बाण्याच्या धाग्याची गुंडाळी म्हणून कोन वा चीझ यांवरील सूत वापरतात. हे करताना सुतामधील जाड व कमकुवत भाग काढून सूत समान दर्जाचे राखतात. गुंडाळताना सूत तुटल्यास ते आपोआप बंधक वा गाठ देणाऱ्यायंत्रणेद्वारे जोडले जाते.
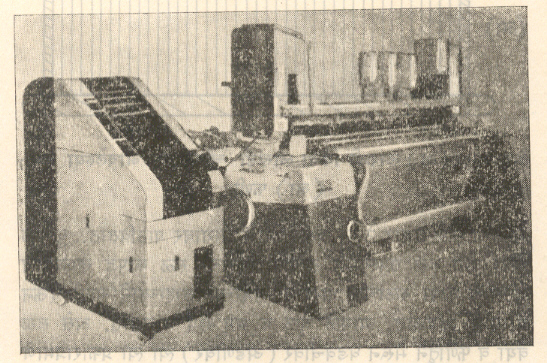
ताणा भराई यंत्र : जुन्या लाकडी रीळाच्या साहाय्याने रुळावर धागे गुंडाळणाऱ्यानव्या अत्याधुनिक यंत्रावर सर्व स्वयंचलित यंत्रणा बसविलेल्या असतात. या यंत्राच्या साहाय्याने ४०० ते ५०० कोन, चीझ किंवा स्पूल यांवरील सूत एकाच वेळी समांतरपणे रुळावर गुंडाळले जाते. रुळावर गुंडाळलेल्या सुताची लांबी सुताच्या क्रमांकाप्रमाणे किंवा पूर्वनियोजित हिशोबाप्रमाणे ठेवली जाते. उदा., कापडात ४,००० ताण्याचे धागे आवश्यक ४०० तारांचे १० रूळ ताणाभराई यंत्रावर बसवितात किंवा ५०० तारांचे ८ रूळ तयार करतात. (अ) या यंत्रावर ठराविक ताण देऊन धागे समांतर रीतीने रुळांवर गुंडाळले जातात. (आ) कोन, चीझ किंवा स्पूल यंत्राच्या चौकटीवर लावून स्वयंचलित पद्धतीने रूळ तयार केले जातात. (इ) एक धागाही तुटल्यास यंत्र बंद होते व धागा जोडल्यानंतर ते चालू होते. (ई) विभागीय (सेक्शनल) ताणा पद्धतीच्या यंत्रामुळे हे रूळ थेट मागावर बसविण्याची सोय होऊ शकते.
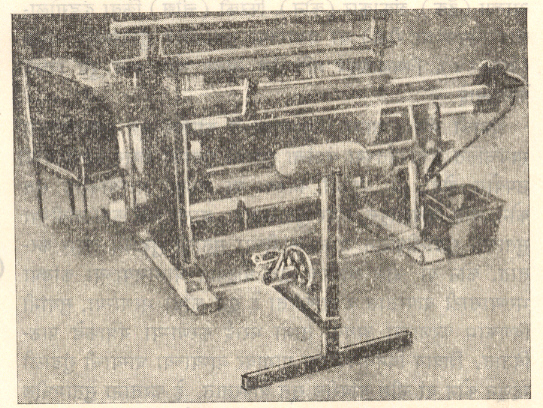
धाग्यांना कांजी (खळ) देण्याचे (साइझिंग) यंत्र : या यंत्रावर अनेक अत्याधुनिक यंत्रणा बसविलेल्या असतात. ताण नियंत्रण, कांजीच्या पातळीचे नियंत्रण, सुतामधील आर्द्रतेचे नियंत्रण, धाग्यावर कांजी सुकण्याचे नियंत्रण. धागे रुळावर गुंडाळताना दाबनियंत्रण इ. गोष्टी संगणकाच्या साहाय्याने करतात. कापडामध्ये ताण्याचे धागे असतील त्या हिशोबाने या यंत्राच्या चौकटीवर ताण्याचे रूळ ठेवले जातात. या सर्व रुळांचा मिळून एक थर कांजीच्या पेटीतून बाहेर काढून तापलेल्या सिलिंडरवर सुकवून मागावर बसविण्याच्या रुळावर समांतर ताण ठेवून भरला जातो. ठराविक लांबीचे रूळ स्वयंचलित पद्धतीने भरले जातात. कांजी तयार करण्यासाठी दाबपात्राचा वापर करतात. कांजीमध्ये स्टार्च, वसा, डिंक, आर्द्रताशोषक व जंतुनाशक पदार्थ वापरतात. कापडाच्या प्रकारानुसार कांजीचे प्रमाण ठरवितात.
(अ) सर्वसाधारणपणे सुताला १०% ते १२% कांजी देतात. दुहेरी धाग्यांचे सूत असल्यास ३% व भारी वजनाच्या कपड्यास २०% किंवा अधिक कांजी देतात. (आ) गरम हवेने किंवा अवरक्त (दृश्य वर्णपटातील तांबड्या रंगाच्या अलीकडील अदृश्य) किरणांनी सुकविण्यापेक्षा गरम केलेल्या पोलादी सिलिंडरच्या योगानेच धागे सुकविणे इष्ट असते.
 वया, फणीतून धागे ओवणे : या वया सुती किंवा लोखंडी तारांच्या गोल किंवा चपट्या असतात. त्यांच्या मधोमध असलेल्या नेढ्यांतून (भोकांतून) वागे ओढणी आकड्याच्या साहाय्याने खेचले जातात. फण्या सुताच्या क्रमांकाप्रमाणे वापरतात. चपट्या पोलादी दातांमधून रुळावरचे धागे वयांमधून व फण्यांच्या दातांतून खेचले जातात. कांजी देण्याच्या यंत्रावर तयार झालेला रूळ मागावर पाठविण्याआधी योग्य त्या वया व फणीतून भरतात. अशा वया व फणीत भरलेला रूळ तयार ठेवून जरूरीप्रमाणे मागावर पाठवितात. पुष्कळ वेळा जुना रूळ संपल्यावर तशाच प्रकारचा रूळ कापड खात्यातच जुन्या व नव्या रुळांच्या धाग्यांना यंत्राच्या साहाय्याने गाठी देऊन मागावर जोडतात. त्यामुळे वेळ व श्रम खूप वाचतात. असे रूळ वया व फणींतून भरून घडवंचीवर (अडणीवर) त्या त्या प्रकाराप्रमाणे तयार करून ठेवतात. अत्याधुनिक पद्धतीत वया व फणी स्वयंचलित यंत्राच्या साहाय्याने भरल्या जातात.
वया, फणीतून धागे ओवणे : या वया सुती किंवा लोखंडी तारांच्या गोल किंवा चपट्या असतात. त्यांच्या मधोमध असलेल्या नेढ्यांतून (भोकांतून) वागे ओढणी आकड्याच्या साहाय्याने खेचले जातात. फण्या सुताच्या क्रमांकाप्रमाणे वापरतात. चपट्या पोलादी दातांमधून रुळावरचे धागे वयांमधून व फण्यांच्या दातांतून खेचले जातात. कांजी देण्याच्या यंत्रावर तयार झालेला रूळ मागावर पाठविण्याआधी योग्य त्या वया व फणीतून भरतात. अशा वया व फणीत भरलेला रूळ तयार ठेवून जरूरीप्रमाणे मागावर पाठवितात. पुष्कळ वेळा जुना रूळ संपल्यावर तशाच प्रकारचा रूळ कापड खात्यातच जुन्या व नव्या रुळांच्या धाग्यांना यंत्राच्या साहाय्याने गाठी देऊन मागावर जोडतात. त्यामुळे वेळ व श्रम खूप वाचतात. असे रूळ वया व फणींतून भरून घडवंचीवर (अडणीवर) त्या त्या प्रकाराप्रमाणे तयार करून ठेवतात. अत्याधुनिक पद्धतीत वया व फणी स्वयंचलित यंत्राच्या साहाय्याने भरल्या जातात.
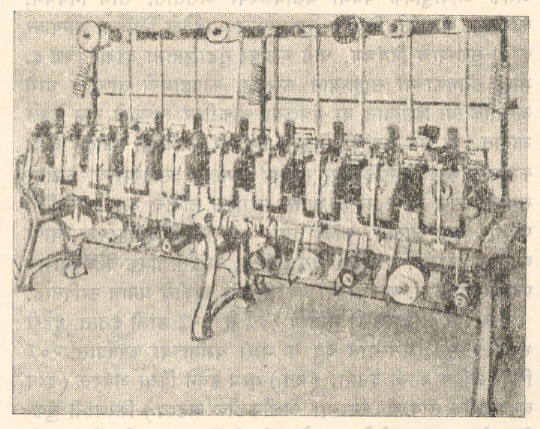
धोट्यात बसणाऱ्याछोट्या कांड्यांवर सूत गुंडाळणारे यंत्र : या यंत्रामध्ये ५० ते १२० चात्या बसविलेल्या असून अनेक कांड्यांवर एकाच वेळी सूत गुंडाळले जाते. स्वयंचलित यंत्रणेमुळे भरलेली कांडी सुरू राहते. यात निरनिराळ्या क्रमांकांचे सूतही एकाच वेळी गुंडाळण्याची व्यवस्था करता येते. कोन किंवा चीझ अशा प्रकारच्या यंत्रावर ठेवून त्यावरचे सूत धोट्यांत बसणाऱ्याकांड्यांवर गुंडाळण्यासाठी अशी यंत्रे बनवलेली असतात. बिनधोट्याच्या साचांवर असे सुताचे भरलेले कोन किंवा चीझ ठेवले जातात. आट्यांवर असलेले रंगीत सूत कोनवर भरून मग या यंत्राच्या साहाय्याने त्या रंगीत सुताच्या कांड्या भरल्या जातात.
अशा प्रकारे सुताच्या क्रमांकाप्रमाणे व कापडाच्या प्रकाराप्रमाणे ठराविक धागे असलेले विशिष्ट लांबीचे कांजी देऊन सुकविलेले सूत असलेला व वया-फणीतून ओवून घेतलेला ताण्याचा रूळ मागावर पाठवतात. या कापडाच्या प्रकाराकरिता लागणाऱ्या बाण्याच्या कांड्याही सूत भरून तयार ठेवतात. निर्दोष कापडाच्या उत्पादनासाठी विणकामाची अशी पूर्वतयारी फार महत्त्वाची आहे. ताण्याचे धागे वारंवार तुटणे, ताण्याला काजी देताना ती कमीअधिक लागणे, ताण्याचे सूत ढिले पडणे. ताण्याच्या लांबीमध्ये फरक पडणे, ताण्याच्या धाग्यावर अवाजवी ताण पडून लवचिकपणा (स्थितिस्थापकता) कमी होणे इ. अनेक दोष कापडाच्या सुरळीत उत्पादनामध्ये खीळ घालतात याकरिता मूळ सूत चांगले असणे आवश्यक तर असतेच पण या पूर्वतयारीच्या यंत्रसामग्रीच्या साहाय्याने सुतामधील दोष कमी करता येतात. सुताचा बळकटपणा कांजी दिल्याने वाढविता येतो व कापड खात्यात योग्य हवामान राखल्याने कापड्याचे दोषरहित उत्पादन होण्यास मदत होते. कापड विणण्याची क्रिया सतत सुरळीतपणे व कार्यक्षम पद्धतीने चालण्यास अनेक गोष्टींची आवश्यकता असते. प्रत्येक यंत्रणा वरील कारागिराला योग्य प्रशिक्षण देणे, यंत्रांची नीट निगा राखणे, सुताला योग्य असे हवामान राखणे, निरनिराळ्या गुंडाळ्यांची (म्हणजे कांड्या, कोन व चीझ, स्पूल, रूळ, छोट्या कांड्या यांची) व्यवस्थित मांडणी करून काळजीपूर्वक जतन करणे, तसेच वया, फण्या वर्गवार लावून ठेवणे या सर्व गोष्टी विणकाम उत्तम प्रकारे होण्याला मदत करतात. अत्याधुनिक पद्धतीत विणकामाच्या पूर्वतयारीपासूनच्या सर्व प्रक्रिया संगणकाच्या साहाय्याने नियंत्रित केल्या जातात. विणकामाच्या नंतरच्या क्रियाही (उदा., कापड तपासणे, प्रकाराप्रमाणे व्यवस्थित ठेवणे) संगणकाच्या योगे सुसूत्र केल्या जातात. निरनिराळ्या प्रकारच्या वंगणाचे डाग सुतावर व कापडावर पडणार नाहीत, याचीही वेळीच दक्षता घेणे जरूरीचे असते.
विणींचे प्रकार : विणकामाच्या पूर्वतयारीनंतर कापड कशा प्रकारे विणायचे ते ठरवितात. यासाठी कापडाच्या विणींचे प्रकार, त्या विणी कशा वापरायच्या इ. गोष्टी निश्चित करतात. विणकाम होतान विणीच्या प्रकारानुसार ताणा व बाणा धागे एकमेकांत गुंफले किंवा विणले जातात. ताण्याचे धागे तुलनेने जरा मजबूत असतात व त्यावर कांजीचे पातळसे आवरण असल्याने त्यांचे बल विणण्याच्या कामी उपयुक्त ठरते. बाण्याच्या धाग्यावर यंत्राच्या प्रक्रिया त्यामानाने कमी होत असल्याने बाण्याचे धागे तुलनेने कमी बळकट असतात. मुख्य म्हणजे ताण्याच्या धाग्यामध्ये थोडा लवचिकपणा असणे जरूरीचे असते. त्यामुळे नकसमान पिंजरा किंवा जकार्ड वापरताना ताण्याच्या धाग्यांची तुटफाट कमी होते. साधी, तिरकी (ट्विल) व सॅटीन हे विणींचे तीन मुख्य प्रकार आहेत (आ. १६). याशिवाय मिश्र विणीही आहेत.


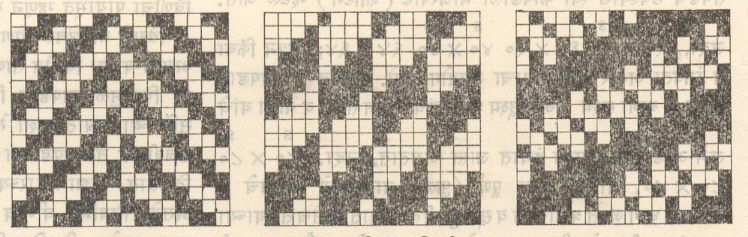

साधी वीण : (आ. १६). हा अगदी सोपा प्रकार आहे. बव्हंशी कापड याच विणीचे असते. हिच्यात ताणा व बाणा एका आड एक गुंफले जातात व एकमेकांना ते आधारभूत असतात म्हणजे ताण्याच्या उभ्या तारी (धागे) व बाण्याच्या आडव्या तारी एकमेकींना काटकोनात असून एकदा एकमेकींच्या वरून व नंतर खालून अशा बांधल्या गेलेल्या असतात. त्यांमुळे ही वीण इतर विर्णीपेक्षा जास्त मजबूत समजली जाते. केंब्रिक, पॉपलीन, मांजरपाट, मलमल, साडी, धोतर इ. वस्त्रांमध्ये हीच वीण वापरली जाते. ताण्याचे धागे वयांमधून व फणीमधून निरनिराळ्या पद्धतींनी ओढून या साध्या विणीतूनही कापडाचे विविध प्रकार बनविता येतात. ताण्याचे धागे दर सेंमी.ला जास्त व बाण्याचे धागे कमी असल्यास उदा., दर इंचाला ताण्याचे धागे ११२ असले व बाण्याचे धागे तेवढ्याच जागेत ६० असले व वीण साधी ठेवली, तर त्या कापडला पॉपलीन संबोधले जाते व ते असे दर्शवितात :
|
s |
|
s |
|
|
|
|
४० |
× |
४० |
११२ |
× |
६० |
|
ताणा |
|
बाणा |
रीड |
|
पिक |
(येथे रीड-एका इंचातील ताण्याच्या धाग्यांची संख्या व पिक-एका इंचातील बाण्याच्या धाग्यांची संख्या, तसेच ताण्याच्या व बाण्याच्या सुतांचा क्रमांक दर्शविला आहे). ताण्याचे धागे जास्त असल्यास फणीच्या एका थरात ४ ताण्याचे धागे ओवले जातात म्हणजे ५६ ची फणी वापरून प्रत्येक फणीच्या घरात (४/५६) ४ तारी ओवल्यास एका इंचात ११२ तारी बसतात. त्यामुळे विणणे सोपे जाते. साधारणपणे एका इंचात ताण्याचे ११२ किंवा जास्त धागे घालायचे असल्यास फणी अर्ध्या क्रमांकाची वापरून तिच्यातून तारी घेण्याचे प्रमाण दुप्पट ठेवतात. त्यामुळे विणताना धाग्यांची तुटफाट फार कमी होते. ताण्याचे व बाण्याचे धागे एकाच क्रमांकाचे व जवळजवळ तेवढेच ठेवल्यास त्या कापडाला मांजरपाट (शीटिंग) म्हटले जाते. उदा.,
|
s |
s |
s |
s |
||||
|
२० |
× |
२० |
६० × ६० |
४० |
× |
४० |
६४ × ६४ |
रंगवून किंवा न रंगवता अस्तर म्हणून याचा उपयोग होतो. मलमलच्या कापडात ताणा व बाणा सूक्ष्म व अतिसूक्ष्म क्रमांकांचे असून ताणा व बाणा यांचे उभे-आडवे धागे एका इंचात जास्त असतात. उदा.,
|
s |
s |
||
|
८० |
× |
८० |
८० × ८० |
वायल किंवा पूर्ण (फुल) वायलमध्ये ताण्याचे व बाण्याचे धागे जास्त क्रमांकाचे व सूत दुहेरी वापरतात. तसेच ताण्याच्या धाग्यांना पीळ नेहमीच्या मानाने जास्त असतो. पूर्ण वायलमध्ये ताण्याबाण्याचे धागे जास्त पिळाचे असून ते किंचित भाजतात म्हणजे वायू ज्वालकाच्या ज्योतीमधून अगर विजेच्या लाल तापलेल्या वेटोळ्यांतून धागे नेतात. त्यामुळे धाग्यांना एक प्रकारची चमक व मऊपणा येतो. अशा ताण्याबाण्याच्या धाग्यांचे प्रमाण असल्यास व वीण साधी असल्यास त्या कपड्यास पूर्ण वायल म्हणतात किंवा यास रूबिया वायल म्हणतात. यामध्ये बाण्याचे धागे एकेरी ठेवल्यास त्या कापडास एकेरी वायल असे संबोधतात. कॅनव्हासच्या कापडात ताणा व बाणा जाड सुतांचे व जास्त पीळ दिलेले असतात. तसेच दोन दोन, तीन तीन धागे एकमेकांत पीळ देऊन केलेले असतात. असे जाड व भक्कम धागे विणण्यास यंत्रमाग घट्ट वा अचल फणीचा किंवा लोकरीचा असावा लागतो. वीण साधीच ठेवतात व कापडात ताण्याबाण्याचे प्रमाण साधारणपणेकॅनव्हासच्या प्रकारानुसार वरीलप्रमाणे असते. यामध्ये अनेक प्रकारअसल्यामुळे ज्या प्रकारचे कापड पाहिजे असेल, त्याप्रमाणे ताणाबाणाच्या क्रमांकात व सुतात फेरफार करतात.
|
s |
s |
||
|
२/११२ |
× |
२/११२ |
११२ × ७ |
|
s |
s |
||
|
२/११२ |
× |
२/११२ |
८८×८४ |
|
s |
s |
||||
|
३/१३ |
× |
६/१६ |
४८ |
× |
४४ |
|
ताणा |
बाणा |
रीड |
पिक |
ताणबाणाच्या पिळांच्या दिशेत फेरफार करून म्हणजे ताण्याला उजव्या बाजूचा पीळ देऊन (Z प्रकार) किंवा बाण्याला डाव्या बाजूचा पीळ देऊन (S प्रकार) शटिंग किंवा सुटिंगच्या कापडात (विशेषतः उभ्या पट्ट्याच्या) विविधता आणता येते. ताण्याच्या सुताचा फणीच्या भरणीत फरक करून व त्याप्रमाणे वयांतून सुताच्या ओवणीत फरक करून निरनिराळ्या प्रकारचे कापड (उदा., दोरवा, रेप, रिब, बास्केट, हॉपसॅक इ.) विणता येते. या सर्वामध्ये साधी वीणच वापरली जाते. साध्या विणीमध्ये ताणाबाण्याचे छेदनबिंदू जास्त असल्याने कापड जास्त मजबूत बनते. काही वेळा ताण्याच्या धाग्याचे एक किंवा अधिक रूळ एकाच वेळी वापरतात. उदा., रंगीत धाग्याचा रूळ, पृष्ठभागावरील तंतू वा फासे यांच्या (पाइलच्या) धाग्याचा रूळ इ. जास्तीच्या खास रुळांचा उपयोग विशेष प्रकारचे कापड बनविण्याकरिता होतो. रंगीत धाग्यांचा रूळ कापडात रंगीत धाग्यांचे नक्षीकाम, साडीचे काठ किंवा रंगीत पट्टे बनविण्यासाठी होतो, तर तंतुमय सफेद जाड्या सुतांचा रूळ टर्किश टॉवेलसारखे कापड तयार करण्यासाठी होतो. यामध्ये मूळ ताण्याचा रूळ व बाणा यांच्या साहाय्याने आधारभूत साधे कापड तयार होते व त्याच वेळी टर्किश टॉवेल तयार करण्याच्या यंत्रणेमुळे कापडात या रुळावरील ताण्यातून रुंदीभर धाग्याचे फासे तयार होतात. असेच फासे ताणा धाग्यांच्या जोड्या वापरणाऱ्या लेनो विणीच्या मागावर बसविलेल्या यंत्रणेतून तयार होतात पण हे फासे कापडावर न राहता कापडातच एक विशिष्ट प्रकारची नक्षी वा आकृतिबंध तयार करतात. साधी वीण ही कापडाची मूलभूत व मजबुतीची वीण म्हणून समजली जात असल्याने विविध नक्षींच्या अगर जाळीच्या कापडातही या विणीचा पायाभूत म्हणून वापर केला जातो.
तिरकी वा ट्विल वीण : (आ.१६). साध्या विणीपेक्षा कमी घट्ट असणाऱ्याया विणीत ताणा व बाणा यांचे छेदनबिंदू कमी असतात. या विणीमुळे कापडात तिरक्या रेषा दिसतात. ड्रिल, गॅबर्डीन इ. सुटिंगच्या वस्त्रांत अशा रेषा स्पष्ट दिसतात. त्या एकतर डावीकडून उजवीकडे, तर कापडाच्या काही प्रकारांत उजवीकडून डावीकडे गेलेल्या दिसतात. अशा प्रकारच्या सर्व कापडांत तिरकी वीणच वापरलेली असते. नियमित वीण व अनियमित वीण हे विणीचे मुख्यतः दोन प्रकार आहेत. नियमित वीणीत १/२, १/३, ३/१, २/१, २/२ हे प्रकार येतात, तर अनियमित विणीत १/६, २/५, ३/४, ३/४, ५/२, ६/१ किंवा ८, १६ तारांवर एक पुनरावृत्त होऊन ताण्याचे व बाण्याचे धागे अनियमितपणे गुंफले जाऊन कापडात अनियमित तिरकी रेषा दिसते. या पद्धतीच्या विणीमुळे धाग्याची रंगसंगती पालटून कापडाचे स्वरूप हवे तसे बदलता येते. लोकप्रिय अशा डेनिम, जीन, सर्ज, साल, ब्लँकेट, सुटिंग इ. प्रकारांत याच विणीचा वापर करतात. साध्या विणीच्या कापडापेक्षा अशा कापडात झोळ (ड्रेप) चांगला राहतो. मध्ययुगीन पौर्वात्य व पाश्चिमात्त्य देशांत टेबलावरचे आच्छादन, गांद्यावरील चादरी, शाल वगैरेंमध्ये तिरक्या विणीचाच सर्रास उपयोग होत असे. कापडावरच्या तिरक्या रेषेमुळे या विणीचे वैशिष्ट्य लगेच समजून येते.
ताणा व बाणा पद्धतीची उलटसुलट फिरणारी तिरकी वीण, तुटलेली तिरकी वीण, उभट तिरकी वीण, अलंकृत तिरकी वीण, जागा बदलणारी तिरकी वीण, चोकटीची तिरकी वीण, तसेच मिश्र जातीची तिरकी वीण इ. अनेक प्रकार तिरक्या विणींत सामावलेले आहेत. जेव्हा एका इंचात किंवा एका सेंमी. मध्ये ताण्याचे धागे बाण्याच्या धाग्यापेक्षा जास्त असतात, तेव्हा त्या कापडास ताणाप्रधान कापड किंवा बाण्याचे धागे जास्त असल्यास त्या कापडास बाणाप्रधान कापड समजतात. अशा वेळी तिरक्या विणीतील रेषांमधील कोनाला महत्त्व येते. २/३ या गॅबर्डीनच्या तिरक्या विणीचा कोन हा बरोबर ४५° पेक्षा जास्त असतो. साध्या विणीपेक्षा तिरक्या विणीमुळे कापडाला थोडी चमक येते, झोळ येतो व उठावही येतो. विशेषतः जेव्हा ताण्याच्या धाग्यातील पिळाच्या दिशेच्या विरुद्ध दिशेला ही विणीतील तिरकी रेषा असते तेव्हा ती जास्त उठावदार दिसते. उदा., ताण्याच्या धाग्यांचा पीळ उजवीकडून डावीकडे म्हणजे Z प्रकरचा असतो व तिरक्या रेषेची दिशा डावीकडून उजवीकडे म्हणजे S प्रकारची असते, तेव्हा तिचा विशेष उठाव कापडावर दिसतो. त्याचप्रमाणे अशा प्रकारच्या कापडाचे फाटण्याचे बल साध्या तिरक्या विणीच्या कापडांपेक्षा खूप जास्त असते, म्हणूनच औद्योगिक उपयोगाकरिता अशा कापडाचे उत्पादन नेहमी केले जाते.
सॅटिन वीण : (आ. १६). या विणीमध्ये तिरक्या विणीसारखी तिरकी रेषा दिसत नाही परंतु ही वीण कमीत कमी ५ ताण्याच्या व बाण्याच्या धाग्यांवर पुनरावृत्त होते. या कापडात ताणाबाण्याचे छेदन बिंदू साध्या तिरक्या विणीपेक्षा कमी असल्याने कापड जास्त मुलायम व चमकदार दिसते. सॅटीनच्या कापडांतही दोन प्रकार आहेत : (१) ताणाप्रधान कापडात ताण्याच्या धाग्यांची चमक कापडावर दिसून येते व (२) बाणाप्रमाणे कापडामध्ये बाण्याचे धागे ताण्याच्या धाग्यापेक्षा जास्त असून त्या धाग्यांचा उठाव कापडात दिसून येतो. अशा कापडांना अनुक्रमे ताणा सॅटीन व अनियमित सॅटीन असे म्हणतात. यातही नियमित सॅटीन व अनियमित सॅटीन असे उपप्रकार आहेत. कापडात प्रामुख्याने रंगीत उभे किंवा आडवे पट्टे दाखविण्यासाठी वा अन्य विशेष धाग्यांना उठाव आणण्यासाठी या विणीचा उपयोग करतात. जकार्ड नक्षीमध्ये भरीव आकृती दिसण्याकरिता सॅटीन विणीचा उपयोग प्रामुख्याने केला जातो. सॅटीनच्या कापडातील धाग्यांचा पीळ सामान्यतः कमी असतो. याशिवाय ताण्याबाण्याचे धागे एकमेकांना दर धाग्यामागे न गुंफता तीन/चार धाग्यांनंतर एकमेकांत गुंफले जातात. त्यामुळे हा कपडा मध्ययुगीन काळापासून चीन, भारत, युरोपमध्ये फार प्रचलित होते. विशेषतः रेशमी धाग्यांचे दमास्क कापड राजदरबारमध्ये अतिशय लोकप्रिय असे. त्यावर सुरेख चित्रे काढत. तेराव्या ते सतराव्या शतकांत चीनमधून अशा तऱ्हेचे कापड इटलीच्या बंदरांतून यूरोपमध्ये आल्याची नोंद आहे.
सॅटीन कापडातील धागे कमी पिळाचे असून ताणाबाण्याच्या धाग्यांचे छेदनबिंदू कमी असल्याने जास्त ताणा अथवा बाण्याचे धागे त्यात सामावू शकतात त्यामुळे कपडा भरीव वाटतो. यामध्येसुद्धा दोन प्रकार आहेत. एक घरगुती वापरासाठी (उदा. टेबलावरील आच्छादने, गाद्यांवरील चादरी इ.) जाड नसणारे दमास्क सॅटीन, तर दुसरे टॅपेस्ट्री (पडदे), फर्निशिंग (फर्निचर आच्छादन), भिंतीवर पसरायचे जाड दमास्क सॅटीन.
|
s |
s |
|||
|
पहिल्या प्रकारात साधारणपणे |
३० |
ताणा |
३६ |
चा बाणा, |
ताण्याचे एका इंचात ११२ धागे व बाण्याचे एका इंचात १०० धागे, तर दुसऱ्या प्रकारात ताण्याचा धागा
|
s |
|
s |
|
|
२/४० |
ते |
२/८० |
पर्यंत असतो व एका इंचात १२० ते १६० ताण्याचे धागे असतात व बाण्याचे |
|
s |
|
s |
|
|
|
धागे मात्र जाड |
८ |
ते |
१६ |
क्रमांकाचे असून ते एका इंचात ४४ ते ६० पर्यंत असतात. |
पुष्कळ वेळा हे कापड जकार्ड लावलेल्या मागावरच व्यवस्थित विणले जाते व रेशमी धाग्यांचा उपयोग केला जातो. साध्या सुती धाग्याचा वापर केल्यास या कापडास उठाव आणण्यासाठी रेशमी दिसेल असे अंतिम संस्करण करावे लागते. रंगीत धाग्यांचा वापर करून या विणीच्या साहाय्याने कापडात विशेष चमक व ठोस भरीवपणा आणता येतो. साध्या विणीच्या कापडापेक्षा हे कापड कमी टिकते व सतत हाताळल्यास लवकर मिळते. त्यामुळे चमकदार, भारी, कमी हाताळण्याजोग्या कापडासाठी या विणीचा अनेक शतकांपासून उपयोग होत आहे.
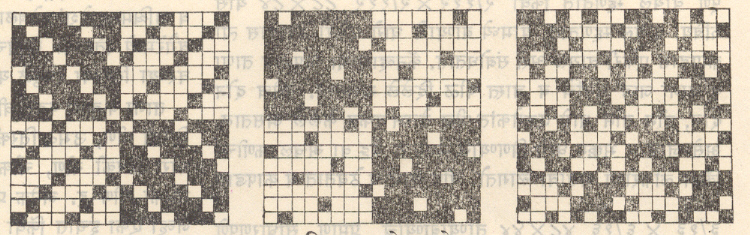
 मिश्र विणी, विणकाम व कापडाचे विशिष्ट प्रकार : बहुविध साधी वीण : परिवर्तनीय दुहेरी कापड तयार करण्यासाठी साध्या विणीचाच उपयोग होतो. दोन सारखी कापडे एकाच वेळी दोन थरांमध्ये वेगवेगळी विणली जातात. ही दोन्ही कापडे एकमेकांना जोडण्यासाठी एका निराळ्या बाण्याच्या धाग्याचा उपयोग करतात किंवा या दोन्ही कापडांच्या किनारी एका बाजूला अगर दोन्ही बाजूंना काही धाग्यांच्या योगाने विणल्या जातात अगर दोन्ही कापडांच्या विशिष्ट आकृतिबंधाप्रमाणे ही दोन्ही कापडे मधे जोडली जातात. अशा प्रकारचे दुहेरी कापड अनेकविध उपयोगांसाठी वापरले जाते. उदा., पोषाख, फर्निचर व टेबलाची आच्छादने वगैरे. अनेक कापडांचे प्रकार ताण्याच्या व बाण्याच्या धाग्यांमध्ये कमीजास्त जाडीचे, क्रमांकाचे, रंगांचे नक्षीप्रमाणे फेरबदल करून तयार होऊ शकतात. वरील कापडावर एक रंग तर खालच्या कापडावर दुसरा रंग असे आलटून पालटून फेरबदल करून व साध्या विणीने दोन्ही कापडांना मधूनमधून विणून घेऊन उत्तम प्रकारे दुहेरी कापड तयार करता येते. याशिवाय दोन किंवा अधिक ताण्याच्या धाग्यांचे साधे किंवा रंगीत धाग्यांचे रूळ वापरून व तशाच प्रकारचे बाण्याचे धागे वापरून बहुरंगी अपरिवर्तनीय दुहेरी कापड तयार करता येते. गडद रंगाच्या धाग्यांचा एक थर व दुसरा फिकट रंगाच्या धाग्यांचा थर एकमेकांत विशिष्ट ठिकाणी साध्या विणीच्या योगाने विणून सुंदर नक्षीचे दुहेरी कापड तयार करतात. अशा प्रकारचे कापड पूर्वीच्या पर्शियन किंवा बायझंटिन नक्षीच्या कापडासारखे किंवा सध्याच्या दोरीच्या (कॉर्डच्या) योगे विणलेल्या दोरव्यासारख्या नकली टॅपेस्ट्रीच्या कापडासारखे किंवा ब्रोकेडसारखे दिसते. या दुहेरी कापडावर निरनिराळ्या साध्या व रंगीत धाग्यांनी नक्षीकाम करून उपयोगात न आलेले धागे कापडाच्या आतील बाजूला बांधले जातात. त्यामुळे कापडाच्या दोन्ही बाजूंना निरनिराळे नक्षीकाम करता येऊन कापड गालिच्यासारखे नजरेत भरते. वरचे व खालचे कापड वेगवेगळ्या विणींचा उपयोग करून तयार करता येते. काही वेळा सहा रंगांचे निरनिराळ्या नक्षीमध्ये हे कापड बनवितात. उदा., दोन प्रकारचे रंगीत ताणे, तीन प्रकारच्या रंगीत बाण्यांशी साध्या विणीने सहा प्रकारचे रंगीत ताणाबाण्याचे आकृतिबंध तयार येतात. अशा प्रकार या प्रकारे या दुहेरी कापडामध्ये परिवर्तनीय व अपरिवर्तनीय असे दोन्ही प्रकार बनविता येऊन प्रत्येक प्रकारात आकर्षकपणे विणकाम करता येते.
मिश्र विणी, विणकाम व कापडाचे विशिष्ट प्रकार : बहुविध साधी वीण : परिवर्तनीय दुहेरी कापड तयार करण्यासाठी साध्या विणीचाच उपयोग होतो. दोन सारखी कापडे एकाच वेळी दोन थरांमध्ये वेगवेगळी विणली जातात. ही दोन्ही कापडे एकमेकांना जोडण्यासाठी एका निराळ्या बाण्याच्या धाग्याचा उपयोग करतात किंवा या दोन्ही कापडांच्या किनारी एका बाजूला अगर दोन्ही बाजूंना काही धाग्यांच्या योगाने विणल्या जातात अगर दोन्ही कापडांच्या विशिष्ट आकृतिबंधाप्रमाणे ही दोन्ही कापडे मधे जोडली जातात. अशा प्रकारचे दुहेरी कापड अनेकविध उपयोगांसाठी वापरले जाते. उदा., पोषाख, फर्निचर व टेबलाची आच्छादने वगैरे. अनेक कापडांचे प्रकार ताण्याच्या व बाण्याच्या धाग्यांमध्ये कमीजास्त जाडीचे, क्रमांकाचे, रंगांचे नक्षीप्रमाणे फेरबदल करून तयार होऊ शकतात. वरील कापडावर एक रंग तर खालच्या कापडावर दुसरा रंग असे आलटून पालटून फेरबदल करून व साध्या विणीने दोन्ही कापडांना मधूनमधून विणून घेऊन उत्तम प्रकारे दुहेरी कापड तयार करता येते. याशिवाय दोन किंवा अधिक ताण्याच्या धाग्यांचे साधे किंवा रंगीत धाग्यांचे रूळ वापरून व तशाच प्रकारचे बाण्याचे धागे वापरून बहुरंगी अपरिवर्तनीय दुहेरी कापड तयार करता येते. गडद रंगाच्या धाग्यांचा एक थर व दुसरा फिकट रंगाच्या धाग्यांचा थर एकमेकांत विशिष्ट ठिकाणी साध्या विणीच्या योगाने विणून सुंदर नक्षीचे दुहेरी कापड तयार करतात. अशा प्रकारचे कापड पूर्वीच्या पर्शियन किंवा बायझंटिन नक्षीच्या कापडासारखे किंवा सध्याच्या दोरीच्या (कॉर्डच्या) योगे विणलेल्या दोरव्यासारख्या नकली टॅपेस्ट्रीच्या कापडासारखे किंवा ब्रोकेडसारखे दिसते. या दुहेरी कापडावर निरनिराळ्या साध्या व रंगीत धाग्यांनी नक्षीकाम करून उपयोगात न आलेले धागे कापडाच्या आतील बाजूला बांधले जातात. त्यामुळे कापडाच्या दोन्ही बाजूंना निरनिराळे नक्षीकाम करता येऊन कापड गालिच्यासारखे नजरेत भरते. वरचे व खालचे कापड वेगवेगळ्या विणींचा उपयोग करून तयार करता येते. काही वेळा सहा रंगांचे निरनिराळ्या नक्षीमध्ये हे कापड बनवितात. उदा., दोन प्रकारचे रंगीत ताणे, तीन प्रकारच्या रंगीत बाण्यांशी साध्या विणीने सहा प्रकारचे रंगीत ताणाबाण्याचे आकृतिबंध तयार येतात. अशा प्रकार या प्रकारे या दुहेरी कापडामध्ये परिवर्तनीय व अपरिवर्तनीय असे दोन्ही प्रकार बनविता येऊन प्रत्येक प्रकारात आकर्षकपणे विणकाम करता येते.
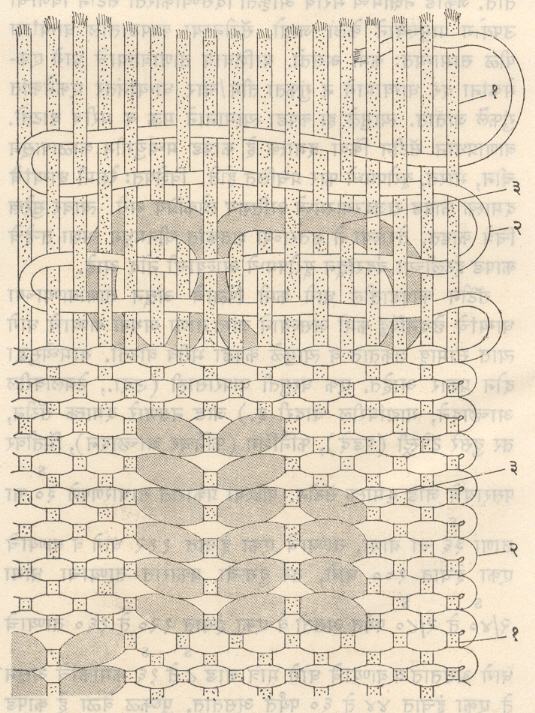
तंतुमय पृष्ठभागाचे (पाईलचे) कापड : या प्रकारच्या कापडात दोन ताणे व एक बाणा असतो. एका ताणाबाण्याच्या योगाने साध्या विणीचे कापड तयार होते. दुसरा पृष्ठतंतूच्या ताण्याचा रूळ मागावर चढवलेला असतो. हे पृष्ठतंतूचे धागे दुहेरी सुताचे असून कमी पिळाचे असतात. धागे दमाच्या क्रियेच्या साहाय्याने उचलल्यावर त्यांमधे एक लोखंडी सळई टाकतात. पुन्हा दुसऱ्या खेपेला साध्या ताण्याचे धागे उचलले जाऊन त्यांमधून नेहमीच्या पद्धतीने बाणाफेक झाल्यावर, फणीच्या योगे, पृष्ठतंतूचा वर उचललेला ताणा व हा घातलेला बाणा, आधीच्या विणलेल्या कापडाला जोडला जातो. या पृष्ठतंतूच्या उचललेल्या ताण्याचा उभा फासा ( Ω) तयार होतो. दर दोन बाणा धाग्यानंतर हा फासा कापडात तयार होऊन असे कापड या फाशांनी भरलेले दिसते. अशा कापडाला तंतुमय पृष्ठभागाचे ताण्याचे कापड असे म्हणतात. या पृष्ठतंतूच्या ताण्याचा धागा नरम किंवा कमी पिळाचा असल्याने पाणी शोषून घेण्याची क्षमता चांगली असते, म्हणूनच अशा कापडाला टर्किश टॉवेलचे कापड संबोधण्यात येते. टॉवेलच्या आकारमानाप्रमाणे त्याचे मग कापून तुकडे करतात. हे कापड काढून त्याच्यावरील पुढील प्रक्रिया झाल्यानंतरच हे कापड आकारमानाप्रमाणे व उपयोगाप्रमाणे विविध प्रकारचे टॉवेल वा सलग कापड म्हणून अथवा रंगवून व छापून विकतात.
याच पद्धतीने तयार झालेल्या कापडाचे हे अनेक फासे पृष्ठतंतूच्या सळईवर फासे कापण्याची सुरी बसवल्यास तयार झालेले फासे लगेच कापले जाऊन कापडावर कापलेल्या फाशांच्या धाग्यांचा एक मुलायम थर( तंतुमय पृष्ठभाग) तयार होतो. अशा कापडास मखमलीचे कापड म्हणतात. तंतूच्या रुळावरील धागे रेशमी असल्यास हे धागे कापल्यावर त्यांचा हाताला अतिशय मऊ मुलायम स्पर्श जाणवतो. अशा प्रकारचे कापड बनविण्याची आणखी एक पद्धत म्हणजे दुहेरी कापड बनविण्याची सिद्धता करून पृष्ठतंतूचा धागा दोन्ही कापडांत मिळून घालवायचा. अशा पृष्ठतंतूच्या धाग्याचे फासे दोन्ही कापडाच्या मधोमध तयार झाल्यावर सुरीच्या साहाय्याने हे फासे कापून वेगळे करावयाचे, त्यामुळे दोन्ही कापडांवर मऊ मखमली धाग्यांचा कापलेला थर तयार होतो. मखमली कापड तयार करण्यास ही पद्धत अनेक वेळा वापरली जाते.
बेडफोर्ड कॉर्ड कॉर्डुरॉयचे कापड : कापडाच्या रुंदीमध्ये १/८ ते १/४ इंच रुंद व फुगीर असलेल्या दोरव्याप्रमाणे रेषा (कॉर्ड) कापडाच्या अखंड लांबीमध्ये तयार होतात. हे कापड जाड विजारीसाठी किंवा घोड्यांवर बसण्यासाठी वापरायच्या तुमानीसाठी विशेष वापरण्यात येते. याशिवाय छपाई करून गाद्या, पडदे वगैरेंसाठी वापरतात. या विणीत भरणाच्या किंवा भराईच्या (वॅडिंगच्या) खास धाग्यापासून दोरवे तयार होतात. त्यांना फुगीरपणा आणण्याचे कार्य भरण धाग्यामुळे होते. उदा.,
|
s |
s |
s |
|||
|
३२ |
ताण्याचा धागा, |
४४ |
बाण्याचा धागा, |
१६ |
भरण धागा. |
एका इंचात ताण्याचे १३४ धागे व ९८ बाण्याचे धागे अशी साधारणपणे कापडातील ताणाबाण्याची रचना असते. कापडात एका बाजूला दोरवे असतात, तर दुसरी बाजू तिरक्या किंवा साध्या विणीची असते.याच कापडापासून व्हेल्व्हेटिनाचे कापड तयार करायचे असल्यास हे भरणाचे धागे दोरव्याच्या दिशेनेच न जाता सर्व कापडात समान पसरतात व नंतर ते कापले जातात, त्यामुळे सर्व कापडात एका बाजूला कापलेल्या धाग्यांमुळे मऊपणाआणला जातो. याच पद्धतीने स्कॅडिनेव्हियन ब्लँकेट किंवा रग बनवितात. यामध्ये मूळ वीण झाकली जाऊन बाण्याच्या मुलायम धाग्याचा थर कापडाच्या दोन्ही बाजूंना दिसतो. तीच गोष्ट हाताने गाठविलेल्या वा गाठी मारलेल्या पौर्वात्य रगाच्या बाबतीत होते. पृष्ठतंतूच्या धाग्यांनी पूर्णपणे व्यापलेल्या या रगामधे एका इंचात १६० गाठविलेल्या तारा समजूनही येत नाहीत.
खास ताणा व बाणा घालून केलेले उठावदार नक्षीचे विणकाम : यामध्ये कापडावर नेहमीच्या विणकामाच्या वेळीच खास धागे वापरून कापडाला उत्तम उठाव आणला जातो. यामध्ये साड्या पोषाखाचे कापड, भारी चादरीचे अगर पडद्यांचे कापड तयार होऊ शकते. जेव्हा विशेष प्रकारच्या रंगाचे, कलाबतूचे, धातूचे निरनिराळे धागे कापडात घालून बाण्याच्या धाग्याच्या साहाय्याने खास कापड तयार करतात, त्या वेळी पूर्वीच्या हातमागावर विणणे सोयीचे पडते.अजूनही बनारसी शालू, पैठण्या, कांजीवरम किंवा इतर भारी साड्या किंवा खास गालीचे हातमागावरच विणणे सोयीचे जाते. बारीक नक्षीकाम हातांनी चांगले होते परंतु जेव्हा विविध रंगाच्या ताण्याच्या धाग्यांनी नक्षीकाम करावे लागते तेव्हा तशा प्रकारच्या आकृतिबंधाचे खास रूळ बनवून साच्याच्या मागे बसवतात व असे ताण्याचे धागे जकार्ड बसविलेल्या भागावर नक्षीप्रमाणे वयांतून ओवून घेऊन सुंदर नक्षीदार कापड विणता येते. अशा प्रकारच्या विणकामाला खास ताणाबाण्याच्या धाग्यांचे विणकाम म्हणून संबोधले जाते. भारत, पूर्व व मध्य आशिया , चीन या प्रदेशात अशा प्रकारचे कापड अजूनही पिढ्यान्पिढ्या विणले जाते.
 जरीबुट्टी किंवा किनखाबाचे कापड : स्विव्हेल व लॅपेट (भरतकामासारखी नक्षी विणून बनविण्याच्या) विणकाम यंत्रणेच्या साहाय्याने जरीबुट्टीचे किंवा किनखाबाचे कापड हातेने विणण्याऐवजी साध्या यंत्रमागावर एका यंत्रणेच्या साहाय्याने एका विशिष्ट मर्यादेपर्यंत विणता येते. स्विव्हेल यंत्रणेमध्ये खास बाण्याच्या योगाने कापडावर आकृतिबंधाप्रमाणे नक्षीकाम केले जाते (आ. १८). या बाण्याच्या रंगीत धाग्यांनी यांत्रिक पद्धतीचे नियंत्रण असलेल्या खास धोट्यामधून कापडात नक्षी तयार होते. त्या वेळी त्यांचे मूळ बाण्याच्या धाग्यांमधून ताण्याच्या धाग्यांशी विणकाम होते. अशा रीतीने कारागिराला दरवेळी हातांनी नक्षीकाम करावे लागत नाही. या मर्यादेत यंत्रणेद्वारे बाण्याच्या धाग्यापासून कापडावर छान आकृतिबंध विणता येतो. लॅपेट विणकाम ही दुसरी यांत्रिक पद्धत होय. (आ. १९). यामध्ये मागावर खास ताण्याच्या
जरीबुट्टी किंवा किनखाबाचे कापड : स्विव्हेल व लॅपेट (भरतकामासारखी नक्षी विणून बनविण्याच्या) विणकाम यंत्रणेच्या साहाय्याने जरीबुट्टीचे किंवा किनखाबाचे कापड हातेने विणण्याऐवजी साध्या यंत्रमागावर एका यंत्रणेच्या साहाय्याने एका विशिष्ट मर्यादेपर्यंत विणता येते. स्विव्हेल यंत्रणेमध्ये खास बाण्याच्या योगाने कापडावर आकृतिबंधाप्रमाणे नक्षीकाम केले जाते (आ. १८). या बाण्याच्या रंगीत धाग्यांनी यांत्रिक पद्धतीचे नियंत्रण असलेल्या खास धोट्यामधून कापडात नक्षी तयार होते. त्या वेळी त्यांचे मूळ बाण्याच्या धाग्यांमधून ताण्याच्या धाग्यांशी विणकाम होते. अशा रीतीने कारागिराला दरवेळी हातांनी नक्षीकाम करावे लागत नाही. या मर्यादेत यंत्रणेद्वारे बाण्याच्या धाग्यापासून कापडावर छान आकृतिबंध विणता येतो. लॅपेट विणकाम ही दुसरी यांत्रिक पद्धत होय. (आ. १९). यामध्ये मागावर खास ताण्याच्या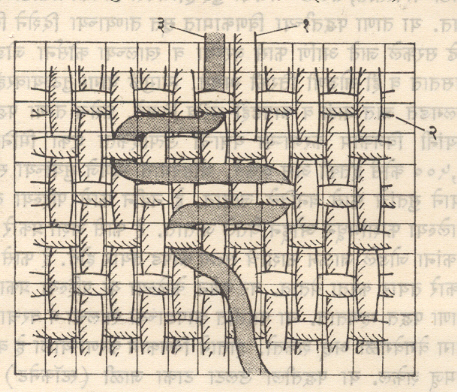 धाग्यांचा रूळ बसवतात. हे विशिष्ट प्रकारचे ताण्याचे धागे आकृतीबंधाप्रमाणे बाण्याशी विणकाम करून कापडाच्या सर्व लांबीत विणले जातात. अनेक वेळेला लॅपेट व स्विव्हेल यंत्रणा मागावर बसवून कापडावर सुंदर नक्षीकाम, जरीचे काम, कलबतूचे काम उत्तम प्रकारे केले जाते.
धाग्यांचा रूळ बसवतात. हे विशिष्ट प्रकारचे ताण्याचे धागे आकृतीबंधाप्रमाणे बाण्याशी विणकाम करून कापडाच्या सर्व लांबीत विणले जातात. अनेक वेळेला लॅपेट व स्विव्हेल यंत्रणा मागावर बसवून कापडावर सुंदर नक्षीकाम, जरीचे काम, कलबतूचे काम उत्तम प्रकारे केले जाते.
लेनो व जाळीचे (गॉझ) कापड : यामध्ये ताण्याचे धागे दोन प्रकारचे असतात व ते ताण्याच्या दोन रुळांवरून घेतले जातात. एका ताण्याच्या धाग्यांना फिरणारे (वा ओलांडणारे) धागे म्हणतात. तर दुसऱ्या ताण्याच्या धाग्यांना स्थिर किंवा साधे धागे म्हणतात. जेव्हा विणकाम होते तेव्हा फिरणारे धागे साध्या धाग्याच्या एका बाजूकडून दुसरीकडे जातात व तिथे बाण्याच्या धाग्यांनी ते बांधले जातात. ही धाग्यांची फिरण्याची क्रिया अर्ध्या वयीच्या (डूपच्या) साहाय्याने होते. फिरणारे धागे या वयीमधून ओवलेले असतात पण फणींच्या दातांतून मात्र एक फिरणारा व एक स्थिर असे धागे घेतले जातात. ताण्याचे हे धागे चांगल्या दर्जाचे म्हणजे समान जाडीचे व विशेषतः ज्वालकाच्या ज्योतीमधून नेऊन भाजलेले असणे चांगले. त्यामुळे कापड नक्षीदार पण मोकळे दिसते. गॉझ व लेनो या कापडांमध्ये फारसा फरक नाही. उलट्या विणीचेच हे दोन प्रकार आहेत पण कापड जेव्हा जाळीप्रमाणे हलके, किंवा उघडे दिसते तेव्हा त्या कापडाला गॉझ संबोधतात, तर कापडात एकापेक्षा अधिक (बाणे फिरणारे) धागे स्थिर धाग्यांना ओलांडून तयार होणाऱ्या पोकळीत वापरले जातात किंवा जाड उभ्या पट्ट्याची नक्षी विणकाम करताना योजिली जाते तेव्हा त्या कापडास लेनो म्हणतात. काही वेळा अर्ध्या वयीचे साहाय्य न घेता केवळ विणीच्या साहाय्याने लेनोचा भासकापडावर निर्माण करता येतो. अशा वेळी त्या कापडास मॉकलेनो म्हणतात. पुष्कळ वेळा अशा प्रकारचेच कापड रंगवून किंवा छापून विकतात.
साधे टॉवेलचे कापड : तंतुमय पृष्ठभागाच्या टॉवेलपेक्षा हे अगदी साधे असले, तरी त्यांचा पृष्ठभाग खरखरीत असावा लागतो. या टॉवेलमधील ताणाबाण्याचे धागे जाडसर किंवा दुहेरी दुमडलेले व कमी पिळाचे असतात. टॉवेलची वीणही अशा प्रकारची असते की, कापडात पोकळपणा किंवा छोटे खळगे तयार होतात. त्यामुळे कापडात आर्द्रता, ओलसरपणा किंवा द्रव पदार्थ सहज सामावू शकतो. या विणिचे मुख्यतः पाच प्रकार आहेत : (१) साधी हनीकोंब (मधाच्या पोळ्यासारखी), (२) ब्राइटन (चकचकीत) हनिकोंब, (३) हकबॅक, (४) ग्रेशियन वीण व (५) स्पॉंज वीण. ब्राइटन हनिकोंबमध्ये ताणाबाण्याचे धागे एका पुनरावृत्तीमध्ये छोटा व मोठा असे दोन खोलगट भाग कापडात तयार करतात, तर साध्या हनिकोंबमध्ये ताणाबाण्याचे धागे कापडात उभ्या व आडव्या खरबरीत व थोड्या फुगीर रेषा वा उंचावटे तयार करतात. दोन्ही प्रकारच्या हनिकोंब विणींना नकसकाम पिंजऱ्याची आवश्यकता असते, तर हकबॅक विणींना ४ ते ६ वयाच्या चौकटी पुरू शकतात. टॉवेल तयार करण्याची ही सर्वांत सोपी वीण असून बरेचसे साधे टॉवेल या विणीचेच असतात. ग्रेशियन व स्पाँज विणीत शेजारच्या धाग्यांशी गुंफले न जाता सुटे वा सैलपणे वर राहणारे ताणाबाण्याचे उभे, आडवे भाग व साधे विणकाम यांचे मिश्रण असते. टॉवेलच्या कापडात निरनिराळे साधे किंवा रंगीत धागे वापरून तसेच विणीमध्ये थोडा बदल करून विविधता आणली जाते. असे कापड उठावदार व आकर्षक दिसते. साध्या यंत्रमागावर किंवा हातमागावरही असे टॉवेल सहजपणे विणता येतात.
साध्या किंवा कल्पक आढव्या उठावदार रेषांचे (रेपचे) कापड : दारेखिडक्यांच्या पडद्यांचे कापड, अपहोलस्ट्रीचे (फर्निचर आच्छादनांचे) कापडे, गाद्यागिर्द्यांच्या आच्छादनांचे कापड इत्यादींसाठी हे कापड वापरतात. या कापडात दोन प्रकारचे ताण्याचे धागे व एक किंवा दोन प्रकारच्या बाण्याचे धागे वापरले जातात. ताण्याच्या धाग्यांच्या दोन रुळांमध्ये एका रुळावरचे धागे भारी क्रमांकाचे परंतु दुहेरी बळकट असतात व विणताना हे धागे ताठ व ताणलेले ठेवतात. तर बाण्याचे धागे तऱ्हेतऱ्हेचे (फॅन्सी) जाडसर व मुलायम असतात व तुलनेने कमी ताणलेले असल्याने ताण्याच्या धाग्यांवरून जाताना ते वाकतात व कापडात त्यामुळे बाण्याची जाड आडवी उठावदार रेषा तयार होते. या प्रकारच्या कापडाचा तपशील
|
s |
|
s |
|
|
|
|
२/६० |
× |
३/१० |
१२० ते १४० |
× |
एका इंचात जरूरीपुरते ताण्याचे |
|
ताणा |
|
बाणा |
रीड |
|
|
धागे असा असून रीड साध्या रेपच्या कापडात ताण्याचे दोन प्रकारचे धागे फणीमधून एक-एक असे घेतले जातात व बाण्याच्या धाग्यांशी विणताना ताण्याच्या दोन रुळांतील धाग्यांच्या तणावातील फरकामुळे कापडात बाण्याच्या धाग्यांच्या आडव्या उठावदार रेषा दिसतात. अशा प्रकारे ताणाबाण्याच्या धाग्यांत विविध प्रकारचे साधे किंवा रंगीत धागे वापरून कापडाला उठाव व आकर्षकता आणला जातो.
जगात अक्षरशः असंख्य विणींच्या प्रकारांनी विविध पद्धतींचा उपयोग करून कापड विणले जाते. कापडाचा उपयोग कशासाठी करायचा आहे हे ठरवून त्याप्रमाणे ताणाबाण्याचे धागे व त्यांचे प्रमाण ठरवले जाते. तसेच धाग्याच्या प्रकारची निवड (उदा., सुती, रेशीम, पॉलिएस्टर, ॲक्रिलिक इ.) व त्यांचे मिश्रणाचे प्रमाण हेही प्रत्यक्ष प्रयोग करून व वापरून ठरविण्यात येते. एवढेच नव्हे, तर कापडाला कोणती वीण उपयुक्त व सोयींची आहे, कोणत्या प्रकारच्या मागावर ते कापड तयार करावे हेही ध्यानात घेणे जरूरीचे असते. विणकाम ही कलाच आहे. आकर्षक पण निर्दोष व कमी किंमतीत कापडाचे उत्पादन करणे ही चांगल्या विणकाची खरी कसोटी आहे. त्याचबरोबर कापड मागावर बनविणे इष्ट की सुयांच्या साहाय्याने विणकाम करून तयार करणे इष्ट, हे सुरुवातीलाच ठरविण्याची जरूरी असते.
सुयांच्या साहाय्याने कापड विणणे : (निटिंग). इ. स. पू. १००० वर्षापासून भटक्या अरब जमातीत एक किंवा दोन सुया वापरून कापड विणले जात असे. नंतरच्या काळात ही कला यूरोपियन देशांत विशेषतः फ्रान्स व इटलीमध्ये जास्त प्रसृत झाली. पुढे मध्ययुगीन काळात स्पेन, ऑस्ट्रिया, जर्मनी या देशात दोऱ्यांच्या साहाय्याने गाठी मारलेली रंगीबंरंगी वस्त्रप्रावरणे हातांनी विणून तयार करणे प्रचलित होऊ लागले. याच वेळी नेदर्लंड्समधील डच विणकरांनी उलट्या टाक्याच्या विणीचा वापर करून नैसर्गिक चित्रे कापडावर काढण्यास सुरुवात केली. अशा रीतीने हातांच्या साहाय्याने सुयांनी विणून कापड बनविण्याची कला भारत, चीन व यूरोपातील अनेक देशांत प्रचलित होती. इ. स. १५८९ मध्ये विल्यम ली यांनी सुयांच्या साहाय्याने कापड विणण्याचे छोटे घरगुती यंत्र बनविले. या यंत्राला सुयांपासून कापड विणण्याचे यंत्र असे म्हणण्यात येऊ लागले. आधुनिक पद्धतीच्या यांत्रिक सुयांनी विणण्याची सुरुवात या यंत्रापासून झाली. या यंत्रामध्ये सुयांच्या साहाय्याने धाग्यांचे अनेक फासे एका रेषेत तयार होतात. व ते एकमेकांत गुंतलेले असे नवीन फासे तयार होऊन एक प्रकारचे जाळीचे कापड तयार होते. सुयांनी विणलेल्या कापडातील एका इंचातील रुंदीच्या दिशेतील आडव्या फाशांना कोर्स व लांबीच्या दिशेतील उभ्या फाशांना वेल असे म्हणतात. पूर्वी सुयांनी विणलेले कापड सूचित करताना एका इंचात किंवा एका सेंमी. मध्ये किती कोर्स व वेल आहेत हे दर्शवीत असत व एका चौ. इंच किंवा चौ. सेंमी. कापडाचे वजन सांगितले जाई परंतु ही पद्धत एका मर्यादेपर्यंतच उपयुक्त आहे. नव्या पद्धतीत एका फाशामधील धाग्यांची लांबी. (टाकालांबी) ही महत्त्वाची गणली जाते. त्याबरोबरच फाशाचा बाह्य आकार व स्वरूप हेही महत्त्वाचे मानले जाते. म्हणूनच फाशांनी व्यापलेली जागा, वजन, सुयांच्या विणकामाची पद्धत याही गोष्टी विचारात घेतल्या जातात. या पद्धतीने भरपूर कापड निर्मिती होऊ शकते पण कापडाच्या स्थितिस्थापकतेच्या मर्यादेमुळे त्याच्या वापरावर काही मर्यादा पडतात. सुयांचा उपयोग करून यांत्रिक पद्धतीने कापड विणण्याच्या (१) ताणा पद्धत, (२) बाणा पद्धत, (३) गोल पद्धत व (४) मिश्रपद्धत या मुख्य पद्धती आहेत. [⟶ सुईचे विणकाम].
ताणा पद्धतीने विणकाम : सुयांनी विणण्याच्या यंत्रामध्ये सुई ही फार महत्त्वाची मानली जाते, कारण यंत्राची उभारणीच सुयांच्या कार्याभागावर झालेली आहे. सुया मुख्यतः दोन प्रकारच्या असतात. पहिली आकडा (बिअर्डेड) स्प्रिंग सुई व दुसरी नेहमीची आकडा-खिटी (लॅच) सुई. १५८९ मध्ये विल्यम ली यांनी पहिलीचा शोध लावला, तर दुसरी १८४७ मध्ये प्रथम प्रचारात आली. आकडा स्प्रिंग सुई पातळ तारेची बनवितात. ही तार एका बाजूला वाकवून यंत्राच्या मुठीला जोडलेली असते, तर तारेची किंवा सुईची दुसरी बाजू ओढलेली असून टोकाला लवचिक आकड्याच्या आकारात वाकवलेली असते. या टोकाच्या पाठीमागच्या बाजूला छोटेसे भोक असते. या सुईला लागूनच दोन महत्त्वाचे भाग असतात. पहिल्या दाबून खाली जाणाऱ्या भागाच्या (सिंकरच्या) साहाय्याने फासा बनविला जातो व हा फासा संपीडक (दाब देणाऱ्या ) भागाच्या (प्रेसरच्या) योगे सुईच्या लवचिक आकड्यावरून घसरला जाऊन नवा फासा बनविण्याचा मार्ग मोकळा होतो. अशा रीतीने या सुईच्या योगे फासे तयार होऊन एकमेकांशी जोडले जातात. दुसऱ्या आकडा-खिटी सुईमध्ये एक बाकदार आकडा असतो व त्याखालीच कडीच्या आकाराची एक खिटी रिव्हेटवरून लोंबत असते. या सुईला संपीडक भागाची जरूरी नसल्याने फासा तयार झाल्यावर खिटीच्या साहाय्याने तो सरकला जाऊन पुन्हा दुसऱ्या फाशाचा मार्ग मोकळा होतो. अशा प्रकारच्या सुया कापडाच्या प्रकाराप्रमाणे बदलाव्या लागतात. सुयांची जाडी, रुंदी व लांबी निरनिराळी असतात. उदा., ४ गेजची सुई स्वेटरसाठी वापरतात, तर ८० गेजची सुई होजियरी विणकामासाठी वापरतात. या ताणा पद्धतीच्या विणकामात सुत ताण्याच्या दिशेने विणून पुढे सरकले जाते आणि फासे वरच्या व खालच्या कोर्सना जोडलेले असतात व ही जोडणी तिरकी असते. त्यामुळे धागा तुटल्यावरही तो उलगडत जात नाही व कापडही भरीव दिसते. तसेच ताणा पद्धतीत सुयांनी विणकाम करणाऱ्या यंत्राची उत्पादकता एका मिनिटाला १,५०० कोर्स इतकी असू शकते. थोडक्यात म्हणजे सुयांच्या साहाय्याने सुतांचे फासे बनविले जातात. हे नवीन फासे पहिल्या तयार झालेल्या फाशांमधून ओढून घेतले जातात. हे फासे अशा प्रकारे एकमेकांना जोडले जाऊन फाशांचे सलग कापड तयार होते. हे फासे दोन प्रकारे तयार करता येतात. वर वर्णन केलेल्या या पहिल्या प्रकाराला ताणा पद्धत म्हणतात. या पद्धतीत कापडाच्या खालचा व वरचा दृश्य भाग वेगवेगळा असू शकतो. हाताने विणकाम करणाऱ्याला हे बरोबर समजू शकेल. या पद्धतीला उलटा टाका जाळी (स्टॉकनेट) वीण असेही म्हणतात. मूळच्या वरच्या बाजूला सपाट उभ्या रेषा दिसतात, तर पाठीमागच्या बाजूला आडव्या (उठाव देणाऱ्या) रेषा ठळकपणे दिसतात. सपाट टाक्याची वा विणीची पद्धत सोपी असल्यामुळे सर्रास वापरली जाते. तसेच या पद्धतीमध्ये रंगीत आकृतिबंधही वापरता येतात. कपडाच्या मागावरील विणकामाप्रमाणे या सुयांच्या ताणा विणकाम पद्धतीत सुताचा रूळ तयार करावा लागतो (अनेक धागे ठराविक ताण देऊन रुळावर गुंडाळलेले असतात). विणकामाच्या सुयांकडून या धाग्याचे फासे तयार होऊन एकमेकांत गुंफले जातात व अशा प्रकारे तयार झालेले कापड विणकामाच्या मागावरील यंत्रणेप्रमाणे पुढे खेचले जाते. या पद्धतीच्या सुयांच्या विणकामाच्या प्रकारात यंत्राच्या सामग्रीनुसार तीन पोट प्रकार आढळतात : (१) ट्रायकॉट (आशू), (२) रॅशेल व (३) मिलानीझ. यांपैकी पहिल्या प्रकारात रेशीम किंवा इतर रंगीत धागेही चांगले व जलद विणले जातात. साधारणपणे सूक्ष्म मध्यम प्रकारचे कापड ट्रायकॉट यंत्राच्या साहाय्याने उत्तम प्रकारे विणता येते. तसेच सुताच्या क्रमांकाप्रमाणे विणीत भरीवपणा व मुलायमपणाही आणता येतो. दर्शनी भागावर नाजूक उभे फासे व मागील बाजूवर फुलीसारखी रेषांकित नक्षी हे ट्रायकॉट पद्धतीच्या कापडाचे वैशिष्ट्य असून ते पट्टेदार दिसते. शर्टिंग, साडी, पोषाख इ. प्रकारचे कापड-विशेषतः मानवनिर्मित धाग्यांचे कापड-ट्रायकॉटवर कमी खर्चात तयार होऊ शकते.
रॅशेलच्या प्रकारात आकडा-खिटी सुई वापरतात, तर ट्रायकॉट व मिलानीझमध्ये आकडा स्प्रिंग सुई वापरली जाते. रॅशेल विणकामात कोणत्याही प्रकारच्या सुताच्या क्रमांकापासून कापड विणता येते. तसेच निरनिराळया धाग्यांचे उदा., सुती, रेशमी, मानवनिर्मित (नायलॉन, पॉलिएस्टर, ॲक्रिलिक इ.) कापडही उत्तम विणता येते. सुयांच्या विणकामात सर्वांत जास्त प्रकारचे कापड रॅशेल यंत्रावर विणता येते. उदा., पडद्याचे, फर्निचरच्या आच्छादनाचे, खेळाडूंच्या कपड्यांचे, अंतर्वस्त्रे, माशाची जाळी, गालिचाचे कापड इ. अनेक कापडांचे प्रकार रॅशेल यंत्रावर विणता येतात. तसेच स्त्री-पुरुषांचे आतले व बाहेरचे कपडे, साधे, रंगीत व नक्षीचे असे कोणतेही कपडे या यंत्रावर सहजपणे विणता येतात. मार्गदर्शक दंडांची संख्या वाढवून आकृतीबंधामध्ये विविधता आणली जाते. स्पन (कातलेले) व फिलॅमेंटचे (तंतूचे) सूत सुलभतेने विणता येते. तसेच १.५ मी. पर्यंत रुंदीचे कापड सहज विणता येते.
मिलानीझ पद्धतीत ट्रायकॉटमध्ये दिसून येणारी आडवी अंधुकशी रेषा बिलकूल दिसत नाही. या प्रकारात धागा तिरक्या दिशेने जातो आणि अधूनमधून तो आत जाऊन वर आलेला असतो. या कापडाच्या दर्शनी भागावर लांबट उंचवटे व मागील बाजूवर चौकटीच्या आकाराची नक्षी, हे याचे वैशिष्ट्य असते. यावर छपाईही करता येते. तसेच या पद्धतीने अनेक प्रकारचे कापड विणता येते. विशेषतः स्त्रियांची उंची अंतर्वस्त्रे व होजियरी या पद्धतीने विणली जातात. शंभर टक्के आकसण्याविरोधी प्रक्रिया केलेले (टेक्शराईज्ड) तंतूचे सूत वापरल्यास या यंत्रावर ९७ टक्क्यांपर्यंत कार्यक्षमता मिळू शकते. १०० टक्के कापसाचे सूत वापरल्यास सुताचा दर्जा उत्तम प्रकारचा असावा लागतो. तसेच विणवताना तापमान व आर्द्रता ठराविक प्रमाणातच असावी लागते.
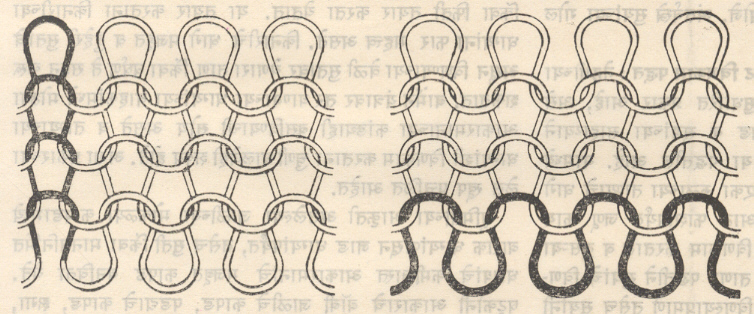 बाणा पद्धतीने विणकाम : या पद्धतीत एकमेकांशी सलग जोडलेले आडवे फासे तयार केले जातात व नंतर आधी तयार झालेल्या फाशांचे हे नवे फासे गुंफले जातात (आ. २०). त्यामुळे या बाणी पद्धतीत आडवे फासे (कोर्स) उठावदार होतात व उभे जोडणारे फासे (वेल) त्यामानाने सपाट असतात. या पद्धतीत नळकांड्याच्या आकाराचे गोलाकार कापड विणता येते तसेच साधे सपाट कापडही विणता येते. या कापडाला नंतर पाहिजे त्या प्रकारचा आकार गरजेनुसार देता येतो. स्वेटर, बनियन, अंतर्वस्त्रे इ. प्रकारचे कपडे बाणा पद्धतीने बनवितात. या पद्धतीत मुख्यत्वेकरून चार मूलभूत विणींचा (टाक्यांचा) उपयोग केला जातो : (१) सपाट (जर्सी) वीण, (२) कटक (रिब) वीण, (३) पर्ल वीण व (४) अंतर्बधन (इंटरलॉक) वीण. यांपैकी पहिली वीण सर्व विणकामांत पायभूत आहे. विणीच्या प्रकारांत बदल केला, तर कापडाच्या बाह्य स्वरूपात व उपयुरक्ततेत फरक पडतो. साध्या किंवा सपाट विणीत प्रत्येक फासा दुसऱ्या फाशामधून कापडाच्या एकाच बाजूला घेतला जातो, तर कटक विणीत प्रत्येक फासा (एकाच कोर्समधील) कापडाच्या दोन्ही बाजूंना घेतला जातो. थोडक्यात म्हणजे सुयांचे एकमेकींसमोर असलेले दोन जोड एकाच धाग्याचा एका बाजूला एक फासा व दुसऱ्या बाजूला दुसरा फासा तयार करतात. दोन×दोन (२×२) च्या कटक विणीमध्ये दोन सुया एकाआड एक असे फासे तयार करतात. अंतर्बंधनीच्या विणीत (कटक विणीच्या उपप्रकारात) दोन धागे एकमेकांसमोर असलेल्या सुयांच्या साहाय्याने विणले जाऊन एकमेकांत अडकवलेले फासे तयार करतात तर पर्ल विणीत फासे कापडाच्या उलट्या बाजूला ओढले जातात. त्यामुळे कापड एका बाजूला साध्या विणीप्रमाणे तर दुसऱ्या बाजूला फाशांनी भरलेले दिसते. या बाणा पद्धतीच्या सुयांच्या विणकाम यंत्रावर जकार्ड यंत्रणाही जोडण्याची सोय असते. त्यामुळे प्रत्येक सुई विणण्याच्या वेळी एकेका आडव्या फाशावर नियंत्रण ठेवू शकते व विविध रंगांचे आकृतिबंध सहज विणणे शक्य होते. अशा प्रकारे विणीच्या प्रकारांमध्ये थोडा फेरबदल करून अनेक प्रकारचे टाके (विणी) कपड्यात घालता येतात. उदा., चुणी घालण्याचे टाके (वीण) घालताना दोन निरनिराळे धागे एकाच सुईवर घेतले जातात व विणताना एक वर उचलला जातो, तर दुसरा कापडाच्या खालच्या बाजूकडे विणला जातो. त्यामुळे कापडाच्या दोन्ही बाजूंना धाग्यांच्या प्रकाराप्रमाणे वेगवेगळे आकृतिबंध दिसू शकतात. दुमड टाका घालताना काही सुयावरून फासे आडव्या दिशेत न जाता सुयांवरच जमा होतात व नंतर ते आडव्या विणीत एकदम शिरतात. अशा वेळी कापड दुमडल्यासारखे दिसते. सुट्या भागाच्या (फ्लोट) विणीमध्ये काही धागे सुयांकडून विणले न जात दुसऱ्या काही फाशांवरून तरंगून जातात, त्यामुळे विणकामाच्या वेळी एखादा चांगला आकृतिबंध तयार होतो. अशा रीतीने विविध प्रकारचे टाके वापरून कापडात विविधता आणली जाते. पुष्कळ वेळा या फाशांमध्ये जास्तीचे लांब धागे विणण्याच्या वेळी घालून ते धागे विणून झाल्यावर योग्य त्या प्रमाणात कापड तयार करता येते. बाणा पद्धतीचे सुयांचे विणकाम जरी अतिशय सोपे, सोयीचे व विविध प्रकारचे कापड तयार करण्यास उपयुक्त असले, तरी त्यामध्ये काही मूलभूत दोष आहेत. धागा तुटल्यास व तो खेचल्यास सहजपणे उकलला जातो. बाणा पद्धतीच्या सुयांच्या विणकामात तयार वस्त्रप्रावरणे यंत्रावरच बनविण्याची सोय करता येते, त्यांचप्रमाणे साधी व नक्षीची वस्त्रे सहजी तयार होऊ शकतात. संगणकाच्या साहाय्याने सुयांच्या विणकाम यंत्रावर वाटेल त्या आकारमानांची, नक्षीची प्रावरणे थोडक्या वेळात तयार करता येतात.
बाणा पद्धतीने विणकाम : या पद्धतीत एकमेकांशी सलग जोडलेले आडवे फासे तयार केले जातात व नंतर आधी तयार झालेल्या फाशांचे हे नवे फासे गुंफले जातात (आ. २०). त्यामुळे या बाणी पद्धतीत आडवे फासे (कोर्स) उठावदार होतात व उभे जोडणारे फासे (वेल) त्यामानाने सपाट असतात. या पद्धतीत नळकांड्याच्या आकाराचे गोलाकार कापड विणता येते तसेच साधे सपाट कापडही विणता येते. या कापडाला नंतर पाहिजे त्या प्रकारचा आकार गरजेनुसार देता येतो. स्वेटर, बनियन, अंतर्वस्त्रे इ. प्रकारचे कपडे बाणा पद्धतीने बनवितात. या पद्धतीत मुख्यत्वेकरून चार मूलभूत विणींचा (टाक्यांचा) उपयोग केला जातो : (१) सपाट (जर्सी) वीण, (२) कटक (रिब) वीण, (३) पर्ल वीण व (४) अंतर्बधन (इंटरलॉक) वीण. यांपैकी पहिली वीण सर्व विणकामांत पायभूत आहे. विणीच्या प्रकारांत बदल केला, तर कापडाच्या बाह्य स्वरूपात व उपयुरक्ततेत फरक पडतो. साध्या किंवा सपाट विणीत प्रत्येक फासा दुसऱ्या फाशामधून कापडाच्या एकाच बाजूला घेतला जातो, तर कटक विणीत प्रत्येक फासा (एकाच कोर्समधील) कापडाच्या दोन्ही बाजूंना घेतला जातो. थोडक्यात म्हणजे सुयांचे एकमेकींसमोर असलेले दोन जोड एकाच धाग्याचा एका बाजूला एक फासा व दुसऱ्या बाजूला दुसरा फासा तयार करतात. दोन×दोन (२×२) च्या कटक विणीमध्ये दोन सुया एकाआड एक असे फासे तयार करतात. अंतर्बंधनीच्या विणीत (कटक विणीच्या उपप्रकारात) दोन धागे एकमेकांसमोर असलेल्या सुयांच्या साहाय्याने विणले जाऊन एकमेकांत अडकवलेले फासे तयार करतात तर पर्ल विणीत फासे कापडाच्या उलट्या बाजूला ओढले जातात. त्यामुळे कापड एका बाजूला साध्या विणीप्रमाणे तर दुसऱ्या बाजूला फाशांनी भरलेले दिसते. या बाणा पद्धतीच्या सुयांच्या विणकाम यंत्रावर जकार्ड यंत्रणाही जोडण्याची सोय असते. त्यामुळे प्रत्येक सुई विणण्याच्या वेळी एकेका आडव्या फाशावर नियंत्रण ठेवू शकते व विविध रंगांचे आकृतिबंध सहज विणणे शक्य होते. अशा प्रकारे विणीच्या प्रकारांमध्ये थोडा फेरबदल करून अनेक प्रकारचे टाके (विणी) कपड्यात घालता येतात. उदा., चुणी घालण्याचे टाके (वीण) घालताना दोन निरनिराळे धागे एकाच सुईवर घेतले जातात व विणताना एक वर उचलला जातो, तर दुसरा कापडाच्या खालच्या बाजूकडे विणला जातो. त्यामुळे कापडाच्या दोन्ही बाजूंना धाग्यांच्या प्रकाराप्रमाणे वेगवेगळे आकृतिबंध दिसू शकतात. दुमड टाका घालताना काही सुयावरून फासे आडव्या दिशेत न जाता सुयांवरच जमा होतात व नंतर ते आडव्या विणीत एकदम शिरतात. अशा वेळी कापड दुमडल्यासारखे दिसते. सुट्या भागाच्या (फ्लोट) विणीमध्ये काही धागे सुयांकडून विणले न जात दुसऱ्या काही फाशांवरून तरंगून जातात, त्यामुळे विणकामाच्या वेळी एखादा चांगला आकृतिबंध तयार होतो. अशा रीतीने विविध प्रकारचे टाके वापरून कापडात विविधता आणली जाते. पुष्कळ वेळा या फाशांमध्ये जास्तीचे लांब धागे विणण्याच्या वेळी घालून ते धागे विणून झाल्यावर योग्य त्या प्रमाणात कापड तयार करता येते. बाणा पद्धतीचे सुयांचे विणकाम जरी अतिशय सोपे, सोयीचे व विविध प्रकारचे कापड तयार करण्यास उपयुक्त असले, तरी त्यामध्ये काही मूलभूत दोष आहेत. धागा तुटल्यास व तो खेचल्यास सहजपणे उकलला जातो. बाणा पद्धतीच्या सुयांच्या विणकामात तयार वस्त्रप्रावरणे यंत्रावरच बनविण्याची सोय करता येते, त्यांचप्रमाणे साधी व नक्षीची वस्त्रे सहजी तयार होऊ शकतात. संगणकाच्या साहाय्याने सुयांच्या विणकाम यंत्रावर वाटेल त्या आकारमानांची, नक्षीची प्रावरणे थोडक्या वेळात तयार करता येतात.
गोल पद्धतीने विणकाम : जोड नसलेले सलग गोल व नळीसारखे होजियरी कपडे या विणकाम यंत्राच्या साहाय्याने उत्तम प्रकारे तयार करता येतात. कोमेटसारख्या आधुनिक गोल सुयांच्या विणकाम यंत्रात तर दोन्ही बाजूंना आकडे असणाऱ्यासुया एकमेकींसमोर परंतु एकाच पातळीत बसवलेल्या असतात. त्यामुळे पाय, पावलाचा भाग, टाच व अंगठा ठरलेल्या मापाने विणता येतात. आंगठ्याच्या खालच्या बाजूला शिवण देऊन पाहिजे त्या प्रमाणात बंद करण्याची सोय असते. स्त्री-पुरुषांचे किंवा मुलांची अंतर्वस्त्रे याच पद्धतीने बहुतेक वेळा विणतात. पूर्ण विकसित किंवा अद्ययावत पद्धतीची वस्त्रप्रारणे गोल व मिश्र पद्धतींनी बनविली जातात. पायमोजे, हातमोजे, स्टॉकिंग, टॉप्स, पँटीज किंवा पेटीकोट इ. कपडे या यंत्राच्या साहाय्याने जोडरहित बनविता येतात. टेक्शराईज्ड सुताचा जास्त वापर वाढल्यामुळे संस्कारित नायलॉन, स्पँडेक्ससारख्या धाग्यांपासून आतील किंवा बाहेरील कपडे उत्तम प्रकारे विणता येतात. शिवाय मुक्त आकारमानाचे ठेवल्यामुळे हे कपडे अतिशय लोकप्रिय झाले आहेत. असे तयार झालेले होजियरी कपडे धुऊन वाळवल्यावर अचूक मापाच्या पातळ धातूच्या किंवा लाकडी साच्यावर बसवून तापलेल्या पृष्ठभागाच्या साहाय्याने दबले जातात. अशा प्रकारे ते एकदा नेमक्या आकारमानाचे झाल्यावर त्यांचा तयार मोजमापात नंतर फरक पडत नाही. विशेषतःनायलॉनचे धागे असलेल्या वस्त्रप्रावरणांना मापाच्या साच्यावर बसवून ऑटोक्लेव्हमधून किंवा उच्च तापमानाच्या आकार स्थिर करणाऱ्यायंत्रणेमधून बाहेर काढतात. त्यामुळे पुढील रंगविण्याच्या किंवा इतर प्रक्रियांमध्ये ही वस्त्रप्रावरणे आपला मूळ आकार कायम राखतात. लोकर किंवा तत्सम धाग्यांपासून वस्त्रप्रावरणे बनविण्यास सुयांच्या गोल विणकामाची पद्धतच विशेष वापरतात. काही अत्याधुनिक जकार्ड बसविलेल्या सुयांच्या गोल विणकाम यंत्रावर इलेक्ट्रॉनीय पद्धतीने दाबून खाली जाणाऱ्या भागांवर नियंत्रण ठेवता येते. त्यामुळे कसलेही गुंतागुंतीचे आकृतिबंध वा नक्षी आधी ठरविल्याप्रमाणे सहजी विणता येते. शिवाय कमीजास्त लाबींचे तंतुमय पृष्ठभागाचे कापड विणता येते. १८१६ मध्ये सुयांच्या गोल विणकाम यंत्रावर विणकाम करण्यास सुरुवात झाली. प्रथम सुती होजियरी व नंतर लोकरीच्या होजियरीचे विणकाम होऊ लागले. आता मानवनिर्मित व लोकरी धाग्यांचाच वापर या यंत्रामध्ये विशेषतःहोतो. विरंजन (रंग घालविण्याची क्रिया) व मर्सरायझेशन (शुभ्रता व चकाकी आणण्याची क्रिया) केलेले सुती धागे गंजिफ्रॉक, मोजे, अंतर्वस्त्रे सुयांच्या गोल विणकाम यंत्रावरच विणले जातात.
विशेष विणकाम पद्धती : कोव्हिनेट विणकाम पद्धत : नेहमीच्याच ताणा विणकाम पद्धतीचा हा एक सुधारित प्रकार आहे, असे म्हणता येईल. मागावर विणलेले कापड व सुयांच्या साहाय्याने विणलेले कापड या दोन्हींचे मिश्रण या पद्धतीत आहे. यामध्ये ताण्याच्या दोन रुळांची जरूरी असते. एका रुळाच्या ताण्याचे धागे यंत्राच्या साहाय्याने तयार झालेल्या आठ फाशांपर्यंत जणू काय बाण्याचेच धागे आहेत असे समजून विणकाम करतात व दुसऱ्या रुळावरील ताण्याचे धागे नेहमीप्रमाणे ताणा पद्धतीने सुयांचे विणकाम करतात. त्यामुळे कापड मागावर विणल्याप्रमाणे तसेच सुयांनी विणकाम झाल्याप्रमाणे दिसते. दोन्ही पद्धतींतील गुणदोष या कापडात दिसतात. विणकामातील एक नवीन प्रकार म्हणून या पद्धतीकडे पाहिले जाते. ही पद्धती विशेष प्रचलित नाही.
विशेष उठाव देणाऱ्या धाग्यांचा ताणा पद्धतीत वापर : ताणा पद्धतीने विणलेल्या कापडास विशेष उठाव आणण्यासाठी रंगीबेरंगी, कमीजास्त जाडीचे व पोतीचे विविध धागे विणकामाच्या वेळीच कापडात नक्षीप्रमाणे घुसविण्यात येतात. कापडात वेलबुट्टीचे किंवा नागमोडी आकृतीची नक्षी काढणे यासाठी या धाग्यांचा उपयोग करतात. रॅशेल विणकाम पद्धतीत पहिल्या मार्गदर्शक दडांच्या साहाय्याने क्रोशेची (फाशांची सलग) साखळी किंवा खांब या विशेष उठाव देणाऱ्या धाग्यांकडून बनविले जातात. थोडक्यात म्हणजे मागावरील विणकामात ज्याप्रमाणे जादा ताणा किंवा बाणा धागे वापरले जातात, त्याप्रमाणे सुयांच्या विणकाम पद्धतीतही अशा धाग्यांचा वापर करून कापडाला उठाव आणता येतो.
अरुंद वात किंवा फीत विणणे : साधारणपणे तीन किंवा जास्त धागे एकमेंकात गुंफून गोफ तयार करतात किंवा असे थोडे धागे कापडाच्या रुंदीच्या प्रमाणात घेऊन विणण्याच्या छोट्या यंत्रावर त्यांच्यापासून वातीचे अरुंद कापड बनवितात. कापड जाडसर विणल्यास त्यापासून पट्टेही बनविले जातात, तसेच टोपीवर, पिशवीवर किंवा कापडी वस्तूवर वा खेळण्यावर अशा वाती नळ्यांप्रमाणे शिवल्या जातात. या वाती नळीसारख्या गोल बनविल्यास त्यांचा दिव्यांच्या वातीकरिता उपयोग होतो. या पद्धतीच्या विणकामात ताण्याचे धागे छोट्या रुळावर गुंडाळलेले असतात व विणताना हे धागे वरून खालच्या बाजूला जातील, अशी योजना केलेली असते. बाण्याचे धागे लहान कांडीवर किंवा स्पूलवर गुंडाळलेले असतात व अशा कांड्या किंवा स्पूल अरुंद वाहकांमध्ये बसवून त्यांना घड्याळाच्या लंबकासारखी गती दिली जाते. त्यामुळे हे वाहक ताण्याच्या धाग्यांमधून फिरतात. या ताण्याच्या धाग्यांनाही पुढे-मागे गती दिसल्यामुळे बाण्याचे धागे ताण्याच्या धाग्यांमध्ये तिरके विणले जाऊन कापडाची फीत किंवा वात तयार होते किंवा बाण्याचे धागे ताण्याच्या धाग्यांमध्ये गोलाकार घातले गेल्यास नळीसारखी वात तयार होते. अशा फीत किंवा वाती विणण्याची छोटी यंत्रे एकाच चौकटीवर बसवून एका वेळेला निरनिराळया रुंदीच्या वाती तयार करता येतात.
लेस, जाळी, फीत इ. प्रकारचे विणकाम : अनेक प्रकारची लेस किंवा जाळीचे कापड बनविण्याची यंत्रे उपलब्ध आहेत.साधारणपणे एकोणिसाव्या शतकाच्या सुरूवातीला नॉटिंगॅम लेस यंत्र इंग्लंडमधे बनविले गेले. यामध्ये प्रथम जाड्याभरड्या सुतापासून लेस बनवीत असत. त्यानंतर हीथकॉट यंत्रावर फिती तयार होऊ लागल्या. यामध्ये ताण्याच्या रंगीत किंवा आकृतिबंधयुक्त धाग्यांचे लहान रूळ वापरून त्यांमधून बाण्याचेही सफेद किंवा रंगीत धागे छोट्या वाहकांच्या साहाय्याने एकदम लहान आकारमानाच्या विणकाम यंत्रावर विणून लेस किंवा फिती तयार करता येतात. या तयार करताना किनारीच्या धाग्यांना फार महत्त्व असते. किनारीचे धागे मजबूत व दुहेरी सुताचे असून विणण्याच्या वेळी सुतावर येणारा ताण किंवा घर्षण ते सहन करू शकतात. बार्मेन यंत्रावर तर बाण्याच्या धाग्यांच्या वाहकांमध्ये मोठ्या आकारमानाच्या कांड्याही बसविण्याची सोय असते व ताण्याच्या धाग्यांशी विणकाम करताना चुणी घालणेही शक्य होते. अशा प्रकारच्या लेस खूप प्रचलित आहेत.
भूमितीच्या आकृती असलेल्या जाळीच्या मोकळ्या कापडामध्ये बारीक धाग्यांपासून जाड धाग्यांपर्यंत, तसेच सुती किंवा मानवनिर्मित धाग्यांचे कमीजास्त आकारमानांचे मजबूत कापड बनविता येते. षट्कोनी आकारचे बॉबी जाळीचे कापड, पडद्याचे कापड, झगा, बुरख्याचे कापड किंवा बारीक जाळीचे इतर कापड सुयांच्या साहाय्याने यंत्रावर विणले जाते तर मासे पकडण्यासाठी लागणारे जाळीचे कापड मानवनिर्मित जाड धाग्यांपासून (विशेषतः नायलॉन) बनवितात. पूर्वी ते हातानीच बनवीत असत. जाळीदार कापड जाड, भक्कम दोऱ्यांचे हातांनीच गाठ मारून बनवीत असत. आता असे कापड यंत्राच्या साहाय्याने तयार केले जाते. असे षट्कोनी जाळीचे कापड विविध प्रकारे उपयोगी पडते.
गालिचांचे विणकाम : ही कला शतकानुशतके पूर्व आशिया, चीन, भारत इ. प्रदेशांमध्ये प्रचलित आहे. रंगीत व वैचित्र्यपूर्ण नक्षीचा हवा तसा वापर करता येण्यासारखी ही कला असून तीमध्ये प्रत्येक विणकराच्या सृजनशक्तीला भरपूर वाव मिळू शकतो. पूर्वी प्रत्येक गालिचा स्वंतत्रपणे केला जात असे. अजूनही अनेक ठिकणी असे गालिचे मागावर न विणता हातांनीच साध्या लाकडी चौकटीवर विणले जातात. पाश्चात्त्य देशात गालिचे विणण्याकरिता खास स्वतंत्र माग बनविण्यात आले असून ताण्याबाण्याच्या रंगीत धाग्यांचे फासे किंवा पृष्ठतंतू बनवून त्यांची वरची टोके कापून व पृष्ठभाग ब्रशप्रमाणे तंतुमय करून छान गालिचा तयार करता येतो. जाड दुहेरी ताण्याचे धागे चौकटीवर बांधून (गालिचाच्या लांबीचे) त्यामध्ये बाण्याचे धागे नक्षी व रंगाप्रमाणे हातांनी घातले जातात व नंतर कापले जातात. ॲक्समिनिस्टर (गुंतागुंतीच्या मागावर व पृष्ठतंतू कापून बनविलेले), किडरमिनिस्टर (उलटसुलट बाजूंनी वापरता येणारे व जर्काड यंत्रणेच्या मदतीने विणलेले), स्कॉच (तंतुमय पृष्ठभाग व दोन्ही बाजूंना भिन्न रंगातील नक्षीकाम असलेले) इ.प्रकारचे गालिचे पाश्चात्त्य देशांत फार प्रचलित आहेत. मध्य आशियामध्ये भारी किमतीचे गालिचे हातांनीच बनवितात. भारतात उत्तर प्रदेशात, हिमाचल प्रदेशात, जम्मू काश्मीरमध्ये तसेच हिमालयाच्या पायथ्याच्या इतर राज्यांतील लोकरीचे, नक्षीचे गालिचे प्रसिद्ध आहेत. भारी गालिचे तयार झाल्यावर त्यांच्या खालच्या म्हणजे जमिनीला टेकणाऱ्या बाजूला रबराचे द्रावण लावून किंवा पातळ गोणपाट किंवा बारदान लावून बंद करतात. त्यामुळे गालिचे जास्त दिवस टिकतात व खालील बाजूने लवकर ओले होत नाहीत. सबंध खोलीभर पसरणारे एकरंगी गालिचे आता अनेक देशांत लोकप्रिय होत आहेत. नेहमीच्या आकारमानाचे एकरंगी गालिचे विणून ते खोलीच्या किंवा दिवाणखान्याच्या आकार व आकारमानाप्रमाणे जागेवरच त्याच रंगाच्या धाग्यांनी एकमेकांच्या लागून असलेल्या कडा शिवून जोडतात. त्यामुळे खोलीला किंवा दिवाणखान्याला एक प्रकारचा भारदस्तपणा येतो. [⟶गालिचे].
विणकाम न करता (बिनावीण) कापड बनविणे : वरील शिवाय तंतूंपासून कापड कोणत्याही प्रकारचे विणकाम नकरिता बनविण्याच्या काही पद्धती प्रचलित आहेत. तत्कालीन उपयोग व औद्योगिक वापर यांसाठी याचा चांगला उपयोग होऊ शकतो. विसाव्या शतकाच्या सुरुवातीपासून अशा प्रकारे कापड बनविण्याकडे शास्त्रज्ञांचे लक्ष वेधले गेले. त्यामध्ये लोकर, फर किंवा केसांपासून कापड तयार करण्याचे प्रयत्न चालू होऊन त्यांत त्यांना बरेच यश मिळाले. उष्णता, आर्द्रता व दाब यांच्या साहाय्याने केस एकमेकांत अडकून त्यांचा एक थर तयार होतो. अशा थराला ⇨फेल्ट म्हणतात. केसांशिवाय अन्य तंतूंपासून स्वतंत्रपणे अशा पद्धतीचे फेल्ट तयार होऊ शकत नाही म्हणून अशा तंतूंचे लोकरीबरोबर मिश्रण करून फेल्ट बनविता येते. अशा या फेल्ट पद्धतीने बनविलेल्या कापडाचे गुंडाळीत किंवा चादरीत रूपांतर करता येते. अनेक औद्योगिक कारखान्यांमध्ये हे फेल्ट कापड वापरले जाते उदा., कापडाची छपाई करताना रुळावर वापरण्याचे, बिलियर्डच्या टेबलावरचे, कागद बनविताना पाणी काढून टाकण्याकरिता वापरण्यात येणारे, अशा विविध कारणांसाठी फेल्ट कापडाचा वापर केला जातो.
रासायनिक बंधनाची पद्धत : न विणता कापड बनविण्याची आणखी एक पद्धत म्हणजे डिंक किंवा गोंदाच्या योगाने तंतूंचा पातळसा थर एकसंध करून वाळवून कापडाप्रमाणे त्याची गुंडाळी करणे अगर सपाट चादर बनविणे. तंतूंचा पातळ थर बनविणे हेच खरे महत्त्वाचे काम आहे. याकरिता गार्नेट (फाडून पिंजणाऱ्या) यंत्राचा किंवा धागा बनविण्याच्या प्रक्रियेत वापरल्या जाणाऱ्या कार्डिंग (पिंजणाऱ्या) यंत्राचा उपयोग केला जातो. आधुनिक पद्धतीत रॅडोवेबर या यंत्राच्या योगाने हवेच्या झोताचा उपयोग करून तंतूंचा हव्या त्या जाडीचा थर बनविता येतो. गार्नेट यंत्र किंवा नेहमीचे कार्डिंग यंत्र तंतूंचा पातळ थर बनविते व असे थर एकमेकांवर घालून पाहिजे त्या जाडीचा व रुंदीचा सपाट थर बनविला जातो. हे तंतू अनेक प्रकारच्या तंतूंचे मिश्रण असू शकते. यांमध्ये कापूस, रेयॉन, मानवनिर्मिती धाग्यांचे तंतू इ. कोणत्याही धाग्यांचे मिश्रण चालू शकते. अशा प्रकारे तंतूंच्या ठराविक जाडीचा व रुंदीचा थर जाळीवरून नेला जातो व पुढे नैसर्गिक किंवा कृत्रिम रबराच्या द्रावणातून अगर ॲक्रिलिकपासून तयार केलेल्या द्रावणातून किंवा साध्या डिंकाच्या मिश्रणातून नेला जाऊन दोन रुळांमध्ये दाबून मग गुंडाळला जातो. या तंतूंच्या मिश्रणात ऊष्मामृदू (उष्णतेने नरम होणारे) तंतू वापरल्यास थर सुकल्यावर असे तयार झालेले कापड मजबूत बनू शकते. या सर्व प्रक्रियेला रासायनिक बंधन असे म्हटले जाते. काही वेळा अशा तंतूंच्या थरावर रबराच्या द्रावणाचा आणि गोंदाचा फवारा वर व खाली मारून व नंतर सुकवून असे कापड तयार करता येते.
टाके घालून बंधनाची पद्धत : रासायनिक बंधन पद्धतीशिवाय अशा तंतूंच्या थरावर यांत्रिक पद्धतीने टाके घालून तंतू एकमेकांना पक्के जोडले जातात. काही वेळेला ह्या तंतूंच्या थराला मजबूत सुती अगर मानवनिर्मिती धाग्यांच्या साहाय्याने मधोमध व उभ्या लांबीच्या दिशेने आधार दिला जातो. या तंतूंच्या थराला फलकावर बसविलेल्या काटेरी सुयांच्या योगे थरातील तंतू एकमेकांत गुंततील अशा पद्धतीने भोके पाडली जातात. अशा तऱ्हेने या तंतूंच्या थराला एक प्रकारचा भरीवपणा येऊन तंतूंचा थर सलग कापडाप्रमाणे पुरेसा मजबूत बनतो. सुयांच्या साहाय्याने भोके पाडणाऱ्या अशा आधुनिक सूचियंत्राची चाल एका मिनिटाला ९०० भोके याप्रमाणे असते. ज्याप्रमाणे तंतूंची लांबी व जाडी असेल त्यामानाने सुयांची लांबी व जाडी ठेवावी लागते. तसेच ज्या प्रकारचे कापड पाहिजे असेल त्याप्रमाणे सुया निवडाव्या लागतात. या तंतूंच्या थराला ताणा पद्धतीच्या सुयांच्या विणकामाप्रमाणे रीतसर टाके घालण्याचे काम अर्चिन यंत्राच्या साहाय्याने केले जाते. हा तंतूंचा थर या यंत्रावर सारला जाऊन या यंत्रावर बसविलेल्या सरळ रांगांच्या सुयांकडून या थरावर समांतर टाके घातले जातात. प्रत्येक सुई साधारणपणे ८ मिमी. अंतरावर बसविलेली असते. असे टाके घातल्यामुळे थरामधील तंतू एकमेकांत आणखी सांधले जातात. थरामध्ये घातलेले हे टाके दिसत नाहीत, उलट त्यामुळे कापडाला चांगली मजबुती येते. अशा प्रकारे कापड तयार झाल्यावर पॉलिएस्टर रेझिनाची त्यावर प्रक्रिया करून कापड जास्त टिकाऊ व उठावरदार करता येते. तसेच ऊष्मादृढ पूर्वसंघनित द्रव्य वापरून कापडात छोट्या गुठळ्या होणे, खरखरीत होणे, तंतू बाहेर येणे इ. दोष टाळता येतात. या अर्चिन यंत्रावर रंगीत बाण्याचे धागे मधूनमधून वापरून अशा बिनावीण कापडात विविधता आणता येते. तसेच या यंत्रावर टाके कमीजास्त करून फासेयुक्त किंवा तंतुयुक्त कापडही बनविता येते. कापड न विणता टाके घालून थरामधील तंतू एकमेकांत अडकून स्थिर केले जातात. अशा या कापडाचा अनेक प्रकारे होऊ शकतो उदा., ब्लँकेटस, टॉवेल्स, चादरी, गालिचे वगैरे.
काही आधुनिक यंत्रे व पद्धती : तंतूंच्या थरांना टाके घालण्याचे काम सध्या अनेक प्रकारच्या आधुनिक यंत्रांच्याद्वारे केले जाते. मॅलिमो यंत्रांच्या क्रियेत बाण्याच्या धाग्यांवर ताण्याचे धागे पसरवले जाऊन एका तिसऱ्या धाग्याच्या योगे हे धागे टाके घालून एकमेकांत गुंतवले जातात. दुसऱ्या मॅलिवॅट यंत्राच्याद्वारे हा तंतूंचा थर नेहमीच्या शिवण्याच्या धाग्यांनी टाके घालून रीतसर बांधला जातो. समांतर शिवणीचे असे हे कापड तयार झालेले दिसते. मॅलिपॉल नावाच्या यंत्राने साध्या कापडावर फासे तंतूंचे टाके घालून सर्व कापडात एका बाजूला पृष्ठतंतू तयार होतात व थोड्या खर्चात तंतुमय पृष्ठभागाचे कापड बनविणे कापड बनविणे शक्य होऊ शकते. टेरिटफ्ट नावाचे यंत्र तर कापडाच्या दोन्ही बाजूंना तंतुमय धागे टाकू शकते. अशा रीतीने तंतुमय पृष्ठभागाचे टेरिकापड सहजपणे विणता येऊ शकते.
कापड बनविण्याची आणखी एक वैशिष्ट्यपूर्ण पद्धत निघाली आहे. यामध्ये तंतूंच्या ऐवजी धाग्यांचा उपयोग थर बनविण्यासाठी केला जातो. हे धागे म्हणजे पॉलिमरच्या मुख्य धाग्यांवर कमी तापमानाला वितळणाऱ्यादुसऱ्या एका धाग्याचे बाहेरील आवरण असून धागे मग त्या तापमानाला गरम करतात. मुख्य धागा मग या बाहेरच्या धाग्यावर त्या त्या टेकणाऱ्याबिंदूंवर जोडला जातो. अशा रीतीने हा धाग्यांचा थर एकमेकांशी एकजीव होऊन चांगल्या प्रकारे बांधला जातो. असे तयार झालेले कापड अनेक प्रकारे वापरता येते. गाळण्याचे कापड किंवा इतर औद्योगिक वस्त्रप्रावरणे, आतील अस्तराचे कापड, गालिच्याखालील वस्त्र इत्यादींकरिता हे वापरतात.
रासायनिक पद्धतीने किंवा टाके घालून बांधला गेलेला तंतूचा थर अनेक कारणांसाठी वापरता येतो. त्यावर नैसर्गिक रबराचे लेपन करून किंवा पॉलियूरेथिनाचा थर चढवून एक प्रकारचे (पटलित) कापड बनविता येते. काही वेळा कापडाचे दोन थर एकमेकांशी पक्क्या डिंकाने सांधून चांगल्या प्रकारे जोडकपडा तयार करता येतो. ॲसिटेट धाग्यांचे सुयांनी विणलेले कापड पटलित करण्यासाठी(लॅमिनेशनसाठी) फार उपयुक्त असते. रेनकोट किंवा रबराचे कापड, टेबल आच्छादन किंवा अस्तराचे कापड इ. अनेक प्रकारांनी अशा कपड्याचा उपयोग होऊ शकतो.
काही वेळेला लोकरीचे धागे, रेशमी, सुती किंवा मानवनिर्मित धागे किंवा चिंध्यांचे तुकडे फाडून पिंजणाऱ्या गार्नेट अगर तत्सम यंत्रात घालून अशा धाग्यांच्या तंतूंचा थर पाहिजे त्या जाडीचा व रुंदीचा करून ताणा पद्धतीने टाके घालून अगर रासायनिक पद्धतीने तो सांधून अनेक प्रकारचे बिनावीण कापड तयार करता येते. अशा प्रकारे स्वस्त व टिकाऊ कापड बनविता येते आणि त्याच्यावर निरनिराळ्या प्रकारची नक्षीदार छपाई करून त्याचा विविध प्रकारे वापर करता येतो.
पहा : काथ्या कापड उद्योग गालिचे तंतु, कृत्रिम तंत्रविद्या फेस्ट रेशीम लोकर सुईचे विणकाम हस्तमाग उद्योग.
संदर्भ : 1. Brave, V. R. Complete Textile Encyclopaedia, Bombay, 1967.
2. Border, A. Origin and Development of Loom.
3. Corbman, B. P. Fiber to Fabric, New York, 1962.
4. Cowan, M. L. Introduction to Textiles, New York, 1962.
5. Crossland, A. Modern Looms.
6. Duxbury, V. Wray, G. R., Eds. Modern Development in Weaving Machinery, 1962.
7. Fairchild, C. A. Alvey, P. J. Eds., Textile Terms and Definition, 1975.
8. Flemming, R. J. E. Encyclopaedia of Textiles. New York, 1958.
9. Hall, P. AF Encyclopaedia of Textiles.
10. Hollen, N. Saddir, J. Textiles.
11. y3wuoeph, M. L. Introductory Textile Science, New York, 1981.
12. Krema, R. Non-Woven Textiles, 1967.
13. Labarth, J. Textiles: Origins to Usage, New York, 1964.
14. Linton, G. E. The Modern Textile and Apparel Dictionary, 1973.
15. Lord, P. R. Mohamad, M. H. Weaving : Conversion of Yatn to Fabric, 1973.
16. Lyle, D. Modern Textiles, New York, 1982.
17. Marks, S. S. Fairchild’s Dictionary of Textiles, New York, 1959.
18. Press, J. J. Man-Made Textile Encyclopaedia, New York, 1959.
19. Robinson, A. T. C. Marks, R. Woven Cloth Construction, 1967.
20. Schneider, J. Textile Engineering Process.
21. Singer, C. Holmyard, E. J. Hall, A. R. Williams, T. I., Eds., A History of Technology, 7 Vols, Oxford, 1958-78.
22. Thomas, D. G. D. An Introduction to Wrap Knitting, 1976.
23. Watson, Textile Design and Colour.
24. Weibal, A. C. Two Thousand Years of Textiles, New York, 1952.
25. Wignall, H. Knitting, 1964.
26. Wingate, L. B. Ed., Fairchild’s Dictionary of Textiles, New York, 1979.
गोखले, गो. सी.
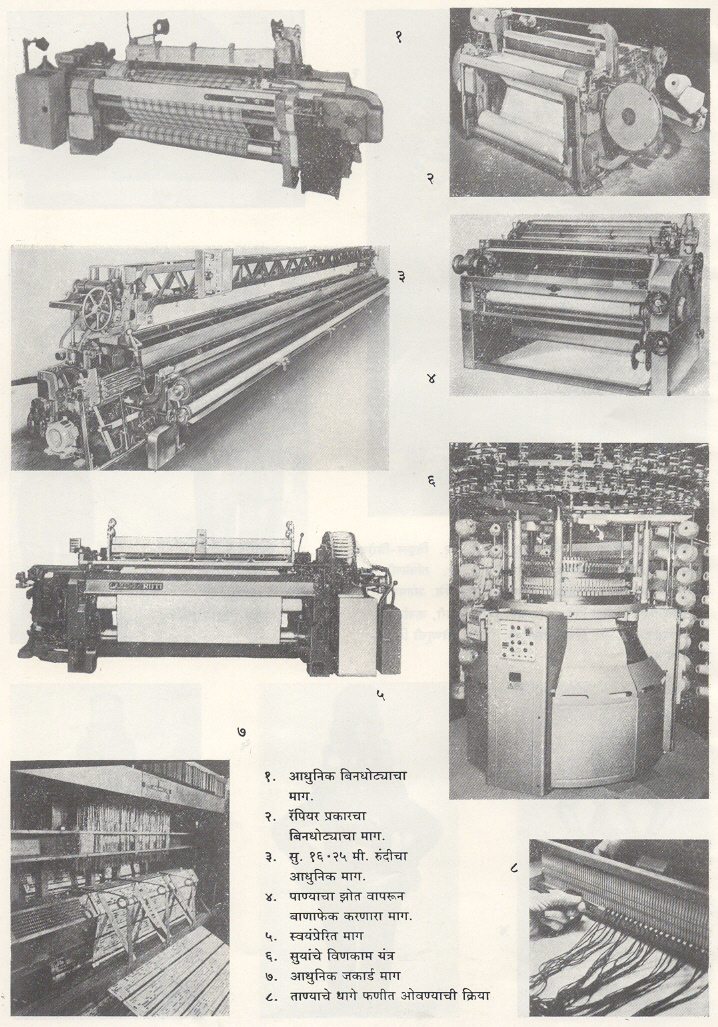
“