लोहारकाम : भट्टीमध्ये लोखंडाच्या अगर पोलादाच्या लहान वस्तू लाल होईपर्यंत तापवून व ठोकून 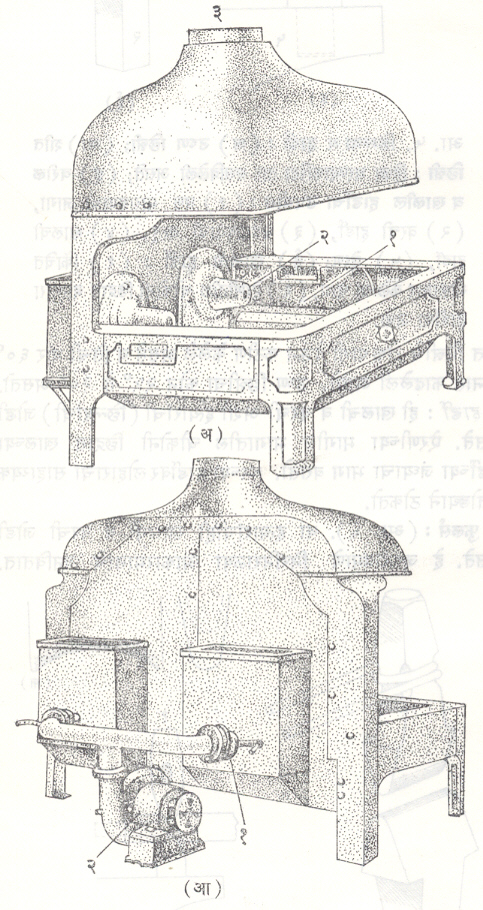 हाताने बनविण्याच्या कामास लोहारकाम म्हणतात. बंद भट्टीत मोठ्या वस्तू तापवून मोठ्या यांत्रिक घणाने ठोकून आकार देण्याच्या कामास घडाईकाम (फोर्जिंग) म्हणतात. [⟶ घडाई, धातूची]. शेतीकरिता लागणारी हत्यारे व अवजारे म्हणजेच विळा, कोयता, कुऱ्हाड, खुरपे, पहार वगैरे वस्तू लोहार बनवितो तसेच बैलगाडीच्या लाकडी चाकास लोखंडी धाव बसवितो. भट्टीमध्ये घडीव लोखंड तापविल्यास त्यास कोणताही आकार देण्याइतपत ते नरम होते अगर त्याला लवचिकपणा येतो हा गुणधर्म माहीत झाल्यामुळे लढाईकरिता लागणारी तलवार, भाला, खंजीर, कट्यार, बाणाची टोके, परशू वगैरे हत्यारे लोहार बनवीत असत. ॲल्यूमिनियम मिश्रधातू, पितळ, कासे (ब्राँझ) याही लोहेतर धातूंपासून यंत्रांचे सुटे भाग व अनेक वस्तू लोहार बनवितो.
हाताने बनविण्याच्या कामास लोहारकाम म्हणतात. बंद भट्टीत मोठ्या वस्तू तापवून मोठ्या यांत्रिक घणाने ठोकून आकार देण्याच्या कामास घडाईकाम (फोर्जिंग) म्हणतात. [⟶ घडाई, धातूची]. शेतीकरिता लागणारी हत्यारे व अवजारे म्हणजेच विळा, कोयता, कुऱ्हाड, खुरपे, पहार वगैरे वस्तू लोहार बनवितो तसेच बैलगाडीच्या लाकडी चाकास लोखंडी धाव बसवितो. भट्टीमध्ये घडीव लोखंड तापविल्यास त्यास कोणताही आकार देण्याइतपत ते नरम होते अगर त्याला लवचिकपणा येतो हा गुणधर्म माहीत झाल्यामुळे लढाईकरिता लागणारी तलवार, भाला, खंजीर, कट्यार, बाणाची टोके, परशू वगैरे हत्यारे लोहार बनवीत असत. ॲल्यूमिनियम मिश्रधातू, पितळ, कासे (ब्राँझ) याही लोहेतर धातूंपासून यंत्रांचे सुटे भाग व अनेक वस्तू लोहार बनवितो.
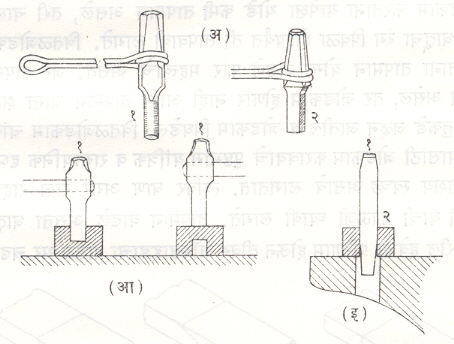
भट्टी: लोहारकाम करण्यासाठी भट्टीची आवश्यकता असते. खेडेगावात जमिनीत खड्डा खणून कोळसा ठेवण्याची व्यवस्था करतात व मागील बाजूंस हाताने चालणारा भाता बसवून हवेचा झोत येण्याची सोय केलेली असते. आता सुधारित भट्ट्या प्रचारात आलेल्या आहेत. काही भट्ट्या विटांच्या बनवितात, तर काही बिडाच्या बनवितात. आ. १ मध्ये बिडाची भट्टी दाखविली आहे. पुढच्या बाजूस कोक अगर कोळसा ठेवण्याकरिता जागा असून बाजूस हवा योण्याकरिता छिद्रयुक्त प्रोथ (निमुळती नळी) बसविलेला असतो. या प्रोथामुळे विद्युत् चलित्राने (मोटरने) चालविलेल्या पंख्याद्वारे येणारी हवा जोराने येते व कोळसा चांगला पेटतो. धूर जाण्याकरिता धुराडे वरच्या बाजूस असते. तयार झालेल्या वस्तू थंड करण्याकरिता किंवा काम करताना गरम झालेल्या सांडश्या थंड करण्यासाठी पाण्याची टाकी बसविलेली असते.
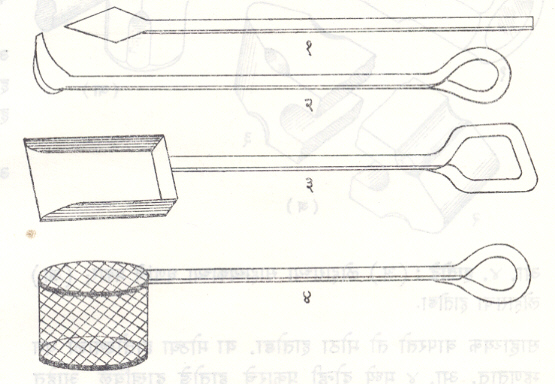 भट्टीवर काम करण्यासाठी खालील हत्यारांचा वापर करतात : (आ. २). (१) कलथा : हा नरम पोलदाचा असतो. कलथ्याने कोळसा ढोसता येतो व जरूरीप्रमाणे हालविता येतो. एका कलथ्याला भाल्यासारखे पण धार नसलेले टोक असते व दुसरा कलथा टोकाला वळविलेला असतो. भट्टीतील उष्णाता कायम ठेवण्यासाठी विस्तव प्रज्वलित ठेवावा लागतो व कोळशावरील राखही वारंवार काढावी लागते. या सर्व कामांसाठी दोन्ही कलथ्यांचा उपयोग करतात. (२) फावडे : भट्टीत कोळसा पुरविण्यासाठी फावड्याचा उपयोग करतात. हे नरम पोलादाचे असते. त्याला खैर, सागवान अथवा ॲश यांच्या लाकडाचा दांडा बसविलेला असतो. (३) झारी : कोळसा संथपणे जळण्यासाठी त्यावर मधूनमधून पाणी शिंपडण्यासाठी झारीचा उपयोग करतात.
भट्टीवर काम करण्यासाठी खालील हत्यारांचा वापर करतात : (आ. २). (१) कलथा : हा नरम पोलदाचा असतो. कलथ्याने कोळसा ढोसता येतो व जरूरीप्रमाणे हालविता येतो. एका कलथ्याला भाल्यासारखे पण धार नसलेले टोक असते व दुसरा कलथा टोकाला वळविलेला असतो. भट्टीतील उष्णाता कायम ठेवण्यासाठी विस्तव प्रज्वलित ठेवावा लागतो व कोळशावरील राखही वारंवार काढावी लागते. या सर्व कामांसाठी दोन्ही कलथ्यांचा उपयोग करतात. (२) फावडे : भट्टीत कोळसा पुरविण्यासाठी फावड्याचा उपयोग करतात. हे नरम पोलादाचे असते. त्याला खैर, सागवान अथवा ॲश यांच्या लाकडाचा दांडा बसविलेला असतो. (३) झारी : कोळसा संथपणे जळण्यासाठी त्यावर मधूनमधून पाणी शिंपडण्यासाठी झारीचा उपयोग करतात.
खेडेगावात भट्टीकरिता लोणारी कोळता वापरतात, तर शहरातील कारखान्यांत दगडी कोळसा वापरतात. काही आधुनिक लोहारी भट्ट्यांत विद्युत् प्रवाह वापरतात. काही भट्ट्यांत रॉकेलाचा, इंधन तेलाचा अथवा नैसर्गिक किंवा कृत्रिम इंधन वायूचा उपयोग करतात.
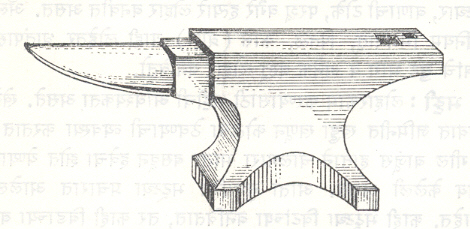 लोहारकामातील हत्यारे: ऐरण: (आ. ३). ऐरणीचा उपयोग वस्तूला आधार देण्यासाठी होतो. वस्तू ऐरणीवर ठेवूवन हातोड्याने ठोकण्यात येते. ऐरणीचा मूळ गाभा नरम पोलादाचा बनविलेला असतो व त्यावर कठीणपणा येण्यासाठी २० ते २५ मिमी. जाडीचा उच्च कार्बनयुक्त पोलादाचा पत्रा वितळजोड करून बसविलेला असतो. ऐरणीची चोच नरम पोलादाचीच बनविलेली असून तिचा उपयोग वस्तूंना वर्तुळाकार देताना होतो. ऐरणीच्या मागील बाजूस दोन छिद्रे असतात. या छिद्रांचा उपयोग हार्डी, फुलर, स्वेच वगैरे हत्यारे बसविण्यासाठी करतात. ऐरणी एक अगर दोन चोचींच्या असतात.
लोहारकामातील हत्यारे: ऐरण: (आ. ३). ऐरणीचा उपयोग वस्तूला आधार देण्यासाठी होतो. वस्तू ऐरणीवर ठेवूवन हातोड्याने ठोकण्यात येते. ऐरणीचा मूळ गाभा नरम पोलादाचा बनविलेला असतो व त्यावर कठीणपणा येण्यासाठी २० ते २५ मिमी. जाडीचा उच्च कार्बनयुक्त पोलादाचा पत्रा वितळजोड करून बसविलेला असतो. ऐरणीची चोच नरम पोलादाचीच बनविलेली असून तिचा उपयोग वस्तूंना वर्तुळाकार देताना होतो. ऐरणीच्या मागील बाजूस दोन छिद्रे असतात. या छिद्रांचा उपयोग हार्डी, फुलर, स्वेच वगैरे हत्यारे बसविण्यासाठी करतात. ऐरणी एक अगर दोन चोचींच्या असतात.
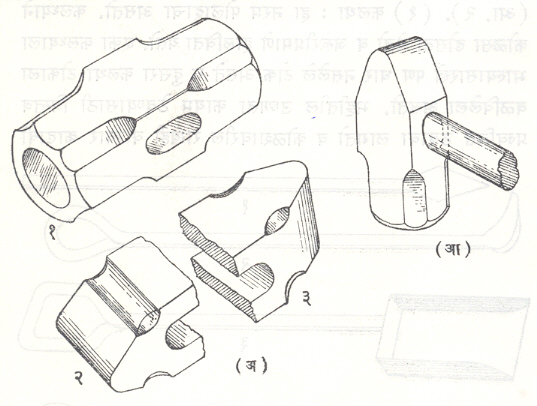 हातोडे : (आ. ४). हातोड्यांचे दोन मुख्य प्रकार पडतात. एक म्हणजे लोहार स्वतः वापरतो तो हातोडा आणि दुसरा लोहाराचा साहाय्यक वापरतो तो मोठा हातोडा. या मोठ्या हातोड्याला घण म्हणतात. आ. ४ मध्ये दोन्ही प्रकारचे हातोडे दाखविले आहेत आ. (अ-१) मध्ये दुतोंडी घण दाखविला असून त्याचे वजन सु. ४.५ ते ५.५ किग्रॅ. असते, तर अधिक मोठ्या कामासाठी ७ ते ९ किग्रॅ. वजनाचे घण वापरतात. आ. (अ-२) मध्ये सरळ शेंडीचा घण तर आ. (अ.३) मध्ये आडव्या शेंडीचा घण दाखविले आहेत. आ. (आ) मध्ये लोहार स्वतः वापरतो तो हातोडा दाखविलेला आहे.
हातोडे : (आ. ४). हातोड्यांचे दोन मुख्य प्रकार पडतात. एक म्हणजे लोहार स्वतः वापरतो तो हातोडा आणि दुसरा लोहाराचा साहाय्यक वापरतो तो मोठा हातोडा. या मोठ्या हातोड्याला घण म्हणतात. आ. ४ मध्ये दोन्ही प्रकारचे हातोडे दाखविले आहेत आ. (अ-१) मध्ये दुतोंडी घण दाखविला असून त्याचे वजन सु. ४.५ ते ५.५ किग्रॅ. असते, तर अधिक मोठ्या कामासाठी ७ ते ९ किग्रॅ. वजनाचे घण वापरतात. आ. (अ-२) मध्ये सरळ शेंडीचा घण तर आ. (अ.३) मध्ये आडव्या शेंडीचा घण दाखविले आहेत. आ. (आ) मध्ये लोहार स्वतः वापरतो तो हातोडा दाखविलेला आहे.
हातोड्याबरोबरच लोखंडाला अगर नरम पोलादाला निरनिराळे आकार देण्याकरिता, कापण्याकरिता व चांगले रूप देण्याकरिता खालील हत्यारे वापरतात.
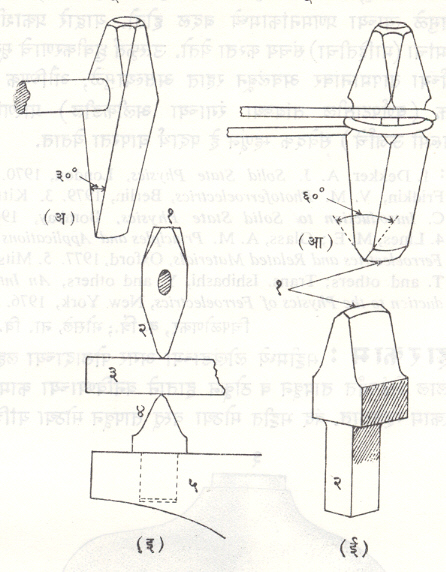 छिन्न्या : (आ.५). शीत व उष्ण अशा दोन प्रकाराच्या छिन्न्या असतात. थंड धातू शीत छिन्नीने व उष्ण धातू उष्ण छिन्नीने तोडतात. शीत छिन्नीचे टोक पाणी देऊन कठीण केलेले असते व तिची धार ६०° कोनात काढलेली असते. उष्ण छिन्नीचा कोन २५° ते ३०° असतो.
छिन्न्या : (आ.५). शीत व उष्ण अशा दोन प्रकाराच्या छिन्न्या असतात. थंड धातू शीत छिन्नीने व उष्ण धातू उष्ण छिन्नीने तोडतात. शीत छिन्नीचे टोक पाणी देऊन कठीण केलेले असते व तिची धार ६०° कोनात काढलेली असते. उष्ण छिन्नीचा कोन २५° ते ३०° असतो.
हार्डी: ही खालची व वरची अशी हत्यारांची (छिन्न्यांची) जोडी असते. ऐरणीच्या मागील भागातील चौकोनी छिद्रात खालच्या हार्डीच्या जंघ्याचा भाग बसतो. वरच्या हार्डीवर लोहाराचा साहाय्यक हातोड्याने ठोकतो.
फुलर्स : (आ. ६). या हत्यारांचीही खालची व वरची जोडी असते. हे जरूरीप्रमाणे निरनिराळ्या आकारमानांचे बनवितात.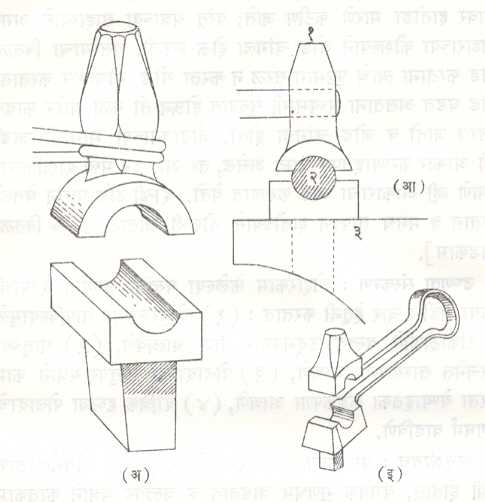 फुलरच्या टोकाची रुंदी म्हणजे त्याचे आकारमान समजले जाते. १० मिमी. रुंदीचा फुलर १० मिमी. व्यासाचा अर्धगोलाकार देऊ शकतो.
फुलरच्या टोकाची रुंदी म्हणजे त्याचे आकारमान समजले जाते. १० मिमी. रुंदीचा फुलर १० मिमी. व्यासाचा अर्धगोलाकार देऊ शकतो.
स्वेजेस : (आ. ७). याही हत्यारांचीही खालची व वरची अशी जोडी असते. गोल, चौकोनी, षट्कोनी असे वेगवेगळे आकार देण्यासाठी यांचा उपयोग करतात. हे हत्यार हत्यारी पोलादाचे [⟶ पोलाद] बनविलेले असून त्याला कठीणपणा आणलेला असतो व पाणी दिलेले असते.
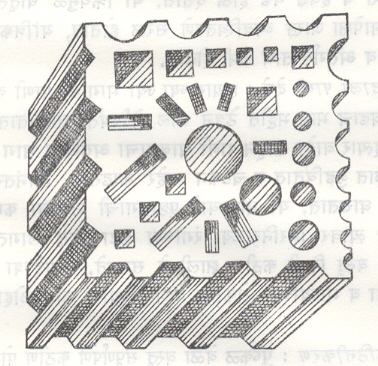
स्वेज ठोकळा: (आ. ८). हा ठोकळा बिडाचा बनविलेला असून याच्या चारी बाजूंवर अर्धकोल, त्रिकोणी, अर्धषट्कोनी असे आकार दिलेले असतात. मध्यभागी वर्तुळाकार, चौकोनी व आयताकृती छिद्रे असतात. याचा उपयोग निरनिराळे आकार देण्यासाठी करतात. वेगवेगळ्या छिद्रांतून गज धरता येतात. याचा उपयोग सळया वाकविण्यासाठी किंवा बोल्टांची डोकी उडविण्याकरिता होतो.
सपाटके व सपाटक होतोडे: (आ. ९). यांचा उपयोग वस्तूचा पृष्ठभाग सफाईदार व एकसारखा सपाट करण्याकरिता करतात. याचे आकारमान ७५ मिमी. चौरस (अथवा वर्तुळाकार) असते. सपाटक हातोडे कोपऱ्यांचे अंत्यरूपण करण्याकरिता वापरतात.
पंच व ड्रिफ्ट: (आ. १०). जेव्हा धातू लोहारकामास योग्य अशा तापमानापर्यंत येते तेव्हा तिला पंचाने छिद्र पाडता येते व ड्रिफ्ट या निमुळत्या हत्याराने हे छिद्र सारखे करता येते.
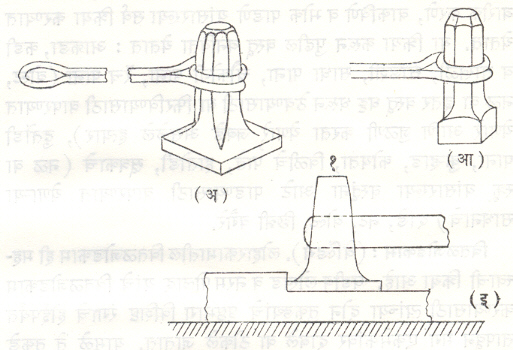 सांडश्या: (आ. ११). लोहारकामात तापविलेल्या गरम वस्तू पकडण्याकरिता विविध प्रकारच्या सांडश्यांची आवश्यकता असते.
सांडश्या: (आ. ११). लोहारकामात तापविलेल्या गरम वस्तू पकडण्याकरिता विविध प्रकारच्या सांडश्यांची आवश्यकता असते.
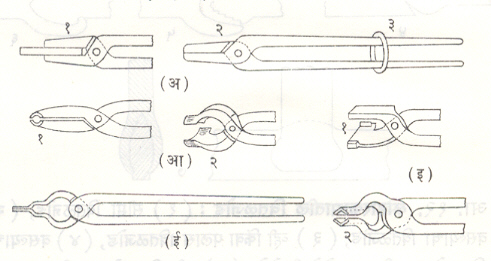
वस्तूच्या आकाराप्रमाणे लोहार स्वतंत्रपणे आपली सांडशी बनवून घेऊ शकतो, तरी सुद्धा सांडश्यांचे तीन सर्वसाधारण प्रकार पडतात. पहिल्या प्रकारात चपट्या (सपाट), दुसऱ्या प्रकारात पोकळ गोल, तर तिसऱ्या प्रकारात चौरस आकाराची तोंडे असतात. या तोंडांचा उपयोग त्या त्या आकाराच्या वस्तू पकडण्याकरिता होतो.
लोहारकामातील विविध क्रिया: लोहारकामात वरील निरनिराळी हत्यारे वापरून विस्तारणे, लांवी वाढविणे, फुगविणे, मघला भाग बारीक करणे, वाकविणे व भोक पाडणे यांसारख्या सर्व क्रिया करण्यात येतात. या क्रिया करून पुढील वस्तू बनविता येतात : आकडा, कडी व साखळी, सांडशी, साधा पाना, चौकोनी पाना, रेंच पाना (बोल्ट, नळ व इतर वस्तू घट्ट धरून ठेवण्यासाठी वा फिरविण्यासाठी वापरण्यात येणारे आणि जुळणी करता येणारे जबडे असलेले हत्यार), दुतोंडी पाना, कुऱ्हाड, कोयता, विळीचे पाते, हातोडी, सूत्रकाचे (नळ वा स्क्रू यांसारख्या वस्तूंना आटे पाडण्यासाठी वापरण्यात येणाऱ्या साधनाचे) दांडे, नट, बोल्ट, छिन्नी वगैरे.
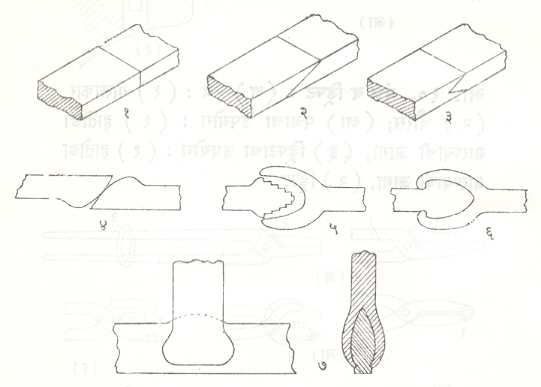 वितळजोडकाम : (वेल्डिंग). लोहारकामातील वितळजोडकाम ही महत्त्वाची क्रिया आहे. घडीव लोखंड व नरम पोलाद यांचे वितळजोडकाम करण्यासाठी त्यांच्या दोन तुकड्यांचे पृष्ठभाग विशिष्ट रंगाचे होईपर्यंत तापवून मग एकमेकांवर दाबले वा ठोकले जातात. यामुळे ते तुकडे इतके एकजीव होतात की, ते जोडले आहेत असे ओळखूही येत नाही. घडीव लोखंडाचे तापमान सु. १,३५०° से. पर्यंत गेल्यावर त्याचा रंग पांढरा होतो व त्यास लवचिकपणा येतो. नरम पोलादाचे वितळजोडकाम करताना यापेक्षा थोडे कमी तापमान असले, तरी चालते. या धातूचा रंग पिवळा होईपर्यंत ती तापवावी लागते. वितळजोडकाम करताना तापमान योग्य असणे फार महत्वाचे असते. जर तापमान कमी असेल, तर जोडकाम होणार नाही आणि तापमान जास्त झाले, तर तुकडे जळून जातील व जोडकाम बिघडेल. वितळजोडकाम चांगले होण्यासाठी जोडकाम करावयाचे पृष्ठभाग यांत्रिक व रासायनिक दृष्ट्या अतिशय स्वच्छ असावे लागतात. त्यांवर घाण अगर राख राहणार नाही याची काळजी घ्यावी लागते. तापमान वाढले असता धातूवर बाहेरील हवेचा परिणाम होऊन तीवर ऑक्साइडाचा पातळ थर चढतो. हा थर व राख जावी म्हणून उच्च तापमानाला वितळणारा योग्य ⇨अभिवाह पृष्ठभागांना लावला जातो. या अभिवाहामध्ये ऑक्साइडाचा थर विरघळतो व पुढे हवेशी संयोग होऊन पुन्हा ऑक्साइड तयार होण्यासही प्रतिबंध होतो. यामुळे वितळजोड चांगला होतो. घडीव लोखंड व नरम पोलाद यांकरिता निरनिराळ्या प्रकारचे अभिवाह वापरतात. लोहारकामातील वितळजोडाचे तीन प्रकार आहेत : (१) सीमा वितळजोड, (२) वसल्याचा (स्कार्फ) वितळजोड, (३) व्ही किंवा पलास (स्प्लाइअ) वितळजोड. सीमा वितळजोड करताना त्यावर हातोडा मारणे कठीण जाते परंतु यंत्राच्या साहाय्याने अगर लोहाराच्या कौशल्याने जोड चांगला होऊ शकतो. वसल्याचा वितळजोड करताना त्याचे पृष्ठभाग सरळ न करता थोडे गोलाकार करतात. जोड घडत असताना मध्यभागी सुरुवात होऊन तो मळी बाहेर काढत पसरत जातो व जोड चांगला होतो. जोडावयाच्या भागांची जाडी व्ही आकार करण्याइतपत जास्त असेल, तर आ. १२ मध्ये दाखविल्या प्रमाणे व्ही आकाराचा जोड करण्यात येतो. दोन्ही टोके घासून घेतली जातात व मगच तापवून हातोड्याने ठोकली जाताता. [⟶ वितळजोडकाम].
वितळजोडकाम : (वेल्डिंग). लोहारकामातील वितळजोडकाम ही महत्त्वाची क्रिया आहे. घडीव लोखंड व नरम पोलाद यांचे वितळजोडकाम करण्यासाठी त्यांच्या दोन तुकड्यांचे पृष्ठभाग विशिष्ट रंगाचे होईपर्यंत तापवून मग एकमेकांवर दाबले वा ठोकले जातात. यामुळे ते तुकडे इतके एकजीव होतात की, ते जोडले आहेत असे ओळखूही येत नाही. घडीव लोखंडाचे तापमान सु. १,३५०° से. पर्यंत गेल्यावर त्याचा रंग पांढरा होतो व त्यास लवचिकपणा येतो. नरम पोलादाचे वितळजोडकाम करताना यापेक्षा थोडे कमी तापमान असले, तरी चालते. या धातूचा रंग पिवळा होईपर्यंत ती तापवावी लागते. वितळजोडकाम करताना तापमान योग्य असणे फार महत्वाचे असते. जर तापमान कमी असेल, तर जोडकाम होणार नाही आणि तापमान जास्त झाले, तर तुकडे जळून जातील व जोडकाम बिघडेल. वितळजोडकाम चांगले होण्यासाठी जोडकाम करावयाचे पृष्ठभाग यांत्रिक व रासायनिक दृष्ट्या अतिशय स्वच्छ असावे लागतात. त्यांवर घाण अगर राख राहणार नाही याची काळजी घ्यावी लागते. तापमान वाढले असता धातूवर बाहेरील हवेचा परिणाम होऊन तीवर ऑक्साइडाचा पातळ थर चढतो. हा थर व राख जावी म्हणून उच्च तापमानाला वितळणारा योग्य ⇨अभिवाह पृष्ठभागांना लावला जातो. या अभिवाहामध्ये ऑक्साइडाचा थर विरघळतो व पुढे हवेशी संयोग होऊन पुन्हा ऑक्साइड तयार होण्यासही प्रतिबंध होतो. यामुळे वितळजोड चांगला होतो. घडीव लोखंड व नरम पोलाद यांकरिता निरनिराळ्या प्रकारचे अभिवाह वापरतात. लोहारकामातील वितळजोडाचे तीन प्रकार आहेत : (१) सीमा वितळजोड, (२) वसल्याचा (स्कार्फ) वितळजोड, (३) व्ही किंवा पलास (स्प्लाइअ) वितळजोड. सीमा वितळजोड करताना त्यावर हातोडा मारणे कठीण जाते परंतु यंत्राच्या साहाय्याने अगर लोहाराच्या कौशल्याने जोड चांगला होऊ शकतो. वसल्याचा वितळजोड करताना त्याचे पृष्ठभाग सरळ न करता थोडे गोलाकार करतात. जोड घडत असताना मध्यभागी सुरुवात होऊन तो मळी बाहेर काढत पसरत जातो व जोड चांगला होतो. जोडावयाच्या भागांची जाडी व्ही आकार करण्याइतपत जास्त असेल, तर आ. १२ मध्ये दाखविल्या प्रमाणे व्ही आकाराचा जोड करण्यात येतो. दोन्ही टोके घासून घेतली जातात व मगच तापवून हातोड्याने ठोकली जाताता. [⟶ वितळजोडकाम].
उष्णता संस्करण: लोहारकाम केलेल्या वस्तूंना उष्णता देण्याची क्रिया पुढील चार हेतूंनी करतात : (१) लोहारकामात तापविल्यामुळे व ठोकाठोकीने वस्तूत उद्भवणारे ताण घालविणे, (२) धातूच्या संरचनेत सारखेपणा आणणे, (३) पोलादाच्या वस्तूवर यंत्राने काम करता येण्याइतका कडकपणा आणणे, (४) यांत्रिक दृष्ट्या पोलादाचे गुणधर्म वाढविणे.
अनुशीतन: या उष्णता संस्करणामुळे धातूमधील अंतर्गत ताण कमी होतात, यांत्रिक गुणधर्म वाढतात व वस्तूवर यंत्राने कातकाम चांगले करता येते. भट्टीमध्ये वस्तू ठेवून ती ७५०° ते ९००° से. पर्यंत तापविली जाते (उच्च क्रांतिक तापमानापेक्षा-ज्या तापमानाला धातूत काही विशिष्ट बदल होतात. त्या तापमानापेक्षा – २०° ते २५° से. तापमान जास्त ठेवले जाते) व मग ती हळूहळू थंड केली जाते. अनुशीतन क्रियेमुळे पोलाद तुलनात्मक दृष्ट्या मऊ बनते, अंतर्गत ताण कमी होतात व उच्च तापमानापर्यंत तापविल्यामुळे वेडेवाकडे झालेले धातूचे कण सरळ होतात.
मूलस्थितिस्थापन: अनुशीतनाप्रमाणे या क्रियेतही वस्तू भट्टीमध्ये तापवितात व हवेत थंड होऊ देतात. या क्रियेमुळे धातूतील कण अनुशीतनापेक्षा जास्त व्यवस्थितपणे सरळ होतात, यांत्रिक गुणधर्म वाढतात व अंतर्गत ताण कमी होतात.
पोलादाला पाणी देणे: हत्याराच्या ज्या भागाला पाणी द्यावयाचे असेल तेवढाच भाग भट्टीत ठेवून लाल होईपर्यंत तापवितात. सांडशीने ते हत्यार बाहेर काढून पाणी द्यावयाचा असलेला भाग पाण्यात अगर तेलात बुडवितात व चटकन बाहेर काढतात. त्यानंतर एमरी कापडाने घासतात. या घासण्याने पृष्ठभागाची उष्णता कमी होऊ लागते व त्यावर निरनिराळ्या रंगांच्या छटा दिसू लागतात. या रंगांवरून वस्तू किती कठीण झाली हे समजते. लढाईच्या काळात तलवारींना व भाल्यांच्या टोकांना पाणी देण्याचे काम लोहार करीत असत.
पृष्ठ कठिनीकरण: पुष्कळ वेळा वस्तू संपूर्णपणे कठीण पोलादाची करणे अवघड असते. अशा वेळी नरम पोलादाची वस्तू बनवितात. नरम पोलादाचा पृष्ठभाग तेवढाच कार्बनाच्या साहाय्याने कठीण करतात. या क्रियेला पृष्ठ कठिनीकरण म्हणतात. या क्रियेने सु. २ मिमी. जाडीचा पृष्ठभाग कठीण करता येतो. [⟶ घातूंचे उष्णता संस्करण पोलाद].
संदर्भ : 1. Chapman, W. A. J. Workshop Technology, PartI. London, 1981.
2. Hajra Choudhury, S. K. Elements of Workship Technology, Vol.I, Bombay, 1965.
३. गोखले, श्री. पु. लोहारकाम व वेल्डिंग, पुणे, १९६४.
देशपांडे, य. ना.
“