वितळजोडकाम : (वेल्डिंग). संरचनात्मक कामात सम धातूंचे गज, कांबी, कोन, पन्हाळी, टी, बहाल (गर्डर), पट्ट्या, पट्ट व पत्रे एकमेकांस पक्के (कायमचे) जोडण्यासाठी त्यांच्या जोडाच्या सांध्यात (फटीत) त्यांची टोके वितळवून जे जोडकाम केले जाते त्यास वितळजोडकाम म्हणतात. व अशा जोडास वितळजोड म्हणतात. असा जोड कायम स्वरूपाचा असतो कारण त्या जागी धातुरसांचे मीलन (एकजीव) झालेले असते. त्यामुळे त्याला ‘स्वजात वितळजोड’ असेही संबोधिले जाते. अशा जोडांनी धीतूंचे अनेक तुकडे हव्या त्या पातळीत व कोनात त्यांच्यातील अणूंचे एकत्रीकरण करून अखंड बनविले जातात. अशा पद्धतीने जोडकाम दाबयुक्त किंवा दाबविरहित, तसेचपूरकधातूने किंवा पूरक धातूशिवाय केले जाते. पूरक धातू सांध्यातील फटीच्या भरणासाठी वापरतात. भिन्न वितळबिंदूंचे विषम धातू मात्र वितळजोडाने सामान्यपणे जोडता येत नाहीत कारण ते एकाच वेळी वितळू शकत नाहीत. अशा धातूंचे तुकडे ⇨रिव्हेट, ⇨स्क्रू, ⇨बोल्ट व नट, ⇨झाळकाम व डाखकाम व ⇨आसंजक पद्धतीने जोडतात [⟶धातू व अधातूंचे जोडकाम].
इतिहास : फार पुरातन काळापासून लोखंडाचे तुकडे लोहारकाम पद्धतीने जोडण्याचे शास्त्र लोहाराला अवगत आहे. या पद्धतीत प्रथम दोन तुकड्यांची जोडाच्या जागेची टोके (तोंडे) पीत उष्णतेपर्यंत (९००˚ते १,०००˚से. तापमानापर्यंत) लोहारी भट्टीत तापवून त्यांची जाडी वाढवून घेतात. नंतर ही तोंडे पुन्हा शुभ्र उष्णतेपर्यंत (१,३००˚ते १,४५०˚से. तापमानापर्यंत) तापवून ऐरणीवर एकमेकांवर ठेवून हाताने हातजोडी ठोकतात. त्यामुळे मऊ झालेली तोंडे एकमेकांत घुसून दाबाने एकत्र होतात. अशा जोडास लोहारी जोड किंवा घडीव जोड म्हणतात [⟶लोहारकाम]. मात्र अशा जोडाची मजबुती मूळ धातूच्या मजबुतीपेक्षा कमी असते. सांडशीची तोंडे घडविल्यावर अशा जोडाने त्यांना दांडे जोडतात. यास दाबयुक्त जोडकाम पद्धत म्हणतात. तलवारीची मूठ याच पद्धतीने जोडीत. या तंत्राचा शोध लोखंडाचे उपयुक्त आकार तयार करण्याच्या प्रयत्नांतून लागला. इ. स. पहिल्या सहस्रकात वितळजोडकामाने जोडलेली तलवारीची पाती तयार करण्यात येऊ लागली. त्यांतील सिरियामधील दमास्कस येथील शास्त्रनिर्मिती करणाऱ्या अरबांनी तयार केलेली पाती विशेष प्रसिद्ध होती. लोखंडाचे कार्बनीकरण करून कठीण पोलाद तयार करण्याची प्रक्रिया या काळात माहीत झाली होती परंतु या प्रक्रियेत तयार होणारे पोलाद फार ठिसूळ असे. साक्षेपतः मऊ व चिवट लोखंडाच्या मध्ये उच्च कार्बन प्रमाण असलेल्या द्रव्याचा थर घालून नंतर हातोड्याने ठोकून घडाई क्रियेने केलेल्या वितळजोडकाम तंत्रामुळे मजबुत व चिवट पाती बनविली जात.
आधुनिक काळात लोखंडनिर्मितीतील सुधारणेमुळे (विशेषतः ओतीव लोखंडाचा म्हणजे बिडाचा वापर रूढ झाल्यामुळे) वितळजोडकामाचा उपयोग लोहार व सोनार यांच्यापुरताच मर्यादित झाला. बोल्टांनी व रिव्हेटांनी जोडणी करण्यासारख्या इतर जोडकाम तंत्राचा उपयोग पूल व रेल्वे एंजिनांपासून तो स्वयंपाकाच्या भांड्यांपर्यंतच्या विविध नवीन उत्पादनांसाठी मोठ्या प्रमाणावर करण्यात येऊ लागला.
आधुनिक संयोगी वितळजोडकाम पद्धती मोठ्या पोलादी पट्टांवर अखंड जोड मिळविण्याच्या गरजेतून निर्माण झालेल्या आहेत. रिव्हेटांचे जोडकाम [विशेषतः बाष्पित्रासारख्या (बॉयलरसारख्या) बंदिस्त पात्राकरिता] गैरसोयीचे आहे, असे दिसून आले होते. वायू वितळजोडकाम, विद्युत् प्रज्योत वितळजोडकाम व विद्युत् रोध वितळजोडकाम या सर्व पद्धती एकोणिसाव्या शतकाच्या अखेरीस उदयास आल्या. १८७७ च्या सुमारास फिलाडेल्फिया येथील इलिहू टॉमसन यांनी जोडाच्या जागी विद्युत् रोध पद्धतीने उष्णता निर्माण करून धातू मऊ झाली की, त्या ठिकाणी यांत्रिक दाब देण्याची व्यवस्था करून जोड घडवून आणला. नंतर या पद्धतीत बऱ्याच सुधारणा होऊन १८८६ पासून यांत्रिक दाबाने किंवा लाटणाने भट्टीशिवाय विद्युत् प्रवाहाने जोडकाम करण्यात येऊ लागले. सर इंफ्री डेव्ही या इंग्लिश संशोधकांनी १,००० विद्युत् घटांनी प्लॅटिनम धातूंच्या विद्युत् अग्रांमध्ये विद्युत् प्रज्योत निर्माण करून दाखविली. या शोधानंतर १८८५ मध्ये निकोलस फोन बेनार्डोस आणि स्टॅनिस्लाव्ह ओलक्झेव्हस्की या रशियनांनी विद्युत् प्रज्योत वितळजोड पद्धतीचे एकस्व (पेटंट) घेतले. यात एक कार्बन विद्युत् अग्र व जोडावयाची धातू यांत विद्युत् प्रज्योत निर्माण करून धातू वितळून सांधण्याची क्रिया करण्यात आली म्हणून यास वितळजोड म्हणण्यात आले. प्रज्योतीत पूरक सम धातूची कांडी धरून सांध्याचे भरण करण्यात आले. १८८९ मध्ये एच्. झरेनर यांनी दोन कार्बन विद्युत् अग्रांत प्रज्योत निर्माण करून ती विद्युत् चुंबकाने बाहेर वळविली. १८९२ मध्ये निकोलस स्लॅव्हिॲनॉफ यांनी सम धातूची तारच विद्युत् अग्र म्हणून वापरून एकाच वेळी प्रज्योत निर्माण करण्याचे व तीच तार पूरक धातू म्हणून वितळवून सांधा भरण्याचे कार्य घडवून आणले. या पद्धतीने १९३० पर्यंत अमेरिकेत वितळजोडकाम करण्यात येत होते. वितळजोडकाम करताना वातावरणातील नायट्रोजन वायू धातूच्या रसात शिरून त्यामुळे जोडाच्या ठिकाणी तुंतक्षमता कमी होऊन काठिण्य वाढण्याचा धोका निर्माण झाला. तसेच वातावरणातील ऑक्सिजनामुळे जोडाच्या जागेवरील पृष्ठभागाचे ऑक्सिडीभवन (ऑक्सिजनाशी संयोग) होऊन जळ धरू लागे व ती धातूच्या रसात अडकून जोड कमजोर राहू लागला. तसेच वातावरणातील धूळ रसात मिसळून जोडात छिद्रे राहू लागली. हे सर्व दोष टाळावयासाठी १९०७ मध्ये प्रथम ऑस्कर क्जेलबर्ग या स्विडिश अभियंत्यांनी कोऱ्या (लेपन न केलेल्या) तारेच्या विद्युत् अग्रांवर रासायनिक लेप देण्याचे एकस्व घेतले. प्रज्योतीच्या स्थिरीकरणासाठी १९१० मध्ये काही रासायनिक स्थिरकारी घटक लेपात मिसळण्यात येऊ लागले. ऑर्थर पी. स्ट्रोहमेंगर यांनी १९१२ मध्ये इंग्लंडात खास प्रकारच्या विलेपित विद्युत् अग्रांची प्रयोगाने निर्मिती केली. निळा ॲस्बेस्टस व सोडियम सिलिकेट ही द्रव्ये लेपात वापरली. त्या आधी धातवीय खनिजे वापरीत. १९२० मध्ये सेल्युलोजाचा वापर करण्यात येऊ लागला. १९३० मध्ये हेन्री एम्. होबार्ट व फिलिप के. डेव्हर्स यांनी आर्गॉन, हीलियम व कार्बन डाय-ऑक्साइड या अक्रिय (रासायनिक विक्रिया सहजपणे व होणाऱ्या) वायूंची योजना धातूच्या रसावर आवरण (आच्छादन) निर्माण करण्यासाठी केली. त्यामुळे वातावरणाचा संपर्क तोडला गेला. १९३५ मध्ये हॅरी ई. केनेडी, लॉइड टी. जोन्य आणी मेनार्ड ए. रॉडरमंड यांनी अमेरिकेत कणमय⇨अमिवाह (पूरक धातूंचा वितळबिंदू कमी करण्यासाठी व ऑक्साईडे तयार होण्यास प्रतिबंध करण्यासाठी जोडावयाच्या धातूच्या भागांना लावण्यात येणारी द्रव्ये) वापरण्याचे एकस्व घेतले. नंतर सिलिकेट व चुंबकीय अभिवाह वापरून निमज्जन वितळजोडकामाची पद्धती प्रचारात आली. त्यामुळे जोडकामाच्या वेळी संपूर्ण जोड अभिवाहाच्या थराखाली डुबलेला राहतो व त्याचे ऑक्सिडीभवन होण्याचे टळते. यात विद्युत् अग्र एक नळी असून तीतून अभिवाह द्रवांचा पुरवठा होतो. टंगस्टन धातूच्या विद्युत् अग्राने प्रज्योत निर्माण केल्यावर त्यात पूरक धातूची कांडी धरून तिचा रस सांध्यात सोडून जोड पूर्ण करतात.
विद्युत् प्रज्योतीव्यतिरिक्त ऑक्सिजन-ॲसिटिलीन मिश्रित वायू पेटवून त्यांच्या ज्योतीने जोडावयाच्या धातूच्या तुकडयांचा वितळवून रस तयार करताता व त्यात पूरक सम धातूची कांडी वितळवून सांध्यांचे भरण करतात. ही पद्धत फ्रेंच रसायनशास्त्रज्ञ आंरी ल्वी ल शातल्ये यांच्या १८९५ मधील प्रयोगावरून विकसित झाली. झोतरूपातील ज्योत निर्माण करण्यासाठी लागणारा झोतज्वालक (फुंकनळी ज्वालक) १९०० मध्ये बनविण्यात आला. पोलादी सिलिंडरांमध्ये ऑक्सिजन व ॲसिटिलीन वायू भरण्याची व्यवस्था झाल्यावर प्रत्यक्षात १९०३ मध्ये वायुज्योत वितळजोडकाम पद्धच वापरात आली. ‘थर्माइट वितळ जोडकाम’ पद्धतीत लोहाचे ऑक्साइड व ॲल्युमिनियम धातूचे चूर्ण यांचे मिश्रण मॅग्नेशियम धातूच्या फितीने पेटवून रासायनिक विक्रियेने उष्णता निर्माण करतात आणि ती धातू वितळण्याचे कार्य करते [⟶थर्माइट]. या शोधाचे जनक हान्स गोल्डश्मिट या जर्मन शास्त्रज्ञांनी १८९७ मध्ये या शोधाचे एकस्व घेतले. स्फोटक द्रव्यांचास्फोट घडवून वितळजोडकाम करण्याची पद्धत १९५० मध्ये जे. पीअर्सन यांनी अमेरिकेत प्रथमच प्रत्यक्षात आणली.
या इतिहासावरून असे दिसते की, पहिल्या महायुद्धापर्यंत वितळजोडकामावर फारसा भर दिला जात नव्हता. वस्तूंची किंवा यंत्रांची झालेली मोडतोड दुरुस्त करण्यापुरता वितळजोडकामाचा मर्यादित उपयोग करण्याकडेच विशेष कल होता परंतु जसजसे संशोधन प्रगत होत गेले तसतसे धातूंच्या विविध संरचनात्मक निर्मितीत वितळजोडकाम तंत्र वापरणे इष्ट ठरले. कारण त्यामुळे वस्तूंची, वाहनांची किंवा यंत्रांची निर्मिती जलद व सुलभ होऊ लागली. दुसऱ्या महायुद्धाच्या काळात व त्यानंतर वितळजोडकामाच्या अनेक पद्धती विकसित होऊन त्यांसाठी खास यंत्रांची निर्मिती करण्यात आली. त्यामुळे वितळजोडकामाची गुणवत्ता वाढली व उत्पादन कामात अनेक कारखान्यांत सर्रास हीच पद्धत वापरण्यावर भर दिला जाऊ लागला. अत्याधुनिक तंत्रात जोडावयाच्या धातूच्या तुकड्यांत घर्षण घडवून वितळण केले जाते, तर वातावरणीय तापमानास उच्च दाबाने असे तुकडे जोडले जातात. यांना अनुक्रमे घर्षण वितळजोडकाम व शीत वितळजोडकाम असे म्हणतात. इलेक्ट्रॉन शलाका, लेसर शलाका [⟶लेसर] किंवा आयनद्रायू (उच्च आयनीभवन झालेल्या वायूंची आयन म्हणजे विद्युत् भारित अणू, रेणू वा अणूगट) प्रज्योत यांचाही धातू वितळविण्यासाठी वितळजोडकामात उपयोग करतात.
उपयोजन : वितळजोडकामाचा उपयोग प्रारंभीच्या काळात लहान किंवा कमी महत्त्वाचे भाग जोडण्यासाठीच मर्यादित होता. विसाव्या शतकाच्या उत्तरार्धात जहाजे, रेल्वे एंजिने, रेल्वेचे रूळ व डबे, मोटारगाड्या, विमाने, नळमार्ग, गृहोपयोगी उपकरणे यांसारख्या असंख्य गोष्टी बनविण्यासाठी वितळजोडकामाचा उपयोग करण्यात येत आहे. धातूंचा उपयोग करणारे बहुतेक सर्व उद्योग धातूंचे जोडकाम करणाऱ्याउ या तंत्राचा कमी जास्त प्रमाणात वापर करीत असले, तरी काही उद्योग याच तंत्रावर पूर्णपणे अवलंबून आहेत. याचे खनिज तेल उद्योग हे एक नमुनेदार उदाहरण आहे. तेल विहिरीसाठी छिद्रण करताना येणाऱ्या छिद्रकाच्या कर्तन कडा तयार करताना चिवट आधाराला कठीण धातूच्या वितळजोड केलेला असतो. पृष्ठभागी तेल आणण्यासाठी वापरण्यात येणाऱ्या नळाचे भाग धातूपट्टापासून वितळजोडकामाने बनवितात आणि या भागांची टोकासटोक अशी वितळजोडकामाने जोडणी करून गळती-बंद वेष्टन तयार करतात. परिष्करण कारखान्यात तेलावर ज्या उपकरणसामग्रीत प्रक्रिया केली जाते तिच्यातील प्रत्येक कायम जोड हा वितळजोड असतो. परिष्करण कारखान्यापासून किंवा त्याच्याकडे करण्यात येणारी तेलाची वाहतूक वितळजोडकामाने बनविलेले नळमार्ग, जहाजे, टाकीयुक्त ट्रक व पिंपे यांच्या द्वारेच केली जाते. शेवटी पेट्रोल वितळजोडकाम केलेल्या जमिनीखालील पात्रातून ग्राहकाच्या मोटारगाडीतील वितळजोडकामाने तयार केलेल्या पोलादी टाकीत भरले जाते.
यंत्रसामग्रीच्या एखाद्या भागात किंवा वायू ठेवण्याचे उद्दिष्ट असेल, तर तो भाग वितळजोडाने बनविणे उचित ठरते. पाणी, इंधन वायू, खनिज तेल व त्यापासून मिळणारी उत्पादने यांसारखे अनेक द्रव व वायू यांची साठवण, संस्करण व वाहतूक करण्यासाठी वितळजोडकामाने केलेली उपकरणसामग्री वापरतात. उच्च दाबाखालील वायू अगर द्रव ठेवण्यासाठी बांधलेली शक्ति-उत्पादक बाष्पित्रे व इतर पात्रे पूर्ण विश्वसनीयतेने वितळजोडकामानेच बनवितात.
अणुकेंद्रीय विक्रियकातील (अणुभट्टीतील) इंधन घटकयुक्त लहान पात्रांपासून ते गळतीच्या प्रसंगी किरणोत्सर्ग बंदिस्त ठेवण्यासाठी उभारलेल्या प्रचंड आवरणापर्यंत सर्व सामग्रीसाठी वितळजोडकामाचा उपयोग करतात. विक्रियकाकरिता बांधकाम साहित्य विकसित करताना वा निवडताना सुलभपणे वितळजोडकाम करता येणे ही एक महत्त्वाची कसोटी ठरली आहे.
अर्थात वितळजोडकाम हे फक्त गळती बंद करण्याच्या उपयोगाकरिताच वापरले जाते असे नाही. परंपरांगत ‘चौकटीवरील साटा’ पद्धतीच्या मोटारगाडीत सु. ८,००० ते १०,००० विद्युत् रोध वितळजोड असतात व सु. १२ मी. पर्यंत विद्युत् प्रज्योत वितळजोडकाम असते. मुख्य भारवाहक घटक म्हणून साट्याचा उपयोग करणाऱ्या मोटारगाडीत याहीपेक्षा जास्त वितळजोडकाम वापरण्यात येते. ट्रक, रेल्वे एंजिने, माती हलविणारी यंत्रसामग्री यांसारखी जड वाहने बनविण्याकरिता मूलभूत साधन म्हणून विद्युत् प्रज्योत वितळजोडकामाचा उपयोग करण्यात येतो.
विमान उद्योगात वितळजोडकाम केलेली रचना त्या मानाने काहीशी कमी प्रमाणात वापरली जाते. वातपर्ण [⟶वायुवामिकी] व विमानाची मूलभूत संरचना यांत वापरण्यात येणाऱ्या ॲल्युमिनियमाच्या मिश्रधातूंची शक्ती त्यांच्या विशेष उष्णता संस्कारणातून प्राप्त झालेली असते आणि वितळजोडकामाच्या उष्णतेमुळे त्यांच्या गुणधर्मात ऱ्हास होतो. टरबाइने व रॉकेट एंजिने मात्र वितळजोडकामाने बनवितात.
पूल व इमारती वितळजोडकामाचा उपयोग करून उभारता येतात आणि त्यामुळे अशा बांधकामासाठी लागणाऱ्या पोलादाच्या प्रमाणात १०% ते २०% बचत होते. विजळजोडकामाने उभारलेल्या संरचनांचे प्रमाण विसाव्या शतकाच्या उत्तरार्धात पुष्कळच वाढले आहे. प्रशीतक, धुलाई यंत्रे, कढ्या, नळकाम, खिडक्यांची आवरणे, तापन प्रणाली, निर्वात कचराचोषक वगैरे गृहिपयोगी उपकरणांत व प्रणालीतहजारो वितळजोडांचा उपयोग केलेला आढळतो. घरे व तत्सम इतर लहान इमारती यांचीही उभारणी वितळजोडकामाने करण्यात येते.
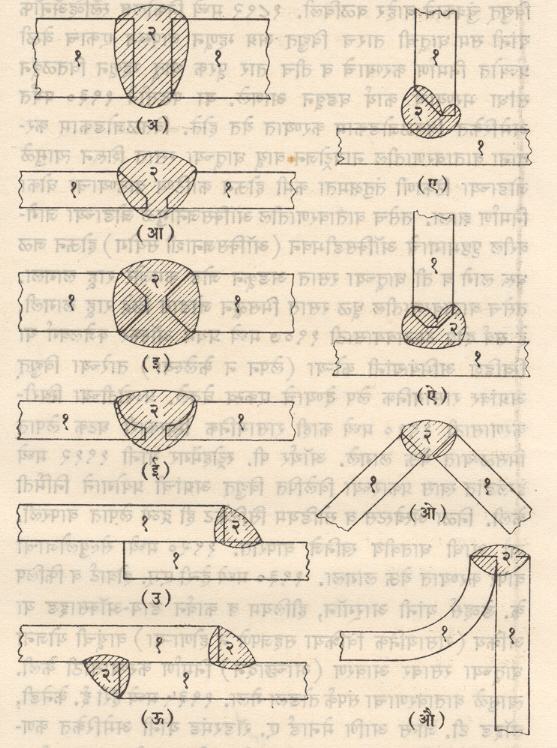
पूर्वतयारी : वितळजोड करण्यापूर्वी प्रथम जोडावयाचे तुकडे किंवा भाग जोडाच्या स्वच्छ करून घेऊन त्यांना हात कानशीने अथवा ⇨रधित्राने किंवा ⇨चक्री कर्तन यंत्राने तिरप (चप) देतात. त्यामुळे त्यांच्या छेदाचा पृष्ठभाग संधानक्रियेसाठी अनुकूल होतो. अशा दोन तुकड्यांत निर्माण झालेली इंग्रजी व्ही (V) आकाराची फट (गाळा) वितळजोडकामात पूरक धातुरसाने थराथरांनी व्यवस्थित भरता येते. तुकड्याची जाडी जास्त असल्यास असे चप दोन्ही अंगांवर देतात. तुकडे कोनात जोडताना आतले कोपरे पूरक धातुरसाने भरताना तो रस तुकड्यांच्या रसात खोलवर शिरावा लागतो. काही कामांत जोडावयाचे भाग दाब पकडीने पकडून योग्य पातळीत राहतील अशी व्यवस्था करावी लागते. निरनिराळ्या कामांसाठी वापरण्यात येणारे निरनिराळे वितळजोड प्रकार आ. १. मध्ये दाखविले आहेत.
काही जोडांना जादा बळकटीसाठी एका अंगावर सम धातूच्या पट्ट तुकड्याचा आधार वितळजोडाने देतात.
 पूरक धातू व अभिवाह : जोडावयाच्या तुकड्यांच्या धातूचीच पूरक धातू असावी लागते व ती लांब गोल कांडीच्या स्वरूपात निरनिराळ्या जाडीची पुरविली जाते. जोडावयाच्या तुकड्यांच्या किंवा मागांच्या जाडीला अनुकूल अशा निरनिराळ्या जाडीची ती असते. वायू वितळजोड पद्धतीत अशा कांड्या कोऱ्या असून त्या वायू ज्योतीमध्ये धरून वितळत असताना अभिवाह वेगळा पुरवितात. रसातील धूळ, कचरा, जळ काढून टाकण्यासाठी अभिवाहाचा वापर करावा लागतो. निरनिराळ्या धातूंसाठी निरनिराळे अभिवाह वापरतात. टाकणखार, काचेची पूड, मँगॅनीज, सिलिकॉन, टिटॅनियम, ॲल्युमिनियम, मॅग्नेशियम इ. धातूंची ऑक्साइडे, तसेच इतर संयुगे अभिवाह म्हणून किंवा बाजारात त्यांचे मिळणारे तयार मिश्रण वापरतात. शुद्धलोखंड किंवा कार्बन पोलादाच्या जोडकामात अभिवाह वापरीत नाहीत. विद्युत् वितळजोडकाम पद्धतीत अभिवाह-विलेपित कांड्या वापरतात. विद्युत् प्रज्योत निर्माण करण्यासाठी या कांडीचा विद्युत् अग्र म्हणून उपयोग होतो व ती वितळतांना सांध्यात रसाचे भरण होते व त्यावरील अभिवाहाचा लेप वितळून रसातील अशुद्ध घटक मळीरूपाने बाहेर काढले जातात. अशा कांड्या बहुधा भरीव असतात परंतु काही वितळजोडकाम पद्धतीत त्या पोकळ असून त्यांतून अभिवाह चूर्ण पुरविले जाते. ज्या वेळेस विद्युत् अग्रासाठी टंगस्टन धातूची कांडी वापरतात त्या वेळेस अभिवाह प्रज्योतीत वेगळा पुरविला जातो. पूरक धातूची तार वितळजोड यंत्रात वापरतात. विलेपित कांडीसाठी अभिवाह, बंधक घटक, प्रज्योत स्थिरीकरण घटक, मळीकरण घटक यांचे मिश्रण करून त्याचा लेप कोऱ्या कांडीवर देतात. त्यासाठी सिलिक, ॲल्युमिना, धातुखनिजे, ॲस्बेस्टस, लाकडाचे चूर्ण, सेल्युलोज, कापसाचे तंतू, सोडियम व पोटॅशियम सिलिकेट, चिनी माती व लवण वगैरे पदार्थ वापरतात.
पूरक धातू व अभिवाह : जोडावयाच्या तुकड्यांच्या धातूचीच पूरक धातू असावी लागते व ती लांब गोल कांडीच्या स्वरूपात निरनिराळ्या जाडीची पुरविली जाते. जोडावयाच्या तुकड्यांच्या किंवा मागांच्या जाडीला अनुकूल अशा निरनिराळ्या जाडीची ती असते. वायू वितळजोड पद्धतीत अशा कांड्या कोऱ्या असून त्या वायू ज्योतीमध्ये धरून वितळत असताना अभिवाह वेगळा पुरवितात. रसातील धूळ, कचरा, जळ काढून टाकण्यासाठी अभिवाहाचा वापर करावा लागतो. निरनिराळ्या धातूंसाठी निरनिराळे अभिवाह वापरतात. टाकणखार, काचेची पूड, मँगॅनीज, सिलिकॉन, टिटॅनियम, ॲल्युमिनियम, मॅग्नेशियम इ. धातूंची ऑक्साइडे, तसेच इतर संयुगे अभिवाह म्हणून किंवा बाजारात त्यांचे मिळणारे तयार मिश्रण वापरतात. शुद्धलोखंड किंवा कार्बन पोलादाच्या जोडकामात अभिवाह वापरीत नाहीत. विद्युत् वितळजोडकाम पद्धतीत अभिवाह-विलेपित कांड्या वापरतात. विद्युत् प्रज्योत निर्माण करण्यासाठी या कांडीचा विद्युत् अग्र म्हणून उपयोग होतो व ती वितळतांना सांध्यात रसाचे भरण होते व त्यावरील अभिवाहाचा लेप वितळून रसातील अशुद्ध घटक मळीरूपाने बाहेर काढले जातात. अशा कांड्या बहुधा भरीव असतात परंतु काही वितळजोडकाम पद्धतीत त्या पोकळ असून त्यांतून अभिवाह चूर्ण पुरविले जाते. ज्या वेळेस विद्युत् अग्रासाठी टंगस्टन धातूची कांडी वापरतात त्या वेळेस अभिवाह प्रज्योतीत वेगळा पुरविला जातो. पूरक धातूची तार वितळजोड यंत्रात वापरतात. विलेपित कांडीसाठी अभिवाह, बंधक घटक, प्रज्योत स्थिरीकरण घटक, मळीकरण घटक यांचे मिश्रण करून त्याचा लेप कोऱ्या कांडीवर देतात. त्यासाठी सिलिक, ॲल्युमिना, धातुखनिजे, ॲस्बेस्टस, लाकडाचे चूर्ण, सेल्युलोज, कापसाचे तंतू, सोडियम व पोटॅशियम सिलिकेट, चिनी माती व लवण वगैरे पदार्थ वापरतात.
वितळजोडकाम पद्धती : या पद्धतींचे दोन गट असून पहिल्यात जोडकामाची क्रिया दाबाने केली जाते, तर दुसऱ्या धातू वितळवून रसाच्या मिश्रणाने केली जाते. दाबयुक्त वितळजोडकामात दाब यांत्रिक पद्धतीने दिला जातो. घडीव वितळजोडकामात धातूचे तुकडे तापवून मऊ झाल्यावर हातोडीने एकत्र ठोकून किंवा यांत्रिक दाबाने लाटून वा दाबून जोडले जातात. घर्षण वितळजोडकामत धातूच्या तुकड्यांत घर्षण घडवून ते तापवून मऊ झाले म्हणजे त्यांवर दाब देऊन जोड केला जातो. शीत वितळजोडक मात वातावरणीय तापमानाला धातूचे तुकडे उच्च दाबाखाली त्यांच्यात उष्णता निर्माण झाल्याने एकत्र जोडले जातात. विद्युत् रोध वितळजोडकामात जोडावयाच्या धातूच्या तुकड्यांतून कमी दाबाच्या उच्च विद्युत् प्रवाह सोडून जोडावयाच्या भागाच्या जागची धातू तापून मऊ झाल्यावर तीवर यांत्रिक दाब देऊन सांधण्याची क्रिया करतात. या सर्व पद्धतींत पूरक धातुकांडी वापरावी लागत नाही. दुसऱ्या गटातील पद्धतीत जोडावयाच्या धातूच्या तुकड्यांना वा भागांना वितळविण्यासाठी लागणारी उष्णता वायुज्योत, विद्युत् प्रज्योत, लेसर शलाका, इलेक्ट्रॉन शलाका यांनी किंवा ऊष्मारासायनिक पद्धतीने दिली जाते. जोडावयाच्या धातूच्या भागांचा व पूरक धातूचा वितळून रस झाल्यावर त्यांच्या एकत्र मिश्रणाने जोड केला जातो. अशा काही जोडकामांत दाब देण्याची जरूरी नसते. मात्र रसाच्या मिश्रणातील अशुद्ध घटक बाहेर काढून टाकण्यासाठी अभिवाहांची किंवा वातावरणाचा रसांशी संपर्क येऊ नये म्हणून आर्गॉन, हीलियम वगैरे अक्रिय वायूंचे आच्छादन देण्याची जरूरी असते.
घडीव वितळजोडकाम : वितळजोडकामाचे हे मूळ संयोग तंत्र लोखंडाच्या अगदी प्रारंभीच्या उपयोगांइतके जुने आहे. हे तंत्र प्रारंभी लोखंडाचे लहान तुकडे एकत्र जोडून मोठे उपयुक्त तुकडे तयार करण्यासाठी वापरण्यात येई. जोडावयाच्या भागांना प्रथम योग्य तो आकार देण्यात येई, नंतर ते वितळजोडकाम करता येईल इतक्या तापमानापर्यंत भट्टीत तापवीत आणि शेवटी हातोडीने ठोकून वा दाबून एकत्र करण्यात येत. उदा., दमास्कस तलवार बनविण्यासाठी घडीव लोखंडाचे दंड ठोकून पातळ बनवीत व नंतर त्यांची घडी घालून पुन्हा ठोकून वितळजोड करीत. ही प्रक्रिया जितक्या जास्त वेळा करण्यात येई तितकी तलवार जास्त चिवट बनत असे.
मध्ययुगीन काळात अनेक लोखंडी पट्ट्या घडीव वितळजोडकामाने जोडून तोफा बनवीत असत. तसेच क्रुसाकार धुनष्यातून (क्रॉसबो मधून) सोडले जाणारे व पोलादी टोके असलेले बाण अशा वितळजोडकामाने तयार करीत. घडीव वितळजोडकाम आता मुख्यत्वे लोहारकामाच्या रूपात टिकून राहिलेले असून साखळ्या तयार करण्यासाठी त्याचा अद्यापही काही प्रमाणात उपयोग करतात.
शीत वितळजोडकाम : या पद्धतीत उष्णतेचा उपयोग न करता वातावरणीय तापमानाला धातूचे तुकडे केवळ एकत्रितपणे दाबून जोडण्यात येतात. जोडावयाचे पृष्ठभाग चांगल्या प्रकारे तयार करावे लागतात. जोडाच्या ठिकाणी ३५-९० टक्के विरूपण निर्माण होण्याइतका पुरेसा दाब आवश्यक असतो. या दाबाचे परिमाण जोडावयाच्या धातूवर अवलंबून असते. या तंत्राचा उपयोग मुख्यत्वे पत्र्यांचे आरोहक जोड व तारांचे शीत-सीमा यांच्याकरिता करण्यात येतो. दाब देण्यासाठी ⇨दाबयंत्राचा अथवा ⇨वातचलित हत्यार योजनेचा उपयोग करता येतो. या पद्धतीने तांबे व मऊ ॲल्युमिनियम मिश्रधातू यांचे मजबूत जोड करता येतात. ॲल्युमिनियमाचा जोड करण्यासाठी १४,००० ते २८,००० किग्रॅ./चौ. सेंमी. इतका दाब लागतो. इतर बहुतेक सर्व धातूंकरिता यापेक्षा जास्त दाब लागतो.
घर्षण वितळजोडकाम : ही पद्धती १८९१ मध्ये एकस्वविषयक अर्जात दिलेली होती परंतु अमेरिकेत ती १९६० पर्यंत वापरात आली नाही. या पद्धतीत जोडावयाचे धातूचे दोन भाग भाराखाली एकत्रित आणण्यात येतात व त्यांपैकी एक जलद वेगाने फिरत असतो. घर्षणजन्य उष्णतेमुळे आंतरपृष्ठावरील द्रव्य आकार्य (आकार देण्याइतके मऊ) होते तेव्हा फिरण्याची गती थांबवितात आणि भार वाढवून जोड दृढ करतात. आकार्य विरूपणामुळे मजबूत जोड तयार होतो वत्यामुळे ही प्रक्रिया म्हणजे दाब वितळण्याजोडकामाचा प्रकारभेद म्हणता येईल. ही प्रक्रिया स्व-नियंत्रक आहे कारण जसजसे जोडाजवळील तापमान वाढते, तसतसा घर्षणांक कमी होतो व त्यामुळे अतितापन होत नाही. या पद्धतीकरिता वापरण्यात येणारी यंत्रे जवळजवळ ⇨लेथसारखीच दिसतात. वेग, प्रेरणा व काल या राशी बदलणाऱ्याअसतात. मोटारगाडी उद्योगात आसाची आवरणे तयार करण्यासाठी ही प्रक्रिया स्वयंचलित करण्यात आलेली आहे.
 वायू वितळजोडकाम : या पायाभूत धातू वितळविण्याच्या प्रकारच्या वितळजोडकाम प्रक्रियेत, सामान्यतः ॲसिटिलिनाच्या व्यापारी दृष्ट्या शुद्ध ऑक्सिजनाबरोबर केलेल्या मिश्रणाच्या ज्वलनाद्वारे निर्माण होणाऱ्याउष्णतेचा उपयोग करतात. याच्या ज्योतीचे तापमान सु. ३,०४०° से. असून ज्योत केंद्रीभूत स्वरूपात असल्याने कोणत्याही धातूचे स्थानीय वितळण करण्याइतकी प्रखर असते. यामुळे धातूच्या तुकड्यांचा सहज संयोग करता येतो. विद्युत् प्रज्योतीपेक्षा वायू ज्योतीचे तापमान कमी असते व तिचे केंद्रीकरणही कमी असते. यामुळे वायू झोत ज्वालक झाळकामासाठी, कमी जाडीच्या धातूच्या वितळजोडकामासाठी, तसेच जोड तडकणे टाळण्याकरिता निम्न तापमान प्रवणता आवश्यक असते अशा उपयोगात (उदा., बिडाच्या वितळजोडकामात) वापरतात. धातूचे जाड तुकडे जोडावयाचे असतात तेव्हा जोडावयाच्या कडांना तिरप देणे आवश्यक असते. यामुळे कडांमध्ये व्ही (V) आकार तयार होऊन त्यात योग्य संघटन असलेली पूरक धातुकांडी वितळवून धातू व पायाभूत धातू यांचा चांगला संयोग होतो. चांगल्या प्रकारे केलेला असा जोड स्वच्छ व बळकट असून त्यात हानिकारक दोष नसतात. आणि मूळ जोडावयाच्या भागांइतकाच किंवा त्याहीपेक्षा जास्त मजबूत असतो.
वायू वितळजोडकाम : या पायाभूत धातू वितळविण्याच्या प्रकारच्या वितळजोडकाम प्रक्रियेत, सामान्यतः ॲसिटिलिनाच्या व्यापारी दृष्ट्या शुद्ध ऑक्सिजनाबरोबर केलेल्या मिश्रणाच्या ज्वलनाद्वारे निर्माण होणाऱ्याउष्णतेचा उपयोग करतात. याच्या ज्योतीचे तापमान सु. ३,०४०° से. असून ज्योत केंद्रीभूत स्वरूपात असल्याने कोणत्याही धातूचे स्थानीय वितळण करण्याइतकी प्रखर असते. यामुळे धातूच्या तुकड्यांचा सहज संयोग करता येतो. विद्युत् प्रज्योतीपेक्षा वायू ज्योतीचे तापमान कमी असते व तिचे केंद्रीकरणही कमी असते. यामुळे वायू झोत ज्वालक झाळकामासाठी, कमी जाडीच्या धातूच्या वितळजोडकामासाठी, तसेच जोड तडकणे टाळण्याकरिता निम्न तापमान प्रवणता आवश्यक असते अशा उपयोगात (उदा., बिडाच्या वितळजोडकामात) वापरतात. धातूचे जाड तुकडे जोडावयाचे असतात तेव्हा जोडावयाच्या कडांना तिरप देणे आवश्यक असते. यामुळे कडांमध्ये व्ही (V) आकार तयार होऊन त्यात योग्य संघटन असलेली पूरक धातुकांडी वितळवून धातू व पायाभूत धातू यांचा चांगला संयोग होतो. चांगल्या प्रकारे केलेला असा जोड स्वच्छ व बळकट असून त्यात हानिकारक दोष नसतात. आणि मूळ जोडावयाच्या भागांइतकाच किंवा त्याहीपेक्षा जास्त मजबूत असतो.
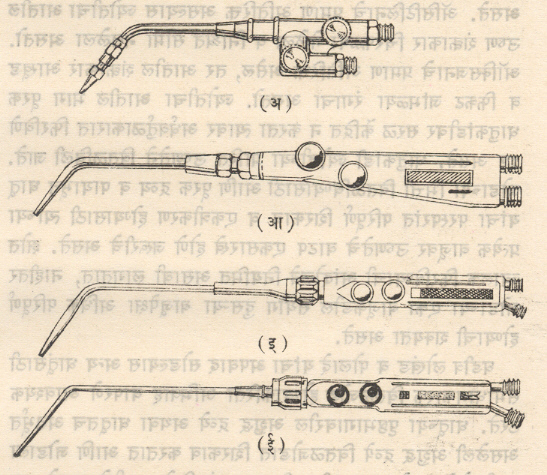
वितळजोडकामाच्या ऑक्सि-ॲसिटिलीन झोत ज्वालकात ऑक्सिजन व ॲसिटिलीन हे दोन वायू योग्य प्रमाणात पूर्णपणे मिसळले जातात. या ज्वालकाच्या ज्योतीची सहजपणे जुळवणी व नियंत्रण करता येते. कमी जाडीच्या धातू भागांच्या वितळजोडकामासाठी लहान ज्योत व कमी उष्णता लागते, तर अवजड भागांसाठी मोठी ज्योत व पुष्कळ उष्णता लागते. यामुळे निरनिराळ्या उपयोगांसाठी अदलाबदल करता येणारी निमुळती नलिकाग्रे झोत ज्वालक उत्पादक पुरवितात. स्थूलमानाने झोत ज्वालकांचे उच्च दाबयुक्त व निम्न दाबयुक्त असे दोन प्रकार होतात. उच्च दाबयुक्त झोत ज्वालकात ॲसिटिलीन व ऑक्सिजन हे दोन्ही वायू ज्वालकाला पुष्कळ मोठ्या दाबाने पुरविले जातात. हे दाब नलिकाग्राच्या वाढत्या आकारमानाबरोबर वाढते ठेवले जातात. (आ. २).
निम्न दाब किंवा अंतःक्षेपी प्रकारच्या झोत ज्वालकात फक्त ऑक्सिजन दाबाखाली असतो. मिश्रण कक्षाची रचना अशा प्रकारे केलेली असते की, मिश्रणात जाणाऱ्या ॲसिटिलिनाचे घनफळ हे ऑक्सिजनाच्या घनफळावर अवलंबून न राहता त्याच्या वेगानुसार असते.
साधारणतः वितळजोजकामाची ज्योत उदासीन असणे म्हणजे तीत ऑक्सिजनाचे वा ॲसिटिलिनाचे प्रमाण अतिरिक्त नसणे इष्ट असते. ॲसिटिलिनाचे प्रमाण अतिरिक्त असल्यास ज्योतीचा आतील उष्ण शंक्वाकार चिरफळ्या गेलेला व निश्चित सीमा नसलेला असतो. ऑक्सिजनाचे अतिरिक्त असेल, तर आतील शंक्वाकार आखूड व फिकट जांभळ्या रंगाचा असतो. ज्योतीचा आतील भाग पूरक धातुकांडीवर सरळ केंद्रित न करता त्यावर अर्धवर्तुळाकारात फिरविणे इष्ट असते. धातुकांडी ज्योतीच्या प्रारित उष्णतेने वितळविली जाते. जोडाच्या भित्ती वितळविण्यासाठी आणि पूरक द्रव्य व पायाभूत धातू यांचा परस्परांत परिपूर्ण शिरकाव व एकत्रीकरण होण्यासाठी त्याच्या प्रत्येक बाजूवर उष्णतेचे वाटप एकसारखे होणे जरूरीचे असते. झोत ज्वालक फिरविण्याची आंदोलने नियमित असावी लागतात, नाहीतर जोड्याच्या एका बाजूकडील संयोग दुसऱ्याझ बाजूपेक्षा अधिक परिपूर्ण होण्याची शक्यता असते.
घडीव लोखंड व पोलादे यांचा अपवाद सोडल्यास अन्य धातूंसाठी समाधानकारक वितळजोड होण्याकरिता अभिवाह वापरणे आवश्यक ठरते. धातूच्या पृष्ठभागावरील अशुद्ध द्रव्ये अथवा धातूतच अंतर्भूत असलेली अशुद्ध द्रव्ये वितळजोडात शिरकाव करतात आणि जोडाला हानी पोहोचू नये म्हणून ती मळीरूपात तरंगविणे जरूरीचे असते. या अशुद्ध द्रव्यांचा योग्य अभिवाहाबरोबर संयोग होऊन मळी तयार होते. अशुद्ध द्रव्ये व वितळजोडकामाच्या प्रक्रियेत तयार होणारा थोडा ऑक्साइड पृष्ठभागावर पापुद्र्याच्या स्वरूपात राहतात. थंड झाल्यावर तो पापुद्रा खरवडून वा यंत्रण करून सहजपणे करून सहजपणे काढून टाकता येतो. शिसे, ॲल्युमिनियम व मॅग्नेशियम यांसारख्या कमी वितळबिंदू असलेल्या धातूंच्या वायू वितळजोडकामासाठी हायड्रोजनासारख्या इतर इंधन वायूंचा उपयोग करतात.
वायू वितळजोडकाम करताना काळ्या चष्माचा किंवा पत्र्यात बसविलेल्या काळ्या काचेचा उपयोग करणे आवश्यक असते. काळ्या काचेमुळे ज्योतीपासून निघणाऱ्या हानिकारक जंबुपार किरणांपासून [⟶जंबुपार प्रारण] डोळ्यांचे संरक्षण होते. वितळजोडकामात उडणाऱ्या धातूच्या कणांपासून काळ्या काचेचे संरक्षण करण्यासाठी तिच्या बाह्य भागावर एक स्वच्छ आच्छादक काच बसविणे जरूरीचे असते. विद्युत् प्रज्योत वितळजोडकाम करतानाही काळ्या चष्म्याचा वापर करणे आवश्यक असते.
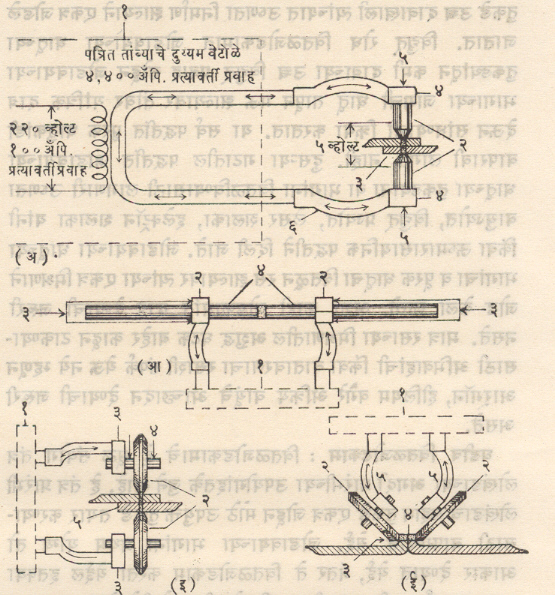 विद्युत् रोध वितळजोडकाम : या पद्धतीने बिंदू, टीप (शिवण), सीमा, कड व प्रक्षेप वितळजोडकाम करता येते. या प्रक्रियेत संयोगाकरिता लागणारी उष्णता जोडाच्या विद्युत् रोधाद्वारे आंतरपृष्ठापाशी निर्माण केली जाते. वितळजोड सापेक्षतः कमी कालावधीत (नमुनेदारपणे ०.२ सेकंद) तयार होतो आणि त्याकरिता निम्न दाबाचा व उच्च प्रवाहाचा विद्युत् शक्ती उदगम वापरतात. जोडाच्या प्रत्येक बाजूला एक याप्रमाणे ठेवलेल्या विद्युत् अग्रांच्या द्वारे प्रेरणा लावलीजाते. बिंदू, सीमा, टीप व कड या वितळजोड प्रकारांसाठी वापरली जाणारी विद्युत् रोध वितळजोड यंत्रे आ. ३ मध्ये दाखविली आहेत. या प्रक्रियेत अभिवाहांची जरूरी नसते. यंत्रात विद्युत् पुरवठा ⇨रोहित्रातून केला जातो व त्यात धातूच्या जाडीप्रमाणे विद्युत् प्रवाह हव्या त्या दाबाचा पुरविण्याची योजना केलेली असते. असा प्रवाह दोन विद्युत् अग्रांमधून नगामध्ये (जोडावयाच्या धातूच्या तुकड्यांमध्ये) सोडला जातो आणि आंतरपृष्ठावरील धातू तापून मऊ झाल्यावर पकड जबड्यांवर यांत्रिक दाब दिला जातो व जोड पूर्ण होतो. विद्युत् अग्रे थंड राहण्यासाठी त्यांतून पाणी खेळविण्याची व्यवस्था केलेली असते. विद्युत् अग्रे कठीण तांब्याच्या कांडीच्या वा चकतीच्या स्वरूपात वापरतात. एकमेकांवर असलेले धातुपत्रे जोडण्यासाठी नियंत्रित अंतरावर बिंदू वितळजोड करतात. या जोडाचे सामर्थ्य वितळजोडांची संख्या व आकारमान यांवर अवलंबून असते. टीप वितळजोडकाम ही अखंड प्रक्रिया असून तीत जोडामध्ये विद्युत् प्रवाहाचे स्पंद क्रमाक्रमाने सोडून परस्परव्यापी बिंदू वितळजोडांची मालिका तयार करतात अथवा अखंड टीप तयार करतात. जेथे बिंदू वितळजोडकाम पुरेसे ठरत नाही अशा पात्रांसाठी व संरचनांसाठी टीप वितळजोडकाम वापरतात. ही पद्धत बहुधा सापेक्षतः पातळ पत्र्यांसाठी वापरतात परंतु ती सरळ टिपेसाठी वा वर्तुळाकार टिपेसाठी सहजपणे वापरता येते. पिंपे, लहान रोहित्रांच्या टाक्या व इतर पात्रे यांच्या निर्मितीत ही प्रक्रिया मोठ्या प्रमाणावर वापरली जाते. विद्युत् रोध वितळजोडकाम यंत्रात जोडावयाचा एक भाग खळगी असलेला किंवा दाबून प्रक्षेप तयार केलेला असेल, तर हा प्रक्षेप वितळजोडकामाच्या आवर्तनात वितळविला जाऊन प्रक्षेप वितळजोड तयार होतो. या प्रक्रियेत अनेक पूर्वनिर्धारित बिंदूंपाशी एकाच वेळी वितळजोड करता येतात. वरील सर्व प्रक्रियांत अखंड गुणवत्ता नियंत्रणासह उच्च उत्पादन दरांची क्षमता आहे. अत्याधुनिक विद्युत् रोध वितळजोडकाम यंत्रसामग्रीत इष्ट विनिर्देशांप्रमाणे नसलेल्या कोणत्याही वितळजोडाची स्वयं-दुरूस्ती होण्यासाठी संपूर्ण पुनःप्रदाय नियंत्रण प्रणालीचा (एखाद्या प्रदान राशीचे मूल्य नियंत्रित करण्यासाठी नियंत्रित राशीच्या मूल्याचे परत आदान राशीत भरण करणाऱ्या प्रणालीचा) अंतर्भाव असतो.
विद्युत् रोध वितळजोडकाम : या पद्धतीने बिंदू, टीप (शिवण), सीमा, कड व प्रक्षेप वितळजोडकाम करता येते. या प्रक्रियेत संयोगाकरिता लागणारी उष्णता जोडाच्या विद्युत् रोधाद्वारे आंतरपृष्ठापाशी निर्माण केली जाते. वितळजोड सापेक्षतः कमी कालावधीत (नमुनेदारपणे ०.२ सेकंद) तयार होतो आणि त्याकरिता निम्न दाबाचा व उच्च प्रवाहाचा विद्युत् शक्ती उदगम वापरतात. जोडाच्या प्रत्येक बाजूला एक याप्रमाणे ठेवलेल्या विद्युत् अग्रांच्या द्वारे प्रेरणा लावलीजाते. बिंदू, सीमा, टीप व कड या वितळजोड प्रकारांसाठी वापरली जाणारी विद्युत् रोध वितळजोड यंत्रे आ. ३ मध्ये दाखविली आहेत. या प्रक्रियेत अभिवाहांची जरूरी नसते. यंत्रात विद्युत् पुरवठा ⇨रोहित्रातून केला जातो व त्यात धातूच्या जाडीप्रमाणे विद्युत् प्रवाह हव्या त्या दाबाचा पुरविण्याची योजना केलेली असते. असा प्रवाह दोन विद्युत् अग्रांमधून नगामध्ये (जोडावयाच्या धातूच्या तुकड्यांमध्ये) सोडला जातो आणि आंतरपृष्ठावरील धातू तापून मऊ झाल्यावर पकड जबड्यांवर यांत्रिक दाब दिला जातो व जोड पूर्ण होतो. विद्युत् अग्रे थंड राहण्यासाठी त्यांतून पाणी खेळविण्याची व्यवस्था केलेली असते. विद्युत् अग्रे कठीण तांब्याच्या कांडीच्या वा चकतीच्या स्वरूपात वापरतात. एकमेकांवर असलेले धातुपत्रे जोडण्यासाठी नियंत्रित अंतरावर बिंदू वितळजोड करतात. या जोडाचे सामर्थ्य वितळजोडांची संख्या व आकारमान यांवर अवलंबून असते. टीप वितळजोडकाम ही अखंड प्रक्रिया असून तीत जोडामध्ये विद्युत् प्रवाहाचे स्पंद क्रमाक्रमाने सोडून परस्परव्यापी बिंदू वितळजोडांची मालिका तयार करतात अथवा अखंड टीप तयार करतात. जेथे बिंदू वितळजोडकाम पुरेसे ठरत नाही अशा पात्रांसाठी व संरचनांसाठी टीप वितळजोडकाम वापरतात. ही पद्धत बहुधा सापेक्षतः पातळ पत्र्यांसाठी वापरतात परंतु ती सरळ टिपेसाठी वा वर्तुळाकार टिपेसाठी सहजपणे वापरता येते. पिंपे, लहान रोहित्रांच्या टाक्या व इतर पात्रे यांच्या निर्मितीत ही प्रक्रिया मोठ्या प्रमाणावर वापरली जाते. विद्युत् रोध वितळजोडकाम यंत्रात जोडावयाचा एक भाग खळगी असलेला किंवा दाबून प्रक्षेप तयार केलेला असेल, तर हा प्रक्षेप वितळजोडकामाच्या आवर्तनात वितळविला जाऊन प्रक्षेप वितळजोड तयार होतो. या प्रक्रियेत अनेक पूर्वनिर्धारित बिंदूंपाशी एकाच वेळी वितळजोड करता येतात. वरील सर्व प्रक्रियांत अखंड गुणवत्ता नियंत्रणासह उच्च उत्पादन दरांची क्षमता आहे. अत्याधुनिक विद्युत् रोध वितळजोडकाम यंत्रसामग्रीत इष्ट विनिर्देशांप्रमाणे नसलेल्या कोणत्याही वितळजोडाची स्वयं-दुरूस्ती होण्यासाठी संपूर्ण पुनःप्रदाय नियंत्रण प्रणालीचा (एखाद्या प्रदान राशीचे मूल्य नियंत्रित करण्यासाठी नियंत्रित राशीच्या मूल्याचे परत आदान राशीत भरण करणाऱ्या प्रणालीचा) अंतर्भाव असतो.
चमक वितळजोडकाम ही विद्युत् रोध वितळजोडकामाचीच एक प्रक्रिया आहे. तीत जोडावयाचे भाग एकत्र पकडले जातात व त्यांची टोके सावकाश जवळ आणून मग दूर करून विद्युत् प्रज्योत किंवा चमक निर्माण करतात. जोडाचे संपूर्ण क्षेत्र तापेपर्यंत चमक वा प्रज्योत क्रिया चालू ठेवतात. नंतर जोराने भाग एकत्र आणतात आणि जोड तयार होऊन थंड होईपर्यंत दाब कायम ठेवतात.
निम्न व उच्च कंप्रता (दर सेकंदाला होणारी विद्युत् प्रवाह कंपनीची संख्या निम्न व उच्च असणाऱ्या) रोध वितळजोडकामाचा उपयोग नळ्या तयार करण्यासाठी करतात. नळीतील अनुदैर्घ्य (लांबीच्या दिशेतील) जोड करण्यासाठी धातू वाफवून तिच्या कडा जवळ आणून आकार दिला जातो. नगातून जाणाऱ्या विद्युत् प्रवाहाने व लाटांमधून (रोलर्समधून) नळी जाण्याच्या वेगाने वितळजोडकामाच्या उष्णतेचे नियमन होते. या प्रक्रियेत प्रती मिनिट ६० मी. इतका वितळजोडकाम वेग मिळू शकतो.
विद्युत् प्रज्योत वितळजोडकाम : औद्योगिक वितळजोडकामाचा सर्वांत मोठा भाग विद्युत् प्रज्योत वितळजोडकाम प्रक्रियांनी केला जातो. वितळजोडकामात वापरली जाणारी विद्युत् प्रज्योत ही उच्च प्रवाह (१०-२,००० अँपियर) व निम्न दाब (१० ते ५० व्होल्ट) असलेले विद्युत् विसर्जन असते. प्रज्योत स्तंभ जटिल स्वरूपाचा असतो पण स्थूलमानाने त्यात इलेक्ट्रॉन उत्सर्जीत करणारा ऋणाग्र, प्रवाहाच्या संवहनासाठी आयनद्रायू व धनाग्र यांचा अंतर्भाव असतो. धनाग्र भाग इलेक्ट्रॉनच्या भडिमारामुळे सापेक्षतः गरम होतो. यामुळे विद्युत् अग्र क्षय होणारे असेल, तर ते धनाग्र करतात आणि क्षय होणारे नसेल, तर ते ऋणाग्र करतात. बहुधा एकदिश विद्युत् प्रवाह प्रज्योतीचा उपयोग करतात परंतु प्रत्यावर्ती (मूल्य व दिशा दर सेकंदाला वारंवार बदलणाऱ्या) विद्युत् प्रवाह प्रज्योतींचाही वापर करता येतो.
कार्बन विद्युत् अग्र प्रज्योत वितळजोडकाम : या प्रक्रियेची जागा इतर वितळजोडकाम प्रक्रियांनी मोठ्या प्रमाणावर घेतलेली असली, तरी ती लोही व लोहेतर धातूंसाठी अद्यापही मर्यादित प्रमाणांत वापरली जाते. सामान्यतः कार्बन विद्युत् अग्र व नग यांच्यामध्ये प्रज्योत निर्माण केली जाते. कार्बन प्रज्योत तीव्र उष्णतेचा उद्गम म्हणून उपयोगी पडते व ती पायाभूत धातू एकत्रितपणे वितळविते किंवा वेगळ्या उद्गमनापासून पूरक धातू मिसळण्यात येते. या प्रक्रियेच्या एका निराळ्या प्रकारात प्रज्योत दोन कार्बन विद्युत् अग्रांमध्ये निर्माण केली जाते व नग विद्युत् मंडलाचा भाग नसतो, फक्त प्रज्योतीची उष्णता नगाला दिली जाते. कार्बन विद्युत् अग्रांचा हळूहळू क्षय होतो आणि वितळजोडकाम चालू असताना प्रज्योत लांबी कायम ठेवण्यासाठी त्यांची जुळणी करणे आवश्यक असते.
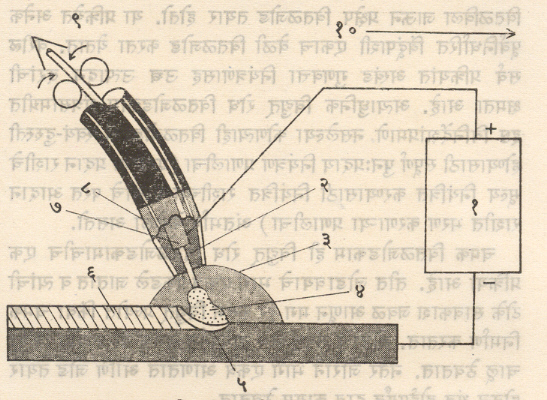
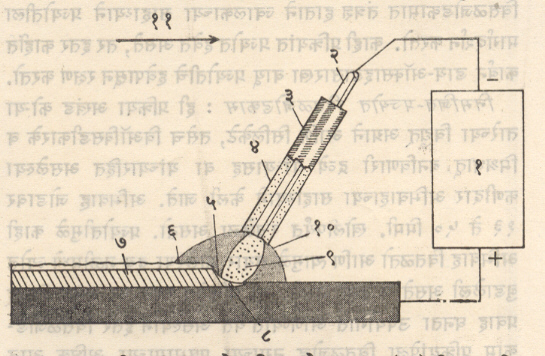 संरक्षित धातु-प्रज्योत वितळजोडकाम : विविध विद्युत् प्रज्योत वितळजोडकाम प्रक्रियांपैकी ही प्रज्योत प्रक्रिया सर्वांत विस्तृत प्रमाणात वापरली जाणारी प्रक्रिया आहे. इतर विद्युत् प्रज्योत वितळजोडकामप्रक्रियांप्रमाणेच या प्रक्रियेतही प्रज्योतीच्या उष्णतेने जोडावयाच्या नग आणि क्षय होणारे विद्युत् अग्र यांचे वितळलेल्या अवस्थेत रूपांतर करण्यात येते. जोडावयाचा नग ‘वितळजोडकाम मंडल’ या नावाने ओळखण्यात येणाऱ्या विद्युत् मंडलाचा भाग करण्यात येतो. क्षय होणाऱ्याविद्युत् अग्रांचा समावेश असलेल्या प्रज्योत वितळजोडकाम प्रक्रियेचा क्षय न होणारी विद्युत् अग्रे वापरणाऱ्याप्रज्योत प्रक्रियेपेक्षा अधिक प्रमाणात उपयोग करण्यात येतो. क्षय होणारे विद्युत् अग्र प्रज्योतीने सतत वितळविले जाते. या प्रज्योतीचा एक ध्रुव विद्युत् अग्र असून दुसरा ध्रुव वितळजोडकाम करावयाची धातू असते सामान्यतः क्षय होणारे विद्युत् अग्र तारेच्या स्वरूपात असून तिचे रासायनिक संघटन नगाप्रमाणेच असते. प्रज्योत विद्युत् अग्र व काही प्रमाणात पायाभूत धातू वितळविते व त्यापासून वितळजोड धातूचा संचय तयार होतो. हा धातुसंचय गोठून वितळजोड तयार होतो. क्षय न होणारे विद्युत् अग्र टंगस्टनाचे अथवा कार्बनाचे असते. या दोहोंचे वितळबिंदू उच्च असून सावकाश बाप्षीभवन होण्याखेरीज त्यांचा क्षय होत नाही.
संरक्षित धातु-प्रज्योत वितळजोडकाम : विविध विद्युत् प्रज्योत वितळजोडकाम प्रक्रियांपैकी ही प्रज्योत प्रक्रिया सर्वांत विस्तृत प्रमाणात वापरली जाणारी प्रक्रिया आहे. इतर विद्युत् प्रज्योत वितळजोडकामप्रक्रियांप्रमाणेच या प्रक्रियेतही प्रज्योतीच्या उष्णतेने जोडावयाच्या नग आणि क्षय होणारे विद्युत् अग्र यांचे वितळलेल्या अवस्थेत रूपांतर करण्यात येते. जोडावयाचा नग ‘वितळजोडकाम मंडल’ या नावाने ओळखण्यात येणाऱ्या विद्युत् मंडलाचा भाग करण्यात येतो. क्षय होणाऱ्याविद्युत् अग्रांचा समावेश असलेल्या प्रज्योत वितळजोडकाम प्रक्रियेचा क्षय न होणारी विद्युत् अग्रे वापरणाऱ्याप्रज्योत प्रक्रियेपेक्षा अधिक प्रमाणात उपयोग करण्यात येतो. क्षय होणारे विद्युत् अग्र प्रज्योतीने सतत वितळविले जाते. या प्रज्योतीचा एक ध्रुव विद्युत् अग्र असून दुसरा ध्रुव वितळजोडकाम करावयाची धातू असते सामान्यतः क्षय होणारे विद्युत् अग्र तारेच्या स्वरूपात असून तिचे रासायनिक संघटन नगाप्रमाणेच असते. प्रज्योत विद्युत् अग्र व काही प्रमाणात पायाभूत धातू वितळविते व त्यापासून वितळजोड धातूचा संचय तयार होतो. हा धातुसंचय गोठून वितळजोड तयार होतो. क्षय न होणारे विद्युत् अग्र टंगस्टनाचे अथवा कार्बनाचे असते. या दोहोंचे वितळबिंदू उच्च असून सावकाश बाप्षीभवन होण्याखेरीज त्यांचा क्षय होत नाही.
आच्छादित विद्युत् अग्रात घन धातूचा गाभा असतो. अशा काही विद्युत् अग्रांत नलिकाकार गाभा असतो. अशा काही विद्युत् अग्रांत नलिकाकार गाभा असून त्याच्या भोवती विद्युत् व धातुवैज्ञानिक कार्य साधणाऱ्याद्रव्यांचे आच्छादन असते. विद्युत् दृष्ट्या आच्छादन हे वितळजोडकाम चालू असताना धातू गाभ्याचा लगतच्या द्रव्याशी आकस्मिक संपर्क येण्यापासून निरोधन करते व व्यत्ययरहित प्रज्योत पुरवते, धातुवैज्ञानिक दृष्ट्या आच्छादन हे वितळजोडाचे हवेपासून संरक्षण करण्यासाठी वायू व मळी तयार करणारी घटकद्रव्ये पुरवू शकते. तसेच विनिर्देशित रासायनिक संघटन असलेले सुयोग्य वितळजोड तयार होण्यासाठी विऑक्सिडीकारके (ऑक्सिजन काढून टाकणारी द्रव्ये) किंवा मिश्रधातू तयार करणारी मूलद्रव्ये पुरवू शकते. याखेरीज आच्छादित विद्युत् अग्र वितळजोड धातूच्या कणीय संरचनेचे परिष्करण करणारी द्रव्ये पुरविते. प्रज्योतीमुळे जसाजसा विद्युत् अग्राचा क्षय होतो तसतसे वितळजोडकाम करणारा तंत्रज्ञ वितळजोडात विद्युत् अग्राचे भरण हाताने करतो. आच्छादित विद्युत् अग्रातील आच्छदनाचे वजन १०-१५% असू शकते.
गाभायुक्त विद्युत् अग्रांत पट्टीपासून बनविलेली एक नळी असून तीत मळी तयार करणारी, प्रज्योत स्थिर करणारी व मिश्रधातू तयार करणारी द्रव्ये भरलेली असतात. स्वयंचलित वितळजोडकामात जोडावरून प्रज्योत यांत्रिक रीत्या मार्गदर्शित केली जाते, तर अर्धस्वयंचलित वितळजोडकामात तंत्रज्ञ हाताने ज्वालकांच्या साहाय्याने प्रज्योतीला मार्गदर्शन करतो. काही प्रक्रियांत प्रज्योत हवेत असते, तर इतर काहींत कार्बन डॉय-ऑक्साइडासारखा वायू प्रज्योतीचे हवेपासून रक्षण करतो.
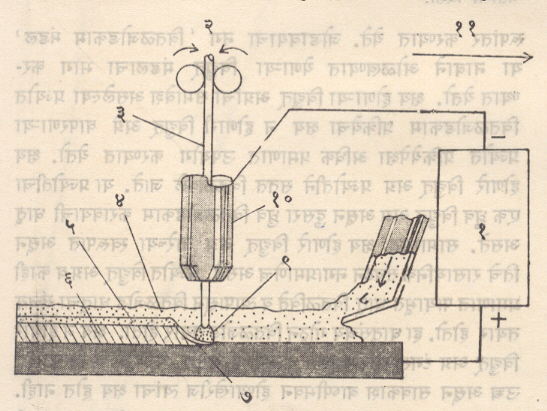 निमज्जित-प्रज्योत वितळजोडकाम : ही प्रक्रिया अखंड कोऱ्या तारेच्या विद्युत् अग्राने आणि सिलिकेटे, तसेच विऑक्सिडीकारके व मिश्रधातू बनविणारी द्रव्ये यांच्यासह वा यांच्यारहित असलेल्या कणीदार अभिवाहाच्या साहाय्याने केली जाते. अभिवाह जोडावर १३ ते ५० मिमी. खोलीपर्यंत रचलेला असतो. प्रज्योतीमुळे काही अभिवाह वितळतो आणि त्यामुळे तयार झालेल्या द्रव नळीमध्ये ज्योत बुडालेली असते व दृश्य नसते. या प्रक्रियेत पाच पट जास्त विद्युत् प्रवाह घनता उपयोगात आणण्यात येत असल्याने इतर वितळजोडकाम प्रक्रियांपेक्षा वितळजोड नगाच्या पृष्ठभागाच्या अधिक आत शिरू शकतो. १.६ मिमी. पेक्षा जाड असलेल्या अनेक निरनिराळ्या धातूंत अतिशय चांगल्या गुणवत्तेचे वितळजोड या प्रक्रियेने तयार करता येतात. वितळजोड धातू निक्षेपणाचा दर (एक तासाच्या वितळजोडकामात साचणारी धातू, किग्रॅ. मध्ये), प्रज्योतीच्या गतीचा वेग व वितळजोड पूर्ण होण्याचे दर या बाबतीत सध्या उपलब्ध असलेल्या इतर कोणत्याही प्रक्रियेपेक्षा ही प्रक्रिया वरचढ आहे. या प्रक्रियेकरता तार भरण्याची व नियंत्रणाची स्वयंचलित वा अर्धस्वयंचलित सामग्री सामान्यतः वापरण्यात येते.
निमज्जित-प्रज्योत वितळजोडकाम : ही प्रक्रिया अखंड कोऱ्या तारेच्या विद्युत् अग्राने आणि सिलिकेटे, तसेच विऑक्सिडीकारके व मिश्रधातू बनविणारी द्रव्ये यांच्यासह वा यांच्यारहित असलेल्या कणीदार अभिवाहाच्या साहाय्याने केली जाते. अभिवाह जोडावर १३ ते ५० मिमी. खोलीपर्यंत रचलेला असतो. प्रज्योतीमुळे काही अभिवाह वितळतो आणि त्यामुळे तयार झालेल्या द्रव नळीमध्ये ज्योत बुडालेली असते व दृश्य नसते. या प्रक्रियेत पाच पट जास्त विद्युत् प्रवाह घनता उपयोगात आणण्यात येत असल्याने इतर वितळजोडकाम प्रक्रियांपेक्षा वितळजोड नगाच्या पृष्ठभागाच्या अधिक आत शिरू शकतो. १.६ मिमी. पेक्षा जाड असलेल्या अनेक निरनिराळ्या धातूंत अतिशय चांगल्या गुणवत्तेचे वितळजोड या प्रक्रियेने तयार करता येतात. वितळजोड धातू निक्षेपणाचा दर (एक तासाच्या वितळजोडकामात साचणारी धातू, किग्रॅ. मध्ये), प्रज्योतीच्या गतीचा वेग व वितळजोड पूर्ण होण्याचे दर या बाबतीत सध्या उपलब्ध असलेल्या इतर कोणत्याही प्रक्रियेपेक्षा ही प्रक्रिया वरचढ आहे. या प्रक्रियेकरता तार भरण्याची व नियंत्रणाची स्वयंचलित वा अर्धस्वयंचलित सामग्री सामान्यतः वापरण्यात येते.
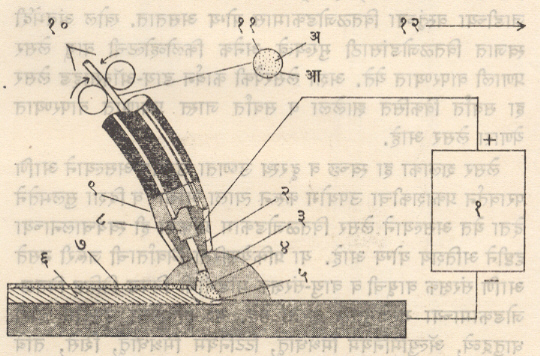
 वायू धातु-प्रज्योत वितळजोडकाम : अक्रिय-वायु-संरक्षित धातु-प्रज्योत वितळजोडकाम प्रक्रियेत क्षय होणारी अखंड विद्युत् अग्रे वापरली जातात. या प्रक्रियेत अभिवाह लागत नाही व तायर होणाऱ्या वितलजोडांवर मळीचे आच्छादन नसते. प्रज्योत हीलियमाच्या किंवा आर् गॉनाच्या वातावरणात असून हा वायू ज्वालकाच्या वायू पात्रातून पुरविला जातो. अक्रिय-वायू संरक्षण हे वातावरणीय संदूषणाला ग्रहणक्षम असलेल्या टिटॅनियमासारख्या विक्रियाशील धातूंच्या वितळजोडकामात आणि सच्छिद्रतेला ग्रहणक्षम असलेल्या ॲल्युमिनियम व अगंज पोलाद यांसारख्या धातूंच्या वितळजोडकामात विशेष फायदेशीरठरते. ही प्रक्रिया अर्धस्वयंचलित किंवा स्वयंचलित रूपात वापरता येते. या प्रक्रियेत नेहमीच्या संरक्षित धातु-प्रज्योत वितळजोडकामाच्या दहा पट उच्च असलेल्या विद्युत् प्रवाह घनतांना कोऱ्या (काही वेळा विलेपित) तारेचे भरण करण्यात येते. स्वयंचलित तार भरण व नियंत्रण क्रिया वापरून ही तार प्रती मिनीट २,५०० सेंमी. इतक्या वेगाने सरकविली जाते. या अतिशय बहुगुणी प्रक्रियेने उच्च गुणवत्तेचे वितळजोड उच्च वेगाने तयार होतात व धातुकण अल्प वा मुळीच उडत नसल्याने स्वच्छतेची गरज राहत नाही.
वायू धातु-प्रज्योत वितळजोडकाम : अक्रिय-वायु-संरक्षित धातु-प्रज्योत वितळजोडकाम प्रक्रियेत क्षय होणारी अखंड विद्युत् अग्रे वापरली जातात. या प्रक्रियेत अभिवाह लागत नाही व तायर होणाऱ्या वितलजोडांवर मळीचे आच्छादन नसते. प्रज्योत हीलियमाच्या किंवा आर् गॉनाच्या वातावरणात असून हा वायू ज्वालकाच्या वायू पात्रातून पुरविला जातो. अक्रिय-वायू संरक्षण हे वातावरणीय संदूषणाला ग्रहणक्षम असलेल्या टिटॅनियमासारख्या विक्रियाशील धातूंच्या वितळजोडकामात आणि सच्छिद्रतेला ग्रहणक्षम असलेल्या ॲल्युमिनियम व अगंज पोलाद यांसारख्या धातूंच्या वितळजोडकामात विशेष फायदेशीरठरते. ही प्रक्रिया अर्धस्वयंचलित किंवा स्वयंचलित रूपात वापरता येते. या प्रक्रियेत नेहमीच्या संरक्षित धातु-प्रज्योत वितळजोडकामाच्या दहा पट उच्च असलेल्या विद्युत् प्रवाह घनतांना कोऱ्या (काही वेळा विलेपित) तारेचे भरण करण्यात येते. स्वयंचलित तार भरण व नियंत्रण क्रिया वापरून ही तार प्रती मिनीट २,५०० सेंमी. इतक्या वेगाने सरकविली जाते. या अतिशय बहुगुणी प्रक्रियेने उच्च गुणवत्तेचे वितळजोड उच्च वेगाने तयार होतात व धातुकण अल्प वा मुळीच उडत नसल्याने स्वच्छतेची गरज राहत नाही.
कार्बन डाय-ऑक्साइडवितळजोडकाम : अखंड विद्युत् अग्रे वापरणारी ही प्रक्रिया वायू धातु-प्रज्योत वितलजोडकामासारखीच असते परंतु तीत प्रज्योत संरक्षक वायू म्हणून कमी खर्चाचा कार्बन डाय-ऑक्साइड वायू वापरण्यात येतो. ही प्रक्रिया कार्बन व निम्न मिश्रक धातू पोलादांकरिताच वापरली जाते. पोलादातील कार्बनाशी कार्बन डाय-ऑक्साइडाची विक्रिया होऊन तयार विक्रिया होऊन तयार होणाऱ्या कार्बन मोनॉक्साइडामुळे उद्भवणारी सच्छिद्रता टाळण्यासाठी या प्रक्रियेत वापरण्यात येणाऱ्या विद्युत् अग्रांत मँगॅनीज, सिलिकॉन, ॲल्युमिनियम, टिटॅनियम व क्रोमियम यांसारखी विऑक्सिडीकारके समाविष्ट केलेली असतात.
विद्युत् प्रज्योत वितळजोडकामात वापरण्यात येणारी क्षय न होणारी विद्युत् अग्रे वितळजोड धातूचा भाग म्हणून निक्षेपित होत नाहीत. असे विद्युत् अग्र विद्युत् प्रज्योतीचा एक ध्रुव असून सामान्यतः तो इलेक्टॉन उत्सर्जक (व त्यामुळे सापेक्षतः थंड असलेला) ऋणाग्री ध्रुव असतो. प्रज्योतीचा दुसरा ध्रुव जोडकामाचा नग असून तो वितळतो. जोड भरण्यासाठी अधिक धातू पाहिजे असल्यास प्रज्योतीत भरण तार सोडली जाते. प्रज्योत वितळजोडकामात वापरल्या जाणाऱ्या उच्च विद्युत् प्रवाहांनी आवश्यक तितके इलेक्ट्रॉन उत्सर्जन पुरविण्यासाठी लागणारे पुरेसे उच्च वितळबिंदू फक्त टंगस्टन व कार्बन यांचेच आहेत. वितळजोडकामात कार्बन विद्युत् अग्रे क्वचितच वापरतात कारण टंगस्टनापेक्षा त्यांचे जलद गतीने बाष्पीभवन होते.
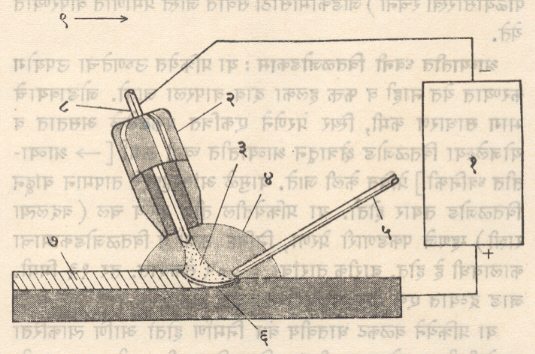 वायू टंगस्टन-प्रज्योत वितळजोडकाम : टंगस्टन विद्युत् अग्रे वापरताना अक्रिय वायू संरक्षण आवश्यक असते. ही प्रक्रिया पातळ (३.२ मिमी. वा त्यापेक्षाही कमी जाडीच्या) वस्तूंसाठी वापरता येते. कारण इतर प्रज्योत वितळजोडकाम प्रक्रियांपेक्षा या प्रकियेत अंतर्गमनाचे नियंत्रण सहजपणे करता येते. या प्रक्रियेत अचूक उष्णता नियंत्रण व वितळजोड पूरक धातुसह अथवा तिच्याशिवाय करता येणे शक्य असल्याने ती आत्यंतिक गुणवत्ता अथवा अंत्यरूप आवश्यक असलेल्या कामाच्या वितळजोडासाठी विशेषत्वाने उपयुक्त आहे.
वायू टंगस्टन-प्रज्योत वितळजोडकाम : टंगस्टन विद्युत् अग्रे वापरताना अक्रिय वायू संरक्षण आवश्यक असते. ही प्रक्रिया पातळ (३.२ मिमी. वा त्यापेक्षाही कमी जाडीच्या) वस्तूंसाठी वापरता येते. कारण इतर प्रज्योत वितळजोडकाम प्रक्रियांपेक्षा या प्रकियेत अंतर्गमनाचे नियंत्रण सहजपणे करता येते. या प्रक्रियेत अचूक उष्णता नियंत्रण व वितळजोड पूरक धातुसह अथवा तिच्याशिवाय करता येणे शक्य असल्याने ती आत्यंतिक गुणवत्ता अथवा अंत्यरूप आवश्यक असलेल्या कामाच्या वितळजोडासाठी विशेषत्वाने उपयुक्त आहे.
एकदिश प्रवाहाचा( विद्युत् अग्र ऋणाग्री) उपयोग लोही द्रव्यांसाठी तसेच तांबे व निकेल यांच्या मिश्रधातूंसाठी करण्यात येतो. ॲल्युमिनियम व मॅग्नेशियम यांसाठी प्रत्यावर्ती प्रवाह वापरावा लागतो, कारण नगावरील ऑक्साइडाचे पटल व्युत्क्रमी ध्रुवतेमुळे (विद्युत् अग्र धनाग्री) काढून टाकले जाते.
आयनद्रायू प्रज्योत वितळजोडकाम : या प्रक्रियेत संकोचित विद्युत् प्रज्योत वायू मिश्रणाच्या उष्णतेने निर्माण झालेला आयनद्रायू वापरतात. संरक्षक वायू हा अक्रिय वायू किंवा वायूंच्या मिश्रणरूपात असतो. आयनद्रायू प्रज्योत वितळजोडकाम व वायू टंगस्टन-प्रज्योत वितळजोडकाम यांत अक्रिय वायूचा उपयोग करण्याच्या बाबतीत साम्य आहे. आयनद्रायू प्रज्योत प्रक्रियेत संकोचक द्वाराचा उपयोग करतात. या प्रक्रियेचे मुख्य फायदे म्हणजे उर्जा केंद्रीकरण जास्त होते, प्रज्योताची स्थिरता सुधारते. आणि चालकाला अधिक सुलभतेने नियंत्रण करता येते, हे होत. बहुतेक आयनद्रायू वितळजोडकाम सामग्रीत आयनीभूत वायू प्रवाह निर्माण करण्यासाठी व मुख्य प्रज्योत चालू करण्यासाठी एक दुय्यम प्रज्योत प्रथम उत्पन्न करावी लागते. दुय्यम प्रज्योत उच्च कंप्रतेच्या वा सरळ संपर्क आरंभकाचा उपयोग करते. उच्च उर्जा सूक्ष्म द्वारातून प्रेरित केली जात असल्याने पाण्याने शीतलन करण्यात येते. या प्रक्रियेचे यांत्रिकीकरण करता येते व त्यामुळे जलद उत्पादन करणे शक्य असते.
अभिवाह-गाभाक्त प्रज्योत वितळजोडकाम : ही प्रक्रिया काहीशी निमज्जि त-प्रज्योत वितळजोडकाम व संरक्षित धातु-प्रज्योत वितळजोडकाम यांच्यासारखीच आहे. मात्र या प्रक्रियेत अभिवाह हा तारेवर न पसरता एका धातुवीय वेष्टनात संपुटित केलेला असतो. तारेचे एका वेटोळ्यातून स्वंयचलित रीत्या भरण होत असले, तरी या प्रक्रियेची सामग्री सुवाह्य असून निमज्जि त-प्रज्योत प्रक्रियेपेक्षा ती जास्त बहुउपयोगी आहे. वितळलेल्या अभिवाहामुळे अथवा बाहेरून पुरविलेल्या किंवा अभिवाहापासून निर्माण झालेल्या वायुरूप माध्यामामुळे वितळजोड धातूचे संरक्षण होते. या प्रक्रियेचे दोन मुख्य प्रकार असून पहिल्यात वायू-संरक्षित विद्युत् अग्र आणि त्यात प्रज्योत व वितळलेली वितळजोड धातू यांच्या जादा संरक्षणासाठी कार्बन डाय-ऑक्साइडवायू वापरतात. दुसऱ्या प्रकारात बाहेरून संरक्षक वायू न पुरविता तो स्वतःच निर्माण करणारे विद्युत् अग्र वापरतात.
विद्युत् मळी वितळजोडकाम : या वितळजोडकाम प्रक्रियेचा प्रारंभ साधारणपणे रूढ निमज्जि त-प्रज्योत प्रक्रियेप्रमाणेच कणीदार वितळजोड अभिवाहाच्या थराखाली विद्युत् प्रज्योत सुरू करून करण्यात येतो. गरम वितळलेल्या मळीचा पुरेसा जाड थर तयार होताच सर्व प्रज्योत क्रिया थांबते आणि विद्युत् अग्रापासून संवाहक मळीद्वारे जोडावयाच्या नगाकडे विद्युत् प्रवाह वाहू लागतो, तेव्हाच ही प्रक्रिया खऱ्याअर्थाने विद्युत् मळी वितळजोडकाम प्रक्रिया होते.
वितळलेल्या मळीतून जाताना विद्युत् प्रवाहाला झालेल्या रोधामुळे निर्माण होणारी उष्णता नगाची टोके व वितळजोड विद्युत् अग्र वितळविण्यास पुरेशी असते. यात प्रज्योत अस्तित्वात नसल्याने वितळजोडकामाची क्रिया शांत व शिंतोडेविरहित असते. वितळलेल्या भागातील अंतर्गत तापमान १,९२५° से.च्या आसपास असते. पूरक धातू व वितळलेली पायाभूत धातू यांपासून तयार होणार द्रवरूप धातू मळीच्या खाली गोळा होते आणि हळूहळू घनीभूत होऊन तीपासून वितळजोड बनतो.
 तार विद्युत् मळी प्रक्रिया सु. १.२५ ते ५० सेमी. जाडीच्या धातु-पट्टांचे वितळजोडकाम करण्यासाठी वापरण्यात आलेली आहे. या प्रक्रियेने मृदू व निम्न मिश्रक कार्बन पोलादे, अगंज व उच्च मिश्रक धातू पोलादे, टिटॅनियम इ. चे वितळजोडकाम करण्यात आले आहे.
तार विद्युत् मळी प्रक्रिया सु. १.२५ ते ५० सेमी. जाडीच्या धातु-पट्टांचे वितळजोडकाम करण्यासाठी वापरण्यात आलेली आहे. या प्रक्रियेने मृदू व निम्न मिश्रक कार्बन पोलादे, अगंज व उच्च मिश्रक धातू पोलादे, टिटॅनियम इ. चे वितळजोडकाम करण्यात आले आहे.
इलेक्ट्रॉन शलाका वितळजोडकाम : या प्रक्रियेत जोडावयाच्या नगावर उच्च-वेगी इलेक्ट्रॉनांच्या दाट प्रवाहाचा भडिमार करण्यात येतो. या इलेक्ट्रॉनांच्या ऊर्जेचे उष्णतेत रूपांतर होते. इलेक्ट्रॉन शलाका वितळजोडकाम सामग्रीत विद्युत् क्षेत्राने अतिशय उच्च प्रवोगित केलेल्या इलेक्ट्रॉनांचे विद्युत् स्थितिक किंवा विद्युत् चुबंकीय क्षेत्राने तीक्ष्ण शलाकेच्या रूपात केंद्रीकरण केले जाते. इलेक्ट्रॉनांचा प्रवास अव्याहत व्हावा म्हणून जोडावयाचा नग बहुधा निर्वात कक्षात ठेवलेला असतो. उष्णता इतकी तीव्र असते की, शलाका जवळजवळ तत्क्षणी जोडामधे धातूचे बाष्पीकरण करून छिद्र निर्माण करू शकते. अतिशय अरुंद, खोल अंतर्भदी वितळजोड अतिशय उच्च विद्युत् दाब (१५० किलोव्होल्टपर्यंत) वापरून करता येतात. नग अचूक स्थानी ठेवण्यासाठी स्वयंचलित सरकविणारी प्रयुक्ती वापरतात. उदा. १३ मिमी. जाडीच्या वस्तूतील वितळजोडाची रुंदी फक्त १ मिमी. असते. या प्रक्रियेने होणाऱ्या. वितळजोडकामाचे नमुनेदार वेग प्रती मिनिट १२५ ते २५० सेंमी. असतात. या तंत्राने अतिशय उच्च शुद्धतेचे वितळजोड करता येतात. सर्व वितळजोडकाम तंत्रांमध्ये इलेक्ट्रॉन शलाका वितळजोडकाम हे बाह्य अवकाशात सर्वांत उपयुक्त असल्याचे दिसून आले आहे.
लेसर वितळजोडकाम : या प्रक्रियेत लेसर उदगमापासून उत्सर्जित होणाऱ्या प्रकाश ऊर्जेचे जोडावयाच्या नगावर केंद्रीकरण करून वितळजोडकाम करतात. संतत लेसर शलाका वितळजोडकाम प्रक्रियेत लेसर शलाका नगाच्या पृष्ठभागावर केंद्रीभूत केली जाते. केंद्राच्या बिंदूपाशी शलाकेमुळे धातूचे बाष्पीभवन होते. आणि पायाभूत धातूमध्ये खोलवर एक बाष्प स्तंभ तयार होतो. बाष्प स्तंभाच्या भोवती बाष्पाशी समतोलावस्थेत असलेला द्रव धातूचा संचय असतो. केंद्रीभूत लेसर शलाका जोडावयाच्या मार्गावरून सरकावून खोल अंतर्भेदी स्वजात (जादा पूरक धातूचा उपयोग न करणारे एकाच धातूचे) वितळजोड तयार करण्यात येतात.
कमी शक्तीचे लेसर (उदा., स्पंदित माणिक अथवा इट्रियम-ॲल्युमिनियम-गार्नेट लेसर) इलेक्ट्रॉनीय मंडलातील घटकांसारख्या अल्प जाडीच्या वस्तूंच्या वितळजोडकामास योग्य असतात. खोल अंतर्भेदी स्वजात वितळजोडांसाठी मुख्यत्वे अनेक किलोव्होल्टची वायू लेसर प्रणाली वापरण्यात येते. अशा लेसरपैकी कार्बन डाय-ऑक्साइड लेसर हा सर्वांत विकसित झालेला व सर्वांत जास्त प्रमाणात वापरण्यात येणारा लेसर आहे.
लेसर शलाका हा स्वच्छ व दूरस्थ उष्णता उद्गम असल्याने आणि परावर्तन प्रकाशकीचा उपयोग करून त्याला आकार व दिशा सुलभतेने देता येत असल्याने लेसर वितळजोडकाम प्रक्रिया ही स्वयंचालनाच्या दृष्टीने अतिशय योग्य आहे. या प्रक्रियेकरिता निर्वाताची जरूरी नसते आणि संरक्षक वायूची व वायु-संरक्षक मांडणीची निवड विशिष्ट वितळजोडकामाच्या गरजेनुसार करता येते. या प्रक्रियेचा उपयोग लोही धातुद्रव्ये, ॲल्युमिनियम मिश्रधातू, टिटॅनियम मिश्रधातू, शिसे. तांबे व तांबे-निकेल, बहुतांश उच्चतापसह धातू व मिश्रधातू वगैरे अनेक प्रकारांच्या धातू व मिश्रधातू यांकरिता करता येतो, असे दाखविण्यात आले आहे. सूक्ष्मीकृत विद्युत् मंडलांतील जोडकामासाठी ही प्रक्रिया विशेष उपयुक्त आहे.
व्यावहारिक लेसरची उपलब्ध शक्ती जसजशी वाढत आहे तसतसे लेसर वितळजोडकामाच्या उपयोगाचे क्षेत्र वाढत आहे. मोटारगाड्यांच्या व अन्य जुळणी मार्गावरील वितळजोडकामाखेरीज जहाज बांधणी, नळमार्गाने वितळजोडकाम, अवजड पोलादी जोडकाम यांसारख्या औद्योगिक उद्दिष्टांसाठी करावयाच्या अवजड भागांच्या वितळजोडकामातही लेसर वितळजोडकामाचा उपयोग होऊ शकेल, असे आढळून आले आहे. पूरक धातूचा उपयोग करून लेसर वितळजोडकाम प्रक्रियेची क्षमता वाढविता येणे शक्य झाले आहे.
विसरण बंधन : (विसरण म्हणजे अणू परस्परांत स्वयंगतीने मिसळणे). या प्रकारची बंधनक्रिया बऱ्याचशा कालावधीकरिता वाढविलेल्या तापमानात जोडावयाच्या भांगांवर दाब देऊन घडवून आणण्यात येते. सामान्यतः या प्रक्रियेत लावावयाचा दाब ५ टक्के विरूपण करणाऱ्या दाबापेक्षा कमी असावा लागतो. यामुळे हीप्रक्रिया अंत्यरूपित यंत्र भागांसाठी वापरात येते. ही प्रक्रिया विमान-अवकाश उद्योगांत इतर कोणत्याही प्रकारे जोडता येणार नाही अशा द्रव्यांच्या व आकारांच्या (उदा., अनेक पातीयुक्त मार्ग, मधाच्या पोळ्यासारखी रचना) जोडकामासाठी सर्वांत जास्त प्रमाणात वापरण्यात येते.
श्राव्यातील ध्वनी वितळजोडकाम : या प्रक्रियेत उष्णतेचा उपयोग करण्यात येत नाही व फक्त हलका दाब वापरला जातो. जोडावयाचे भाग साधारण कमी, स्थिर प्रेरणेने एकत्रित पकडलेले असतात व योजलेल्या वितळजोड क्षेत्रातून श्राव्यातील ध्वनी ऊर्जा [⟶श्राव्यातीत ध्वनिकी] प्रेषित केली जाते. यामुळे आंतरपृष्ठांचे तापमान वाढून वितळजोड तयार होतो. या प्रक्रियेतील तीन मुख्य चल (बदलत्या राशी) म्हणजे पकडणारी प्रेरणा, निविष्ट ऊर्जा व वितळजोडकामाचा कालावधी हे होत. बारीक तारांवर ०.००५ सेकंदात, तर १३ मिमी. जाड द्रव्यात एक सेकंदभरात वितळजोड होतो.
या प्रक्रियेने बळकट धातवीय बंध निर्माण होतो आणि त्याकरिता प्रज्योतीची वा जोडावयाची धातू वितळविण्याची जरूरी लागत नाही. यात जाडीचे किरकोळ विरूपण होते. द्विधातवीय जोड व जोडांचे विन्यास (मांडण्या) तयार करण्यात या प्रक्रियेचे बहुविध उपयोग होऊ शकतात, या प्रक्रियेने केलेल्या बिंदू वितळजोडांची व अखंड टीप वितळजोडाची विश्वसनीयता चांगली असते. या प्रक्रियेचा अर्धसंवाहक सूक्ष्म मंडले व विद्यत् स्पर्शक तयार करण्याच्या उद्योगांत, तसेच ॲल्युमिनियम वर्खाच्या निर्मितीत व ॲल्युमिनियम प्रकल्पांच्या जोडकामात उपयोग करण्यात येतो. स्फोटक द्रव्ये, शोभेची दारू आणि विक्रियाशील रसायने यांसारख्या द्रव्यांच्या आवेष्टनासाठी श्राव्यातीत ध्वनी वितळजोडकामाची उपयुक्तता अनन्यसाधारण आहे. ही द्रव्ये पर्यावरणापासून संरक्षित राहण्यासाठी वाताभेद्य स्थितीत बंदिस्त ठेवावी लागतात आणि त्याकरिता उष्णता अथवा विद्युत् तंत्रे वापरता येत नाहीत.
ऊष्मारासायनिक वितळजोडकाम : या प्रक्रियांपैकी ‘वायू वितळजोडकाम’ या प्रक्रियेचे वर्णन वर दिलेले आहेच. दुसरी प्रक्रिया म्हणजे थर्मांइट किंवा ॲल्युमिनो-औष्णिक प्रक्रिया होय. ही प्रक्रिया लोही व लोहेतर अशा दोन्ही प्रकारच्या धातूंकरिता उपयुक्त आहे पण लोही धातूंकरिता ती जास्त प्रमाणात वापरतात. सूक्ष्मकणी ॲल्युमिनियम चूर्ण व लोह ऑक्साइड यांचे मिश्रण पेटविण्यात येऊन सु, २,७६००से. तापमानातील अतितप्त द्रव धातू तयार करण्यात येते. ही विक्रिया ३० सेकंद ते दोन मिनिटांत पूर्ण होते व हा कालावधी मिश्रणाच्या राशीवर अवलंबून नसतो. ही प्रक्रिया मोठे व आटोरशीर (उदा., चौकोनी व वर्तुळाकार) काटच्छेद असणाऱ्या भागांकरिता सोईस्कर आहे. द्रव धातू मर्यादेत ठेवण्यासाठी साचा वापरतात. [⟶ थर्माइट].
स्फोटकी वितळजोडकाम : या प्रक्रियेत स्फोटकी प्रेरणेमुळे उच्च वेगाने दोन पट्टांचा परस्परांवर आघात होऊन त्यांचा वितळजोड तयार होतो. खालच्या पट्ट एका दृढ आधारावर (उदा., अधिक अवजड पोलादी पट्टावर) ठेवलेला असतो. वरचा पट्ट खालच्या पट्टाशी सु. ५° कोन करील अशा प्रकारे काळजीपूर्वक ठेवलेला असतो व त्याच्या वरच्या पृष्ठभागावर स्फोटक द्रव्याचा थर असतो. दोन पट्टांच्या बिजागरी भागापासून स्फोट घडवून आणण्यात येतो आणि आंतरपृष्ठापाशी द्रव्याचे आकार्य विरूपण होऊन काही मायक्रोसेकंदांच वितळजोड तयार होतो. या प्रक्रियेत बाह्य उष्णता पुरवावी लागत नाही. या प्रक्रियेने दोन विषम धातूंचेही वितळजोड करता येतात. या प्रक्रियेत जोडाचे पृष्ठभाग जड ऑक्साइडे आणि पुटे तसेच तेलकटपाणा काढून टाकण्यापलीकडे अधिक विस्तारपूर्वंक स्वच्छ करावे लागत नाहीत.
वितळजोडकामाचे धातुविज्ञान : धातूंच्या जोडकामाचे धातु विज्ञान हे जोडाच्या कार्यकारी क्षमतेच्या दृष्टीने महत्त्वाचे आहे. विद्युत् प्रज्योत वितळजोड हा जोडाची सर्व मूलभूत वैशिष्ट्ये दर्शवितो. वितळजोडकामाच्या प्रज्योतीच्या संक्रमणामुळे तीन विभाग तयार होतात : (१) वितळजोड धातू किंवा संयोग विभाग, (२) उष्णतेचा परिणाम झालेला विभाग व (३) उष्णतेचा परिणाम न झालेला विभाग. वितळजोड धातू म्हणजे वितळजोडकामात वितळविलेला भाग असतो. उष्णतेचा परिणाम झालेला विभाग हा वितळजोड धातूच्या लगत असून त्याचा वितळजोड तयार होत नाही पण वितळजोडकामाच्या उष्णतेमुळे त्याच्या सूक्ष्म संरचनेत किंवा यांत्रिक गुणधर्मात बदल होतात. उष्णतेचा परिणाम न झालेला विभाग त्याचे गुणधर्म बदलण्याइतका तापविला गेलेला नसतो.
वितळजोड धातूचे संघटन व तिचे घनीकरण होताना असलेली परिस्थिती यांचा परिणाम जोड ज्यासाठी उपयोगात आणावयाचा त्या गरजांची पूर्तता करण्याच्या त्याच्या क्षमतेवर होतो. विद्युत् प्रज्योत वितळजोडकामात वितळजोड धातू ही पूरक धातू व वितळवावयाची पायाभूत धातू यांची मिळून बनलेली असते. प्रज्योतीचे संक्रमण झाल्यावर वितळजोड धातूचे जलद गतीने शीतलन होते. एकदाच संक्रमण होणाऱ्या प्रज्योतीच्या बाबतीत वितळजोडाची ओतीवासारखी संरचना असते आणि त्यात वितळलेल्या भागाच्या कडेपासून वितळजोडाच्या मध्यापर्यंत स्तंभाकार कण असतात. बहुसंक्रमणी प्रज्योतीच्या बाबतीत या ओतीवासारख्या संरचनेत फेरबदल होतात आणि ते जोडकाम करावयाच्या धातूवर अवलंबून असतात.
वितळजोडाच्या लगत असलेल्या पायाभूत धातूला म्हणजे उष्णतेचा परिणाम होणाऱ्या विभागाला तापमान आवर्तनांच्या मालिकेतून जावे लागते आणि त्याच्या संरचनेतील बदल हे कोणत्याही दिलेल्या बिंदूपाशील कमाल तापमान, या तापमानाला राहण्याचा काळ व शीतलनाचे वेग यांवर अवलंबून असतात. पायाभूत धातूचे अनेक प्रकार असून त्यांचे पुढील तीन गटांत वर्गीकरण करता येते : (१) वितळजोडकामाच्या उष्णतेचा परिणाम न होणारी द्रव्ये, (२) संरचनेतील बदलामुळे कठीण होणारी द्रव्ये व (३) अवक्षेपण प्रक्रियेने कठीण होणारी द्रव्ये [⟶धातूंचे अवक्षेपण कठिनीकरण].
वितळजोडकामामुळे धातूत प्रतिबले (बाह्य प्रेरणांमुळे प्रवर्तित होणाऱ्या अलगीकरणाला, सघनीकरणाला वा सरकण्याला विरोध करणाऱ्या( प्रेरणा) निर्माण होतात. या प्रेरणा वितळजोड धातूच्या आकुंचनामुळे आणि उष्णतेचा परिणाम होणाऱ्या विभागाचे प्रसरण व मग आकुंचन यांमुळे प्रवर्तित होतात. न तापेलली धातू वरच्या बाजूवर दाब देते आणि जेव्हा आकुंचन प्रभावी होते तेव्हा वितळजोड धातूचे आकुंचन मुक्तपणे होऊ शकत नाही व त्यामुळे जोडामध्ये प्रतिबल वाढत जाते. याला सामान्यतः अवशिष्ट प्रतिबल म्हणतात व काही महत्त्वाच्या उद्योगांमध्ये ते संपूर्ण जोडकामावर उष्णता संस्करण करून टाकणे आवश्यक ठरते. वितळजोडकामाने तयार केलेल्या सर्व संरचनांमध्ये अवशिष्ट प्रतिबल अपरिहार्य असते आणि ते जर नियंत्रित केले नाही, तर वितळजोड केलेली संरचना वाकण्याची वा विरूपित होण्याची शक्यता असते. हे नियंत्रण वितळजोडकाम तंत्र, ⇨छिद्रपाट व धारक पकडी, जोडकामाची कार्यपद्धती व अंतिम उष्णता संस्करण यांच्याद्वारे साधले जाते.
पहा:अभिवाह धातु व अधातूंचे जोडकाम.
संदर्भ : 1. American Society for Metals Metals Handbook, Vol. 6: Welding. Brazing, Soldering, Metals Park, Ohio, 1983.
2. Chapman, W. A. J. Workshop Technology, Part 3, London, 1975.
3. Jefferson, T. B. Jefferson, D. T. Eds., Welding Encyclopeida, 1982.
4. Patton W. J. The Science and Practice of Welding, Englewood Cliffs, N. J., 1967.
5. Rossi, B. E. Welding Engineering, New York, 1974.
राजे, चं. सि. दीक्षित, चं. ग. भदे, व. ग.
“