हत्यार-योजन : (स्वयंचलित यंत्रातील हत्यार-योजन). उत्पादनाच्या कामात वस्तू किंवा यंत्रभाग तयार करताना त्याला जो आकार व जे आकारमान द्यावे लागते त्यासाठी बव्हंशी स्वयंचलित ⇨ यांत्रिक हत्यारे अथवा विशिष्ट कार्य करणारी यंत्रे किंवा ⇨ दाबयंत्रे वापरतात. अशा यंत्रावर जी कर्तक धारवे, ⇨ छिद्रपाट व धारक पकडी, उभे रहाट, मापके, यांत्रिक प्रयुक्ती, बुरुजी रहाटे, मुद्रा [→ मुद्रा–२], मुद्राकारक अथवा इतर उत्पादन उपांगे हे थोड्या अवधीत उत्पादित नगांची संख्या जास्त वाढावी म्हणून वापरावी लागतात. त्यांची निर्मिती व योजन ही कामे हत्यार-योजन अभियंत्याकडे सोपविलेली असतात. त्यासाठी त्याला उत्पादित नगांची संख्या, त्यास वापरलेल्या कच्च्या मालाचे गुणधर्म, स्वयंचलित यंत्राची गती, कर्तन हत्यारांच्या मालाचे गुणधर्म व कर्तनकोन, मुद्रा व मुद्राकारकांच्या मालाचे गुणधर्म, कर्तनक्रम, मुद्रा व मुद्राकारकांचे कार्य आयुर्मान, कारागिरांची मजुरी, मालांच्या किंमती, नग तयार करण्यासाठी त्यावर केल्या जाणाऱ्या क्रमवार क्रिया व आनुषंगिक परीक्षणकमीत कमी करून अनेक क्रिया एकाच वेळी एकाच यंत्रावर करणे इ. विविध बाबींवर लक्ष केंद्रित करून अभ्यास व प्रयोगाने त्यांतील समस्या सोडवाव्या लागतात. ठराविक नफा बाजूला ठेवून उत्पादित वस्तू ग्राहकाला कमीत कमी किंमतीत कशी मिळेल या हेतूने योग्य कामासाठी आर्थिक दृष्ट्या योग्य अशी हत्यारांची व यांत्रिक प्रयुक्तींची योजना (वा योजन) करणे यास हत्यार-योजन म्हणतात.
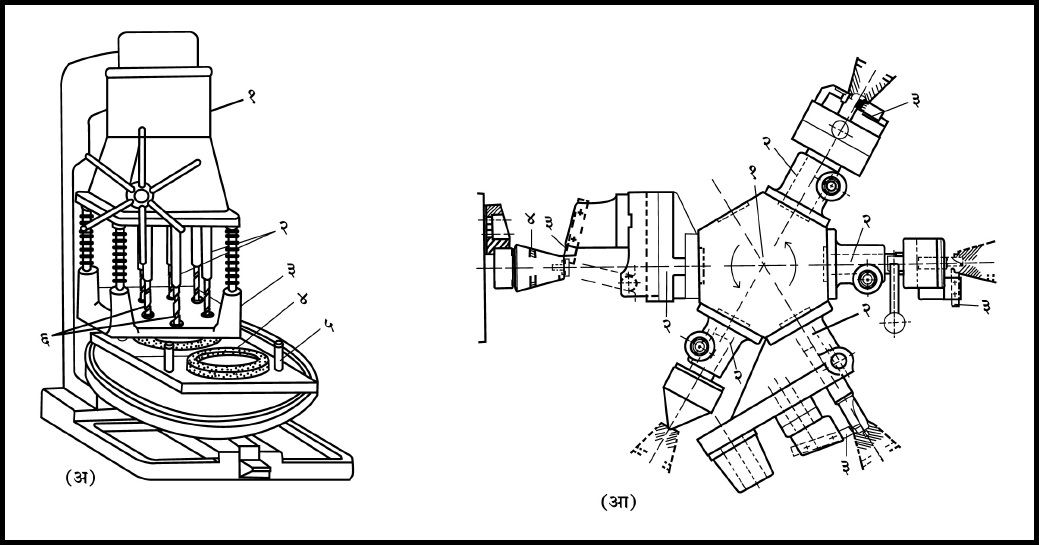
हत्यार-योजनांचे प्रकार : बहुछिद्रणक्रिया यंत्रावर (आ. १) छिद्रपाट व धारक पकडीने छिद्रक आणि नगाचा संपर्क साधून रेखन क्रियेशिवाय योग्य जागी छिद्र कातले जाण्याचे योजन केलेले असते. तसेच त्यात बुरुजी रहाट बसवून एका मागोमाग निरनिराळ्या व्यासांची छिद्रे नगात कातली जातात. त्यासाठी बुरुजी रहाटात बसविलेले निरनिराळे छिद्रक क्रमाक्रमाने काम करतात व दर खेपेस छिद्रक बदलण्यात जाणारा वेळ वाचतो. बहुदंडिकाशीर्ष छिद्रण यंत्रावर एकाच वेळी जोडकड्या सारख्या नगाला एकाच व्यासाची सहा छिद्रे पाडता येतात, तसेच विशिष्ट धारक पकडीत एक किंवा अनेक नग पकडण्याची योजना करून उत्पादन वाढविता येते. कॅप्स्टन ⇨ लेथमध्ये उभा रहाट कर्तक धारक बसवून एका मागोमाग छिद्रकाने नगात छिद्रण केल्यावर छिद्र तासणीने छिद्र सफाईदार वर्तुळाकार करतात व त्यात अंतःसूत्रकाने आटे पाडतात. रहाटावर अनेक प्रकारचे कर्तक धारक बसवून नगावर बहुकातकामे करण्यात येतात. [→ छिद्रण यंत्र ].
उभ्या किंवा आडव्या ⇨ प्रच्छिद्रण यंत्रावर खास बनविलेला विभाजक धारक पकडीत बसवून त्यावर नग पकडण्याची व्यवस्था केलेली असते. उभ्या रहाटावर बहुप्रच्छिद्रण कर्तक बसवून विमान एंजिनाच्या भुजापेटीचे (नगाचे) प्रच्छिद्रण केले जात असल्याचे आ. २ मध्ये दाखविले आहे.
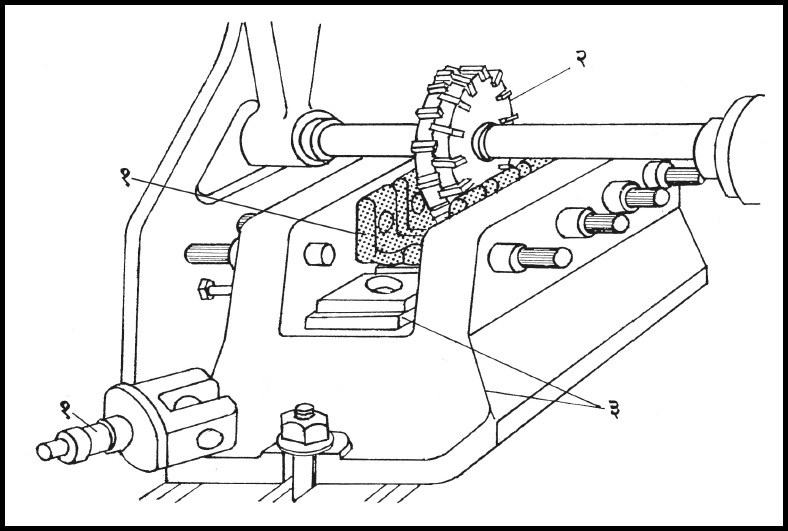
एकाच वेळी अनेक नगांचे चक्री कर्तकाने कातकाम करण्यासाठी ⇨ चक्री कर्तन यंत्रात खास बनविलेल्या धारक पकडीची योजनाकेलेली असते. आ. ३ मध्ये विशिष्ट धारक पकडीच्या साहाय्याने एकाच वेळी मोटारगाडीच्या अनेक आखूड आसांचे (नग) कातकाम करण्याचे योजन दाखविले आहे (शाणन यंत्रातही अनेक प्रकारच्या धारक पकडी वापरून अनेक नगांचे एकाच वेळी शाणन करून उत्पादन वाढविले जाते ). वितळजोडाने अनेक पोलादी कैच्यांचे, खिडक्या, जाळ्या, फाटक इ. सारख्या संरचनेचे जोडकाम करावयाचे असते. त्या वेळी ठराविक लांबीचे कापलेले अँगल आणि पट्ट्यांचे किंवा गजांचे तुकडे योग्य जागी जोडण्यासाठी खास धारक पकडी तयार करून उत्पादन वाढविले जाते. उत्पादन कारखान्यात अनेक सुटे भाग एकत्र जोडून टंकलेखन यंत्र, स्कूटर, सायकल, एंजिन, घड्याळ वगैरेंसारख्या वस्तूंची जुळणी, निरनिराळ्या विशिष्ट रचनेच्या धारक पकडी तयार करून त्यांच्या साहाय्याने वेळ वाचवून उत्पादनात वाढ करतात.
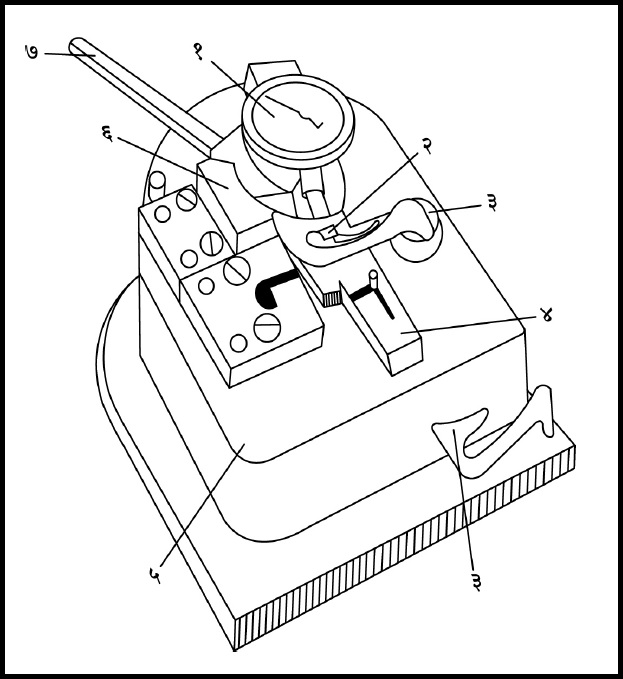
उत्पादित यंत्रभागांच्या आकार व आकारमानाचे जलद परीक्षण करण्यासाठी यांत्रिक प्रयुक्ती वापरून खास मापक पकडी बनवितात. केला आहे. तबकडी मापक (१) प्रथम प्रमाणमापी ठोकळ्याशी (४)सिद्ध करून घेतात व नंतर दांडी (७) ने सरकवून गणन यंत्राचा (३) वक्र भागाला टेकवितात. त्यामुळे गणन यंत्राच्या भागांच्या अनेक नगांचे परीक्षण जलद केले जाते.
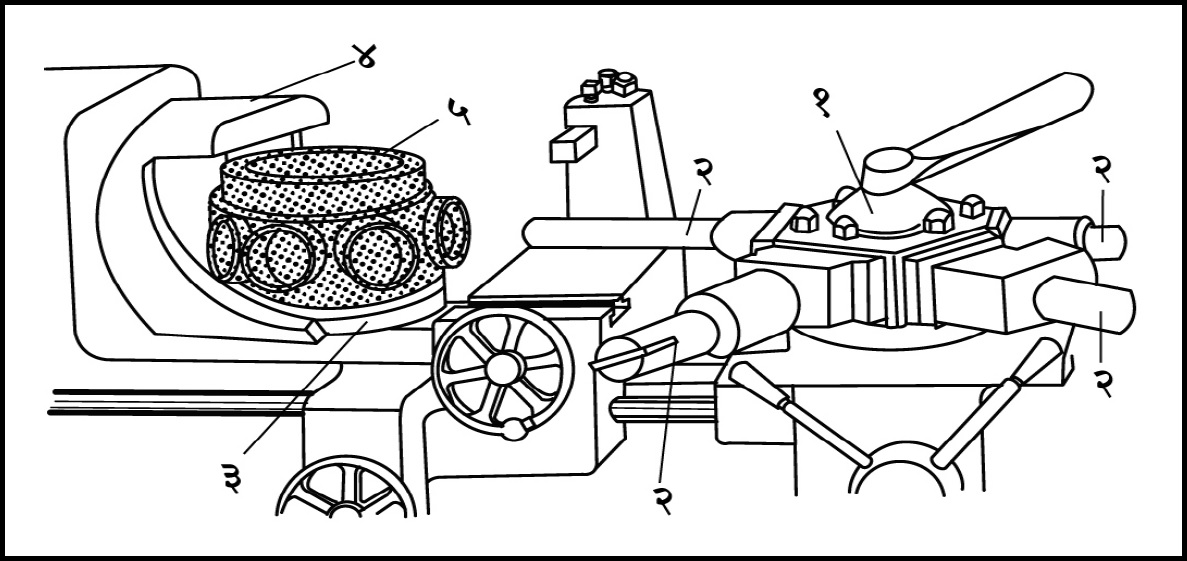
दाबयंत्रात खास बनविलेल्या मुद्रा व मुद्राकारक उपांगांनी उत्पादन वाढविण्याची योजना करतात. आ. ५ मध्ये धातूच्या शीतपट्टीपासून एकाच संयुक्त मुद्रा व मुद्राकारकाने प्रगत पद्धतीने नग तयार केल्याचे दाखविले आहे.
दाबयंत्रात धातूची पट्टी सरकताना प्रथम तिच्यावर उठावरेखन क्रिया केली जाते. ठराविक अंतरावर पट्टी पुढे सरकण्यासाठी यांत्रिक प्रयुक्तीचा वापर करतात. दुसऱ्या टप्प्यात वेधन क्रिया घडून तिसऱ्याटप्प्यात कोरण क्रियेने नगाचे उत्पादन पूर्ण होते.
स्वयंचलित कातकाम यंत्रात (ऑटोमेट) निरनिराळ्या कर्तन हत्यारांची योजना नगाचे स्वयंकातण आपोआप होण्यासाठी केलेली योजना आ. ६ मध्ये दाखविली आहे. कर्तक (३) व (४) सरकत्या कर्तकधारकात बसविलेले असून हे धारक दोलन चौकटीला जोडलेलेअसतात. टेकूवर (५) दोलन चौकट दोलायमान होते. कर्तक (२) दोलन चौकटीला शृंखलाबद्ध केलेला आहे. कॅमने (९) चौकटीचे दोलनकेले जाते.
वरील सर्व प्रकार मूळ यांत्रिक हत्यारांपासून निराळे (सुटे) करता येतात.
हत्यार-योजनेतील कार्ये : हत्यार-योजनेत एकच किंवा अनेक कार्ये एकत्र केलेली असतात. सर्वसाधारणपणे नगाचे स्थानन, खिळण, स्थापन व कर्तकाचे मार्गण अशी चार कार्ये करावी लागतात.
स्थानन : नग व हत्यार यांचे स्पर्शबिंदू किंवा स्पर्शपृष्ठ बिनचूक घडून येतील अशी व्यवस्था करण्यासाठी जी योजना करतात, त्यास स्थानन म्हणतात. बहुधा विशिष्ट प्रकारच्या धारक पकडीने नगाचे स्थानन हत्याराखाली करण्यात येते. यात संकेंद्री स्थानन, प्रतल स्थानन व अरीय स्थानन असे तीन प्रकार असतात. ध्वनिमुद्रिका वादन यंत्रात फिरत्या तबकडीच्या मध्यभागी एक उभी खीळ बसविलेली असते. ही खीळ ध्वनिमुद्रिकेच्या छिद्रात बसली की ध्वनिमुद्रिकेचे (नगाचे) आपोआप योग्य स्थानन घडून येते. या प्रकारास ‘संकेंद्री स्थानन’ म्हणतात. ध्वनिमुद्रिका जर जाड असेल तर, गुरुत्वामुळे तिच्या वजनानेच ती तबकडीवर स्थिर राहील. या प्रकारास ‘प्रतल स्थानन’ म्हणतात. परंतु, ती पातळ असल्यास तबकडीच्या वेगाने उडू लागेल व त्यासाठी ती सतत समतल (सपाट) राहावी म्हणून दाबपकडीने तिचे खिळन करावे लागेल. जुगारात ‘नशीब का चक्कर’ म्हणून एक खेळ असतो. भाग्यचक्रातील काटा फिरविल्यास तो चक्रावरील ज्या पूर्वनियोजित आकड्यांशी थांबेल तो शर्यत जिंकतो. त्यासाठी काटा ठराविक ठिकाणाहून फिरविण्याची योजना करावी लागते. या प्रकारास ‘अरीय स्थानन’ म्हणतात.
नगाच्या आकारानुरूप व स्थितीनुरूप स्थानन योजन करावे लागते. नगाच्या आकारमानात स्थितीनुरूप किंचित फरक असतो. घडीव व ओतीव नगांच्या बाबतीत त्यांचे पृष्ठभाग खडबडीत असतात. उत्पादनातील काही प्रक्रिया नगावर झालेल्या असतात, तर काही व्हावयाच्या असतात. अशा नगांचे काही पृष्ठभाग यंत्रण झाल्याने अचूक असतात तर काही खरखरीत असतात. तयार नगाचे सर्वच पृष्ठभाग गुळगुळीत असतात. नगातील अशी स्थित्यंतरे विचारात घेऊनच हत्यार-योजन करावे लागते. म्हणून सरसकट एकाच प्रकारची यंत्रणा योजनात वापरता येत नाही. योग्य स्थानन यंत्रणा तयार करण्यास नगाच्या उत्पादन प्रक्रिया व पद्धती आणि नगाचा अखेर प्रत्यक्षात होणारा उपयोग यांची उत्तम माहिती असणे गरजेचे असते.

खिळण : नगाचे स्थानन केल्यावर त्या जागी त्याला पक्का खिळवून टाकण्यासाठी विविध प्रकारच्या दाबपकडींची [→ दाबपकड] योजना करावी लागते. नगावर योग्य दिशेत योग्य तेवढाच दाब देण्याचे कार्य त्यामुळे होते. कातकामाचा वेग व त्यामुळे निर्माण झालेली प्रेरणा विचारात घेऊन दाबाचे प्रमाण व दिशा ठरविली जाते. दाबाने नगाची खराबी होऊ नये हे लक्षात घ्यावे लागते. नगावर दाब देण्याची व दाब काढून नग सुटा करण्याची यंत्रणा सुकर असावी लागते, कारण उत्पादनात असंख्य नगांचे काम सातत्याने जलद व्हावे लागते.
स्थापन : नगाचे समभागात विभाजन करणे, नग हव्या त्या कोनात वळविणे किंवा कलता करणे, नग हत्याराखाली सरकविणे किंवा सरकता ठेवणे अशा प्रकारच्या क्रियांसाठी यांत्रिक प्रयुक्ती वापरून नगाचा व हत्याराचा संबंध योग्य वेळी योग्य प्रकारे घडवून आणणे यास स्थापन म्हणतात. यंत्राच्या भागांची जुळणी करताना अथवा वितळ-जोडकामाने एखादी रचना तयार करताना अशा भागांचा संबंध जुळवून आणणे यासाठी स्थापन योजना करावी लागते. अवजड नग न उचलता यांत्रिक योजनेने योग्य जागी हत्याराखाली सरकविण्यासाठी स्थापन यंत्रणा वापरावी लागते.
कर्तकाचे मार्गण : नगामध्ये छिद्रण व छिद्रतासण क्रिया करताना छिद्रकाला व छिद्रतासणीला योग्य मार्गदर्शन व्हावे यासाठी छिद्रपाट वापरून त्यातील पुंगळ्याचा मार्गणक म्हणून उपयोग होतो. दाबयंत्रात मुद्राकारक मुद्रेमध्ये योग्य प्रकारे घुसावा म्हणून मार्गणक वापरतात.

अंकीय नियंत्रण : सर्वसामान्य यांत्रिक हत्याराच्या रचनेत नग व हत्यार पकडण्यासाठी लागणाऱ्या धारक पकडींची यंत्रणा मुळातच ठेवलेली नसते. त्यामुळे हत्यार-योजनेसाठी छिद्रपाट, धारक पकडी, दाबपकडी व यांत्रिक प्रयुक्त्या वापराव्या लागतात. आधुनिक उत्पादन व्यवस्थेत अंकीय (संख्यात्मक) नियंत्रण असलेली खास तयार केलेली यांत्रिक हत्यारे वापरात येऊ लागल्याने हत्यार-योजनेच्या समस्या कमी होऊन खर्चात बचत झाली [→ यांत्रिक हत्यारे]. अशा प्रकारच्या छिद्रण यंत्रात छिद्रपाटाची व पुंगळ्यांची आवश्यकता न लागता ‘डुबी छिद्रण’ पद्धतीने नगात छिद्रे जलद व अचूक पाडता येऊ लागली. या पद्धतीत आखूड दृढ बांध्याचे संगृहित चक्री पकड प्रकारचे कर्तक धारक वापरतात. अशा प्रकारच्या यंत्रात अंकीय नियंत्रित विभाजक पटावर नग बसविलेला असतो.
स्वयंचालन उत्पादन पद्धतीत निरनिराळ्या यांत्रिक हत्यारांचे साटे एकापुढे एक बसविलेले असून नग त्यावर सरकवून क्रमवार प्रक्रिया केल्या जातात. अशी यंत्रे अंकीय नियंत्रित असतात. प्रत्येक यंत्रावर नग एका विशिष्ट पाटाला किंवा अडणीला आपोआप खिळविला जातो. अशा पाटांवर एक सर्वकामी गुरू (प्रधान) स्थापन यांत्रिक प्रयुक्ती बसविलेली असते. नगावर क्रमवार प्रक्रिया घडून येण्यासाठी नगाची हालचाल एका छिद्रित फितीच्या साहाय्याने नियंत्रित केली जाते. फीत साधारण २५ मिमी. रुंदीची असून तिच्या लांबीच्या दिशेत साधारण आठ समांतर सममार्ग आखलेले असतात. यंत्रात नगाची व हत्याराची हालचाल नगाच्या लांबी, रुंदी व जाडीच्या दिशेत प्रामुख्याने करावी लागते. त्यासाठी लागणारी आडवी, उभी व काटकोनी चाल यंत्रामध्ये सरक यंत्रणेच्या साहाय्याने केली जाते. नगाला परिवक्र आकार देण्यासाठी हत्याराला परिवक्री चाल द्यावी लागते. प्रथम नग तयार होण्यासाठी लागणाऱ्या क्रियांची (प्रक्रियांची) क्रमवार नोंद शून्य ते नऊ अंकांनी यंत्र आरेखनावरून एका कागदावर केली जाते. त्याला ‘कार्यक्रम पत्रिका’ असे म्हणतात. प्रक्रियानुरूप लागणाऱ्या हत्यारांची माहितीही लिहिलेली असते. या अंकांना संख्यात्मक समादेश किंवा नियंत्रक म्हणतात. ही संख्यात्मक माहिती एकत्रित अशी छिद्रांच्या रूपाने मार्गवार फितीवर मापांप्रमाणे टंकलेखन यंत्राने किंवा संगणकाने छिद्रित करतात. याला ‘कार्यक्रमण’ असे म्हणतात. यंत्रचालक नंतर कार्यक्रमातील हत्यारांची सिद्धता यंत्रावर करून छिद्रफीत यंत्रातील फीतवेधकात बसवितो. फीतवेधक हा फितीतील संकलित अंकीय माहिती यांत्रिक हत्यारांना आदेशाच्या स्वरूपात पुरवितो. हे आदेश यंत्रातील द्रवीय झडपेचे नियंत्रण करतात. ही झडप द्रवीय चलित्राला पुरविणाऱ्या द्रवाचे (तेलाचे) नियंत्रण करते. त्यामुळे यंत्रसरकाचे स्थापन घडून येते. नगाचे स्थापन जसे घडून येते तसे पुरोगती स्क्रूवर बसविलेली प्रतिसंभरण यंत्रणा चालीचे अंतर मोजून त्याची माहिती परत संख्यात्मक नियंत्रण यंत्रणेला पोहोचविते. ही माहिती जेव्हा कार्यक्रमानुसार हालचाल झाल्याचे दर्शविते तेव्हाच अंकीय नियंत्रण यंत्रणा द्रवीय झडप बंद करते. त्यामुळे द्रवीय चलित्र बंद पडून यंत्रसरकाची हालचाल थांबते.
अंकीय नियंत्रण पद्धतीचा उपयोग प्रथम फ्रान्समध्ये प्राथमिकअवस्थेत विणकाम यंत्रात करण्यात आला (१७२५). त्यासाठीकागदाची छिद्रित कार्डे व पट्ट्या वापरण्यात आल्या. १९४८ मध्ये अमेरिकेत उभ्या चक्री कर्तक यंत्रात या पद्धतीच्या नियंत्रणासाठी चुंबकीय फीत वापरण्यात आली. १९५५–६० च्या काळात या पद्धतीचा यांत्रिक हत्यार निर्मितीत अंतर्भाव करण्यात आला. या पद्धतीने हत्यार-योजन करणे सुकर झाले. भारतातील अनेक उत्पादन कारखान्यांत अशी यंत्रे वापरली जात असत. तथापि, संगणकाच्या साहाय्याने सर्व यंत्रे सहज चालविता येत असल्याने अशी अंकीय नियंत्रण यंत्रे आता सहसा कुठेही आढळत नाहीत.
पहा : प्रच्छिद्रण यंत्र; मापनविज्ञान; यांत्रिक हत्यारे.
संदर्भ : 1. Gates, P. Jigs Tools and Fixtures, London, 1959.
2. Wilson F. W. Harvey, P. D. Tool Engineering and Handloom, New York, 1959.
३. भिडे, शं. गो. यंत्रालयाचा ज्ञानकोश, मुंबई, २००४.
दीक्षित, चं. ग.